幾種牌號刀具對Inconel 625切削性能的對比研究
2016-08-31 06:55:58胡顯軍
制造技術與機床 2016年2期
關鍵詞:實驗
李 凱 胡顯軍
(江蘇省沙鋼鋼鐵研究院,江蘇 張家港 215625)
?
幾種牌號刀具對Inconel 625切削性能的對比研究
李凱胡顯軍
(江蘇省沙鋼鋼鐵研究院,江蘇 張家港 215625)
通過研究對比幾種常用牌號刀具(YT類硬質合金、YG類硬質合金、高鈷高速鋼、PVD涂層硬質合金)在車削鎳基高溫合金Inconel 625時的切削性能,分析了不同刀具的壽命及對試件表面質量的影響,明確了適用的刀具和合理的切削用量及切削速度。分析認為,性能優異的PVD涂層刀具在選擇了合適的進給量之后,完全能夠滿足Inconel 625的切削加工,相對于其他常用刀具,無論在生產效率還是產品質量方面,都有了很大的提升,并且節約了生產成本。
Inconel 625鎳基高溫合金;硬質合金刀具;涂層硬質合金刀具;高速鋼;車削
1 研究背景
隨著能源動力、航空航天的發展,鎳基高溫合金的使用越來越廣泛,而其切削加工也顯得日益重要,對鎳基高溫合金切削加工性能的研究也越來越深入。在實際的高溫合金生產及研究過程中,需要通過各種機加工來滿足其力學性能等各方面的研究,因此,對鎳基高溫合金的特性及實際的切削性能的研究顯得格外重要。本文以實際生產的Inconel 625為例來研究不同牌號刀具對它的車削性能對比。
1.1Inconel 625特性
