威力銘W518S加工中心五軸聯(lián)動UG后置處理設計
2016-09-07 07:47:54李號召劉東曉王彥偉
新技術新工藝 2016年5期
王 勃,李號召,董 曉,劉東曉,王彥偉
(中國航空工業(yè)集團公司洛陽電光設備研究所,河南 洛陽 471000)
?
威力銘W518S加工中心五軸聯(lián)動UG后置處理設計
王勃,李號召,董曉,劉東曉,王彥偉
(中國航空工業(yè)集團公司洛陽電光設備研究所,河南 洛陽 471000)
針對瑞士威力銘公司W518S加工中心進行了五軸聯(lián)動加工的UG后置處理設計研究。其具體內容包括:FANUC數(shù)控系統(tǒng)五軸聯(lián)動專用模塊程序的特點及相關指令介紹;五軸聯(lián)動后置處理設置內容介紹;特殊指令的TCL程序語言說明;葉輪等試驗零件五軸聯(lián)動加工等。通過對成熟使用的UG五軸聯(lián)動后置處理開發(fā)的介紹,為其他設備的UG五軸聯(lián)動后置處理開發(fā)提供了借鑒。
五軸聯(lián)動;UG;后置處理;TCL語言
本文主要通過對瑞士威力銘公司W518S加工中心五軸五聯(lián)動的UG后置處理設計,來實現(xiàn)該設備的五軸聯(lián)動加工功能。W518S加工中心是從瑞士引進的五軸精密鏜銑加工中心,最高轉速可達20 000 r/min,結構為主軸擺動的五軸加工中心(B軸擺動),操作系統(tǒng)為FANUC系統(tǒng)。該設備具有專門的五軸聯(lián)動加工模塊,需要利用設備的TCP(Tool Center Point Control)功能,對其中的G43.4、G849、G841和G843等多個特殊指令進行設置,從而完成較為復雜的五軸聯(lián)動UG后置處理設計。
1 五軸聯(lián)動后處理研究流程
五軸聯(lián)動后置處理設計主要研究內容包括:1)掌握五軸聯(lián)動模塊特殊指令含義及程序特點;2)應用UG/Post Builder軟件,進行UG后置處理設計;3)對部分特殊指令進行TCL語言解讀;4)應用UG軟件對試驗零件進行五軸聯(lián)動程序刀軌設計,進行試驗零件加工,驗證后置處理正確性。
主要研究流程[1]如圖1所示。
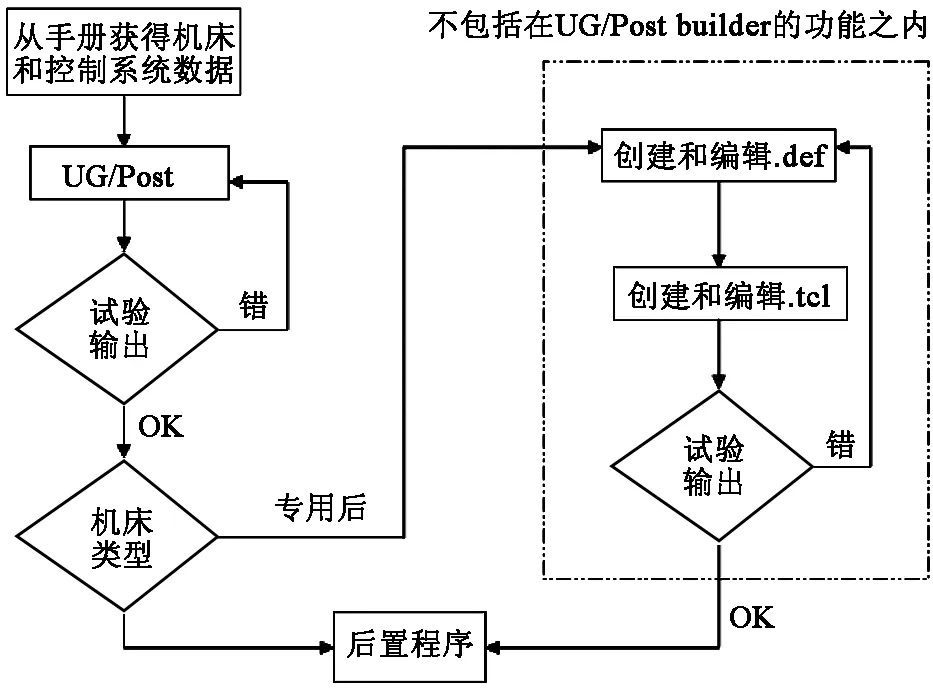
圖1 主要研究流程
2 五軸聯(lián)動加工模塊的UG后置處理設計
2.1W518S加工中心五軸聯(lián)動模塊介紹
W518S加工中心的五軸聯(lián)動采用全程刀尖跟蹤功能,與一般的3+2五軸加工有著明顯的區(qū)別。
首先,加工中心通過G5 P10000指令進入AInanoHPCC模式后即進入五軸聯(lián)動加工模式,其后每句程序均具有刀尖跟蹤功能,其加工坐標系固定,Z正方向始終垂直于工作臺向上,不隨B軸數(shù)值變化而旋轉。而在3+2五軸加工中,雖然G802或G806指令起角度也有刀尖跟蹤的功能,但僅限本句程序,并且坐標系隨B軸旋轉,Z正方向始終指向主軸方向。
其次,進入AInanoHPCC模式后具有的刀尖跟蹤功能與進入該模式前有著明顯區(qū)別,例如,同樣程序G0 X0 Y0 Z0 B30 C0;在初始狀態(tài)以及進入該模式前、后運行的結果如圖2所示。