通過查閱大量文獻可以得知,Inconel 625 是一種鎳鉻鉬合金,其鎳含量高達58%以上,其化學元素含量范圍見表1。它從低溫到1 000 ℃均具有良好的拉伸性能和疲勞性能以及抗氧化和耐蝕性,并且耐鹽霧氣氛下的應力腐蝕;Incone1 625 中含有少量鈮和鉭,用以加強合金的硬度,因此該合金不需要熱處理就能增加很高的強度,其力學性能如表2所示。
1.2鎳基高溫合金切削加工特點
由于鎳基高溫合金優良的高溫強度、熱穩定性及抗熱疲勞性能,而且容易加工硬化,使得該類材料成為最難加工的材料之一。若將45#鋼的可切削性設為100%, 則Inconel 625的相對可切削性僅為6%~20% 。

表1 Inconel 625 的化學成分[1]

表2 Inconel 625合金在常溫下機械性能[1]
車削Inconel 625鎳基高溫合金時,影響刀具磨損和壽命的因素主要有以下幾個方面[3]:(1)切削力大,車削Inconel 625鎳基高溫合金的切削力是切削普通合金鋼材的2~5倍;(2)切削溫度高,切削高溫合金時,會產生較大的塑性變形,刀具與工件間有強烈摩檫,切削力增大,因此會產生大量的切削熱,最高可達1 000 ℃左右,高溫不僅會加劇刀具的擴散磨損和氧化磨損,也會使工件產生熱變形,使尺寸及形狀精度不易控制;(3)加工硬化嚴重,高溫合金的硬度在常溫下一般不高,但塑性變形大,使已加工表面產生加工硬化現象。切削高溫合金時,已加工表面的硬度要比基體硬度高50%~100%;④金屬親和力大,Inconel 625中含有的Ti等在高溫下對多種金屬表現出高度的親和力,尤其是硬質合金刀具在加工Inconel 625時,刀具、切屑與工件之間易粘附, 擴散磨損嚴重,若刀具表面粘附鎳基合金而退刀受阻,則拔刀時刀具前刀面易剝落,嚴重時甚至產生缺口。
2 對Inconel 625切削實驗研究方法及結果對比
在對生產的Inconel 625等牌號的鎳基高溫合金做實驗研究,要對這些鎳基高溫合金進行相應的力學實驗研究時,需對Inconel 625進行外圓車削加工,而且車削表面粗糙度要求達到Ra1.6 μm。鑒于鎳基高溫合金的切削加工特點,嘗試采用YT15、YT798、YG6、高鈷高速鋼、PVD涂層硬質合金、陶瓷刀具以及立方氮化硼等幾種牌號刀具來切削對比。考慮到工件來料的形狀不規則性,在切削過程中,要求刀具的沖擊韌度要高,而陶瓷刀具和立方氮化硼刀具屬于脆性材料,沖擊韌度較低,且刀具價格比較貴,所以暫不采用這兩種刀具來進行切削對比。
2.1刀具幾何參數的選擇[3-4]
根據前面介紹的高溫合金切削加工的特點,為了減小塑性變形,減小切削力,降低切削溫度和減小加工硬化,可以在切削的過程中加切削液,在保證刀刃強度前提下,盡量選用正前角(3°~10°),當切削速度較高時,可以采用負前角。由于高溫合金塑性好、強度高、切屑卷曲困難,切屑易纏繞在工件或刀具上,影響產品質量,生產中可在車刀上制造斷(卷)屑槽或采用可轉位刀片進行斷(卷)屑。為了減小刀具后刀面與加工表面間的摩擦,后角應稍大些,粗加工一般取8°~12°,精加工取12°~18°。刀具選擇采用較大主偏角,以減小背向切削力,主偏角選60°~75°,副偏角選5°~10°,刃傾角0 °~-10°,刀尖圓角半徑0.3~1 mm。
2.2切削參數[4]