圖2 初始狀態(tài)及進入AInanoHPCC模式前、后狀態(tài)
最后,AInanoHPCC模式具有對程序預讀功能,可提前預讀多段程序,保證程序在五軸聯(lián)動加工中運行流暢。
綜上所述,W518S加工中心是通過進入AInanoHPCC模式后,對刀尖坐標及B、C軸角度值的控制來實現(xiàn)五軸聯(lián)動加工的。
2.2五軸聯(lián)動數(shù)控程序基本格式
W518S加工中心針對五軸聯(lián)動加工采用TCP(五軸聯(lián)動加工的刀具中心點控制)模式來實現(xiàn),TCP的加工程序結構如下。
激活:
G806 T.. B.. H.. R0調刀并取消坐標旋轉跟蹤
M70解鎖B軸
M72解鎖C軸
G841選擇工作臺坐標系統(tǒng)為固定工作坐標系并進入C軸跟蹤
G5 P10000激活AInanoHPCC模式
G43.4 H..TCP模式并添加刀具長度補償
G0 X.. Y.. Z.. B.. C.. G0位置
G1 X.. Y.. Z.. B.. C.. 開始加工
……
……
取消:
G1 X.. Y.. Z.. B.. C..加工
M71B軸鎖定
M73C軸鎖定
G0 G49 Z..TCP模式和刀具長度補償取消
G5 P0AInanoHPCC模式取消
G849取消C軸跟蹤,進入一般加工狀態(tài)
G53 X0 Y0 Z0 B0 C0返回機床零點
M30程序結束
UG后置處理設置應滿足上述程序格式,并保證G849、G43.4、G5 P0和G5 P10000等特殊指令功能實現(xiàn),X、Y、Z、B和C等軸的坐標值生成正確。
2.3五軸聯(lián)動后處理基本設置
通過UG后置處理構造器(UG/Post Builder)設計五軸聯(lián)動后置處理,滿足上述程序格式要求,并保證輸出程序正確。具體設置如下。
1)根據(jù)機床實際情況對機床結構進行設置,設置為主軸擺動和工作臺旋轉式五軸加工中心。其中,第4軸B軸旋轉范圍為-10°~+100°,第5軸C軸設置為-360°~+360°。機床具體結構如圖3a所示,在UG/Post Builder中的設置如圖3b所示。

圖3 UG/Post Builder軟件中機床結構及B、C軸設置
2)在UG/Post Builder中對直線移動(G1)、快速移動(G0)進行設置,要求X、Y、Z的坐標值及B、C數(shù)值強制輸出。具體設置如圖4和圖5所示。
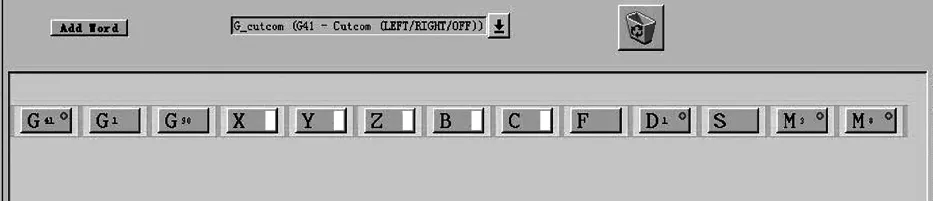
圖4 直線移動(G1)設置

圖5 快速移動(G0)設置
3)對五軸聯(lián)動模塊中特殊指令在程序頭、尾處進行設置,保證程序正確進入和退出五軸聯(lián)動模塊。其中,程序頭包含的特殊指令有G806、M70、M72、G841、G5 P10000和G43.4 H11等,程序尾處包含的特殊指令有M71、M73、G49、G5 P0和G849等。具體設置如圖6所示。