在高溫合金加工過程中,隨著切削速度的增加,切削溫度將會升高。為避免切削溫度過高,應采用較低的切削速度,高速鋼刀具切削高溫合金取vc=5~10 m/min,硬質合金刀具取vc=40~60 m/min;為避免切削刃和刀尖劃過硬化層,以及避免刀刃與加工表面發生“擠壓、打滑”現象而影響工件的加工質量,切削深度ap和進給量f均不宜過小,一般ap=0.1~1 mm,f=0.1~0.5 mm / r。
2.3Inconel 625外圓車削實驗
本次取樣的Inconel 625合金是采用真空感應熔煉(VIM)、鑄錠經電渣、開坯鍛造、板材軋制等加工成材,車削實驗在FANUC CAK4085dj數控車床上進行,分別采用YT15、YT798、YG6、高鈷高速鋼、PVD涂層硬質合金5種不同牌號的刀具進行車削,背吃刀量ap統一0.5 mm,分別對切削速度v和進給量f進行適當的調整,車削后的試件表面粗糙度采用目測樣板對比的方法進行測量,對比這5種刀片在不同參數下的切削工況。

(1)高鈷高速鋼刀具車削實驗結果見表3。
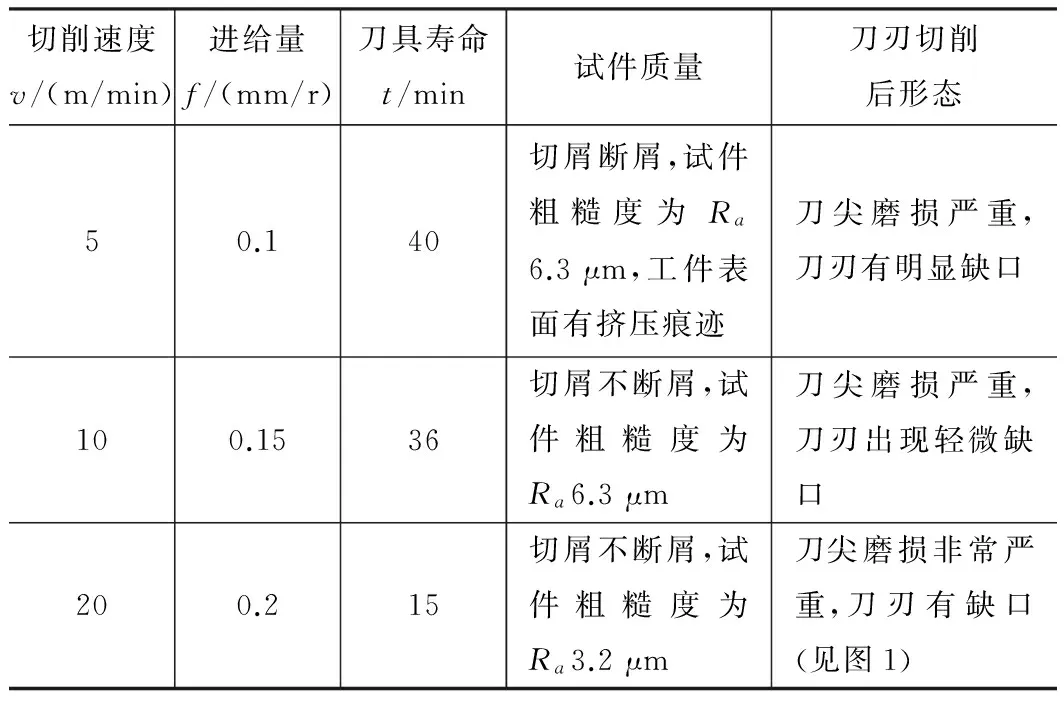
表3 高鈷高速鋼刀具車削實驗結果
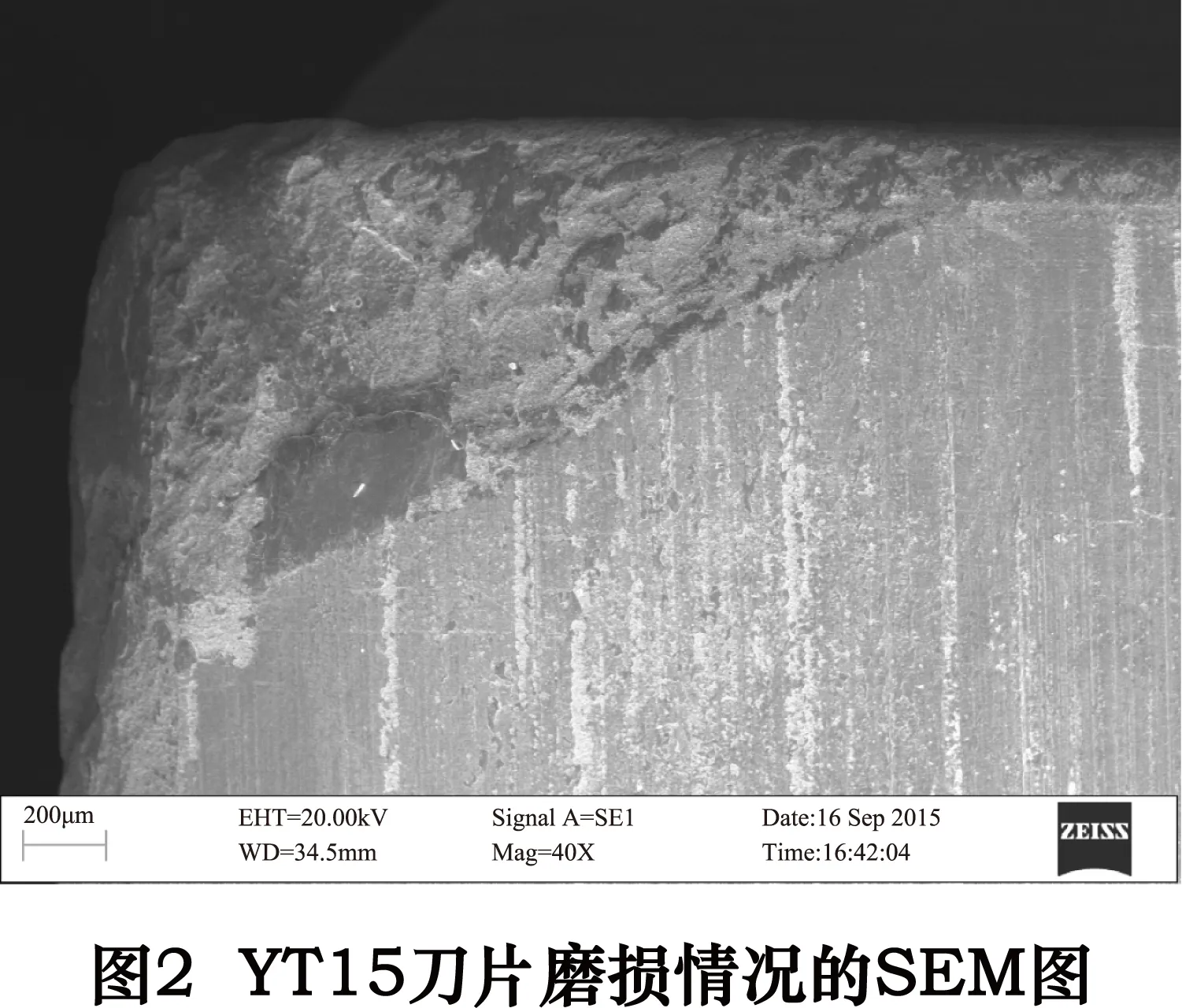
從高鈷高速鋼的車削結果可以看出:在合適的車削速度范圍內,隨著切削速度的提高,車削試件的表面粗糙度越好,刀具磨損的程度也會也會越來越大,而刀具壽命也會急劇縮短,但總體而言試件表面質量無法達到實驗要求。從圖2可以看出,刀具磨損很嚴重,刀尖幾乎被磨平,而且切削刃有明顯的缺口。
(2)YT15刀片車削實驗結果見表4。

表4 YT15刀片車削實驗結果
通過YT15硬質合金刀具的車削結果對比,YT15刀片切削壽命短,加工效率低,該刀片耐磨性差,刀尖易磨損且容易出現硬化點,而且試件的表面粗糙度無法達到使用要求,因此該牌號的刀片基本不適合車削Inconel 625。
(3)YT798刀片車削實驗結果見表5。
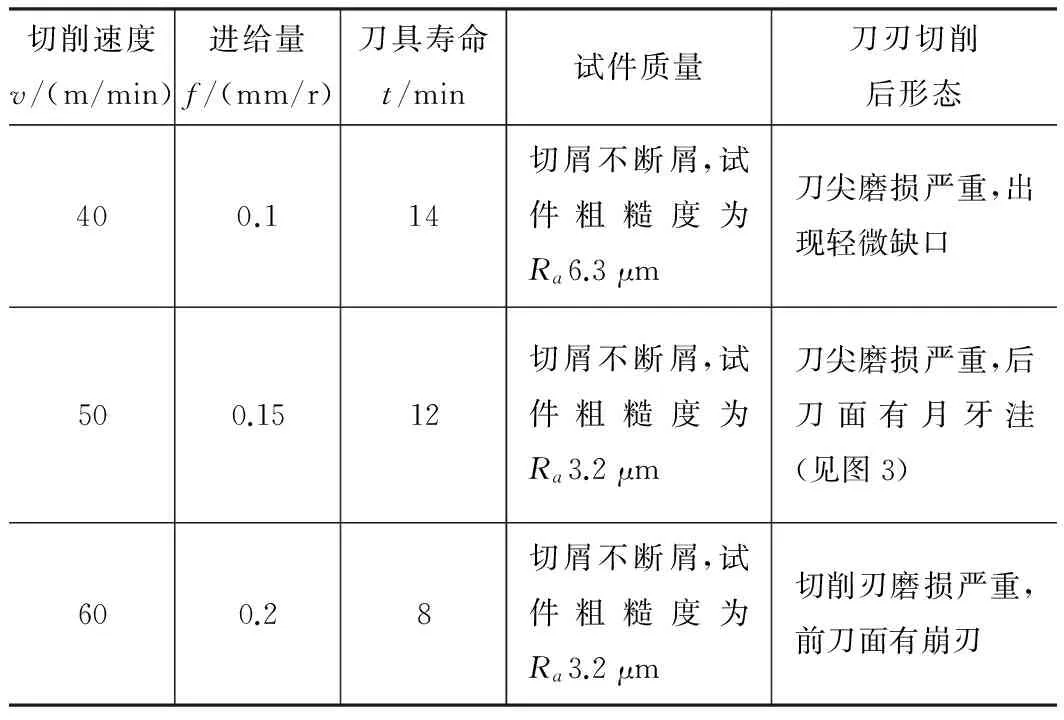
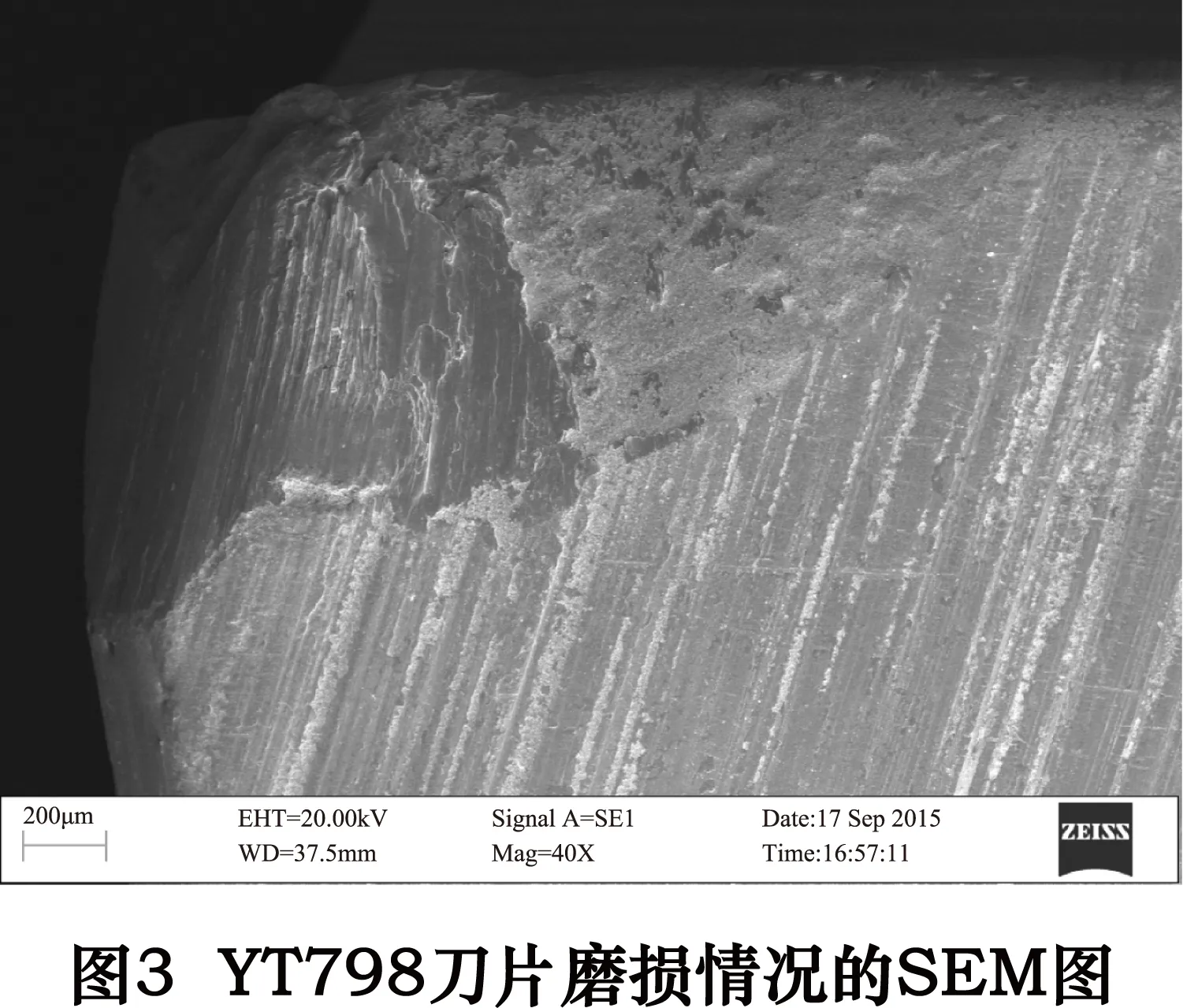
表5 YT798刀片車削實驗結果
如表5車削結果所示,YT798硬質合金刀片的車削壽命跟YT15差不多,刀尖易磨損,出現少許硬化點,隨著切削速度的不斷提高,刀片壽命也越短,加工出來的試件表面粗糙度也無法達到實驗要求。
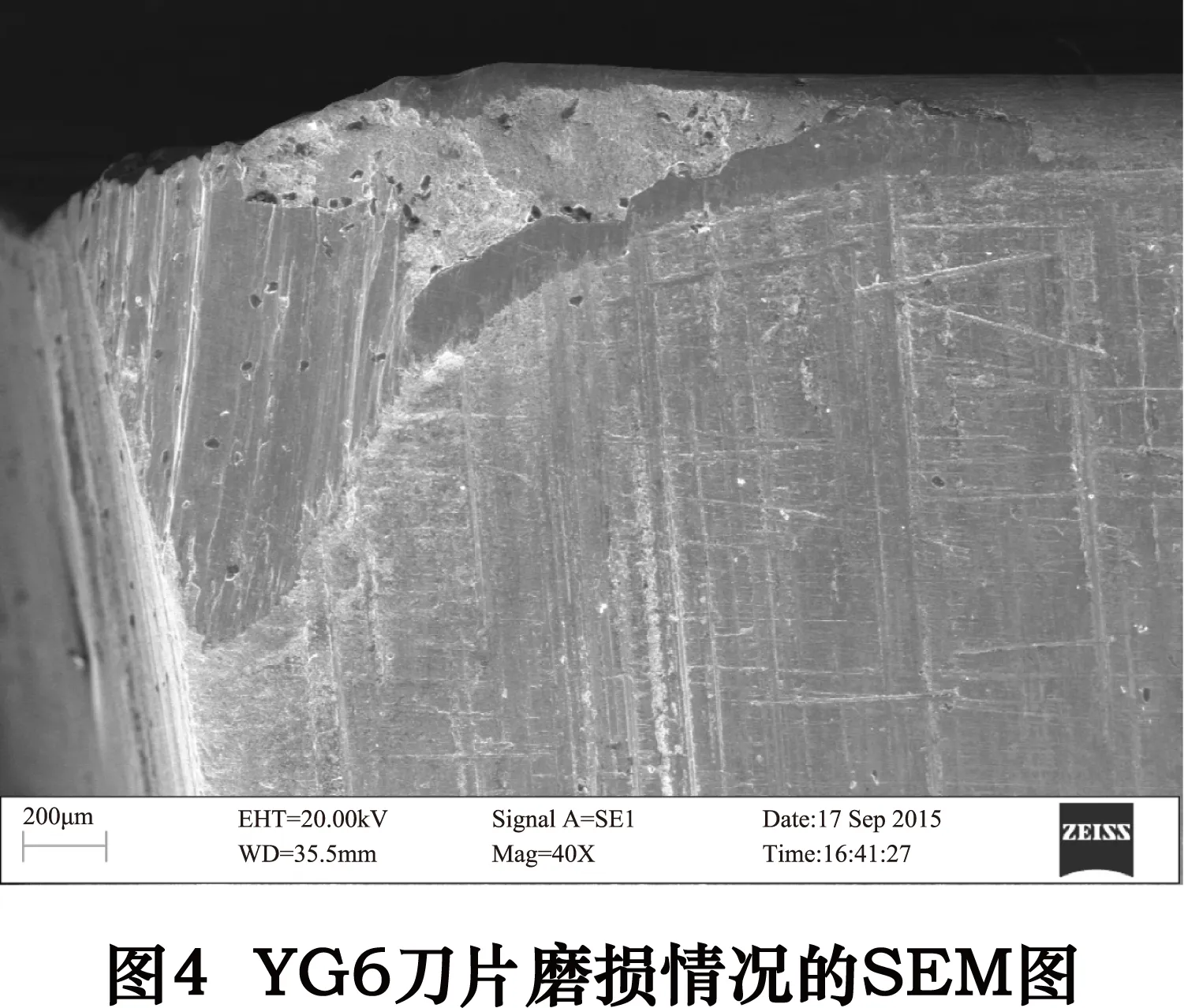
(4)YG6刀片車削實驗結果見表6。
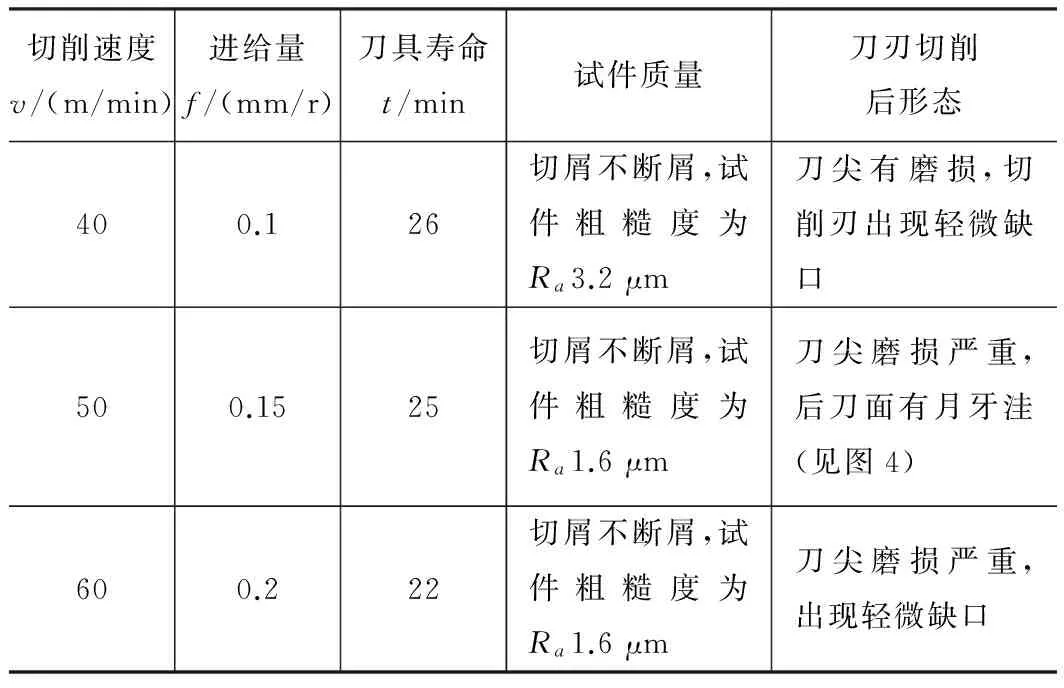
表6 YG6刀片車削實驗結果
從YG6車刀的車削結果及刀片SEM圖可以看出,該刀片相比前面幾種刀片的使用壽命要長,而且刀尖磨損較小,刀具切削面也沒有出現硬質點,加工出的試件表面粗糙度在合適的切削條件下基本能滿足實驗需求,但總體而言刀具壽命還達不到實際的使用要求。
(5)PVD涂層硬質合金刀片(日本三菱DNMG150408MA VP15TF涂層刀片)車削實驗結果見表7。
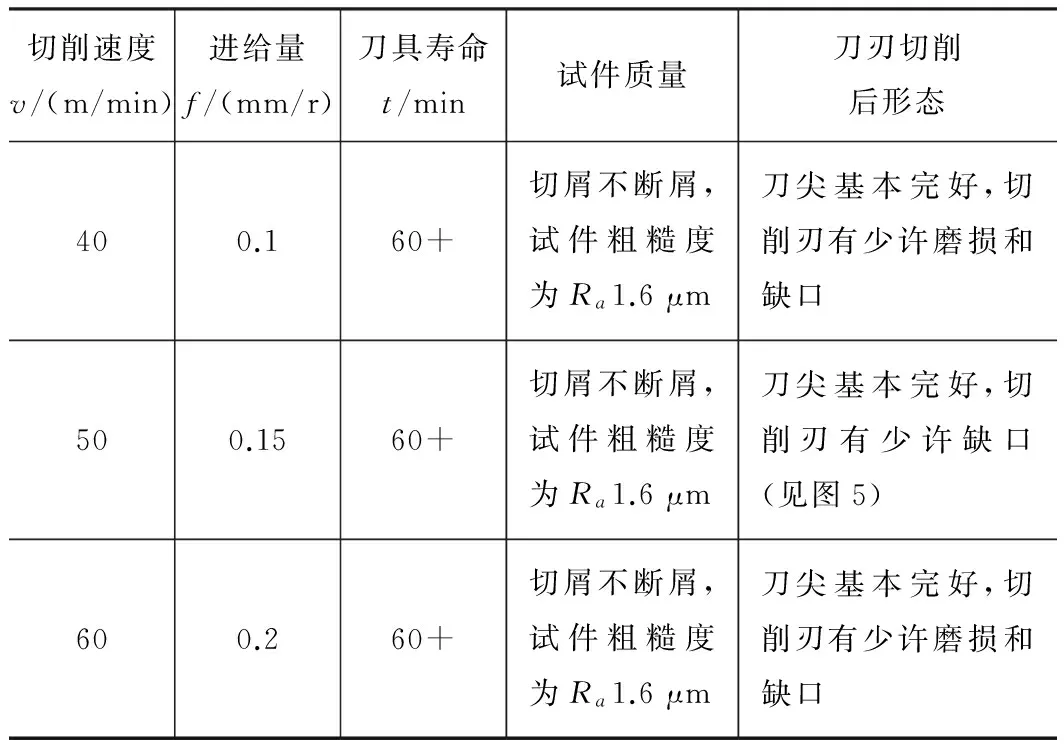
表7 PVD涂層硬質合金刀片車削實驗結果
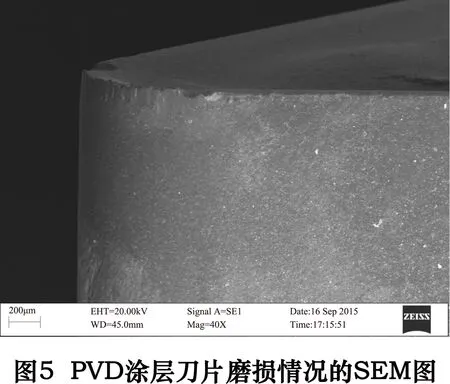

從表7的車削結果和圖6試件的表面質量及圖5所顯示的刀片SEM圖可以看出,該硬質合金PVD涂層刀片使用壽命長,加工出來試件的表面粗糙度能滿足實驗要求,而且經過長時間的使用,刀尖和切削刃基本沒有損壞,能滿足實際的使用要求。
2.4刀具磨損帶大小與車削時間的線性對比圖
分別用高鈷高速鋼、YT15、YT798、YG6、PVD涂層硬質合金5種不同牌號的刀具在合適的車削用量下加工Inconel 625后,取各個時間段車削后刀尖在掃描電鏡下測量的磨損帶長度進行對比,如圖7所示。從圖7中可以看出,YT類刀具在加工Inconel 625時,刀具在短時間內急劇磨損;高鈷高速鋼在選擇合適的切削用量后磨損相對YT類刀具要小,刀具壽命相對要長;而YG類刀具和PVD涂層硬質合金刀具的磨損帶增加比較平緩,壽命相對要長,特別是PVD涂層硬質合金刀具相比其他幾種實驗用刀具,在相同的時間內幾乎沒有特別明顯的磨損。

3 結語
通過上述幾種刀片的實際車削實驗結果,可以得出,YT類刀片基本不適合加工Inconel 625鎳基高溫合金,刀片耐磨性差,壽命短,加工試件的表面粗糙度無法達到使用要求;高鈷高速鋼車刀車削效率低,刀具使用壽命短,也無法滿足Inconel 625的車削要求;YG6刀片因其耐磨性和抗沖擊性的特點,相對于YT類以及高速鋼的等,基本能滿足該高溫合金的車削要求,但其使用壽命也比較短,在長時間的車削過程中也不適用;硬質合金PVD涂層刀片,其涂層作為1個化學屏障和熱屏障, 減少了刀具與工件之間的接觸擴散以及化學反應,使刀具表層具有較高的硬度和耐磨度, 同時又保持了硬質合金基體的塑性與韌性,非常有效地延長了刀具的使用壽命,比較適合Inconel 625的車削加工。
[1]中國金屬學會高溫材料分會.中國高溫合金手冊[M].北京:中國標準出版社,2012:198-208.
[2]李劉合,楊海健,陳五一,等.用于加工Inconel718的切削刀具發展現狀[J].工具技術,2010(5):3-11.
[3]康文利.高溫合金的切削加工分析[J].裝備制造技術,2010(9):124-125.
[4]郭建亭.高溫合金材料學.下冊[M].北京:科學出版社,2010: 485-488.
(編輯汪藝)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Comparative study on the cutting performance of Inconel 625 with different tools
LI Kai, HU Xianjun
(Research Institute of Iron and Steel, Jiangsu Province Sha-Steel, Zhangjiagang 215625, CHN)
Through research and comparing the cutting performance of four different tools (YT carbide cutting tool, YG carbide cutting tool, high-cobalt high speed steel and PVD coated carbide cutting tool)with Inconel625. The tool life and workpiece surface quality with different tools are analyzed. And then, the applicable tool, cutting parameter and cutting speed are cleared. It is found that PVD coated carbide cutting tool with excellent properties is competent for the demand of cutting Inconel 625 when selecting the appropriate feed. Compared to other tools, the efficiency of the cutting process is increased, the surface quality is improved and the production cost is reduced.
Inconel 625 Ni-based high-temperature alloy; carbide cutting tool; coated carbide cutting tool; high speed steel; turning
TG712
A
李凱,男,1985年生,工程師。
2015-11-10)
160227
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