圖6 程序開頭和程序結尾設置
2.4特殊指令所對應的TCL語言
TCL是一個交互式解釋性計算機語言,它包含兩部分:1個語言和1個庫。UG后置處理構造器使用TCL作為它的命令語言[2]。該五軸聯(lián)動后置處理中特殊指令及程序開始、結尾處設置所對應的TCL語言如下。
1)M70、M72、G841、G5 P10000和G43.4 H11等指令定義:
BLOCK_TEMPLATE start_of_path
{
Text[M70]
}
BLOCK_TEMPLATE start_of_path_1
{
Text[M72]
}
BLOCK_TEMPLATE start_of_path_2
{
Text[G841]
}
BLOCK_TEMPLATE start_of_path_3
{
Text[G5 P10000]
}
BLOCK_TEMPLATE start_of_path_4
{
Text[G43.4 H11]
}
2)G849、G5 P0、G49、M73和M71等指令定義:
BLOCK_TEMPLATE end_of_program_3
{
Text[G849]
}
BLOCK_TEMPLATE end_of_program_4
{
Text[G5 P0]
}
BLOCK_TEMPLATE end_of_program_5
{
Text[G49]
}
BLOCK_TEMPLATE end_of_program_6
{
Text[M73]
}
BLOCK_TEMPLATE end_of_program_7
{
Text[M71]
}
3)程序開始部分TCL語言設置:
=======================
proc MOM_start_of_path { } {
=======================
global mom_sys_in_operation
set mom_sys_in_operation 1
global first_linear_move; set first_linear_move 0
TOOL_SET MOM_start_of_path
if [llength [info commands PB_CMD_kin_start_of_path] ] {
PB_CMD_kin_start_of_path
}
PB_CMD_tool_change_force_addresses
MOM_force Once T
MOM_do_template tool_change_1
PB_CMD_Tool_info
MOM_do_template start_of_path
MOM_do_template start_of_path_1
MOM_do_template start_of_path_2
MOM_do_template start_of_path_3
MOM_do_template start_of_path_4
}
4)程序結尾部分TCL語言設置:
=======================
proc MOM_end_of_program { } {
=======================
MOM_do_template end_of_program_7
MOM_do_template end_of_program_6
MOM_do_template end_of_program_5
MOM_do_template end_of_program_4
MOM_do_template end_of_program_3
MOM_do_template end_of_program_2
MOM_do_template end_of_program
MOM_do_template rewind_stop_code
PB_CMD_Machine_time
MOM_set_seq_off
}
3 五軸聯(lián)動后處理試驗驗證
3.1數(shù)控程序格式驗證
通過UG軟件使用新開發(fā)后置處理進行程序自動生成,驗證程序格式正確性。保證程序頭、尾處特殊指令正確生成,保證G1、G0指令后X、Y、Z、B和C數(shù)值強制輸出。自動生成的程序頭、尾處程序如圖7所示。

圖7 后置處理自動生成的程序頭、尾處程序
3.2試驗件加工
UG軟件通過控制刀具軸矢量、投影方向和驅動方法來生成加工軌跡[3],然后利用后置處理生成五軸聯(lián)動加工程序。在W518S設備上使用生成的五軸聯(lián)動加工程序對半球面、單個葉片和葉輪進行加工,充分驗證了后置處理的正確性。加工完成的試驗零件如圖8所示。

圖8 試驗零件
4 結語
五軸聯(lián)動加工是應用廣泛且先進的加工方式,由于5個空間軸可以同時聯(lián)動,可以實現(xiàn)更為復雜的零件的加工,尤其在復雜多曲面的零件加工中具有明顯優(yōu)勢。本文基于瑞士威力銘W518S加工中心,通過UG/Post Builder軟件對該設備五軸聯(lián)動模塊進行后置處理設計,實現(xiàn)UG軟件五軸聯(lián)動程序G代碼的自動生成,使該設備具備五軸聯(lián)動加工能力。同時,較詳細介紹了后置處理的具體研究過程,為類似設備的五軸聯(lián)動UG后置處理開發(fā)提供了技術參考和借鑒。
[1] 安杰,等.UG后處理技術[M].北京:清華大學出版社,2003.
[2] 張磊,等.UG NX4后處理技術培訓教程[M].北京:清華大學出版社,2007.
[3] 李朝光,謝龍漢.UG NX5多軸加工及應用實例[M].北京:清華大學出版社,2007.
責任編輯鄭練
The Design of Five-axis NC Post-processing of the Willemin-macodel Company’s Machine-W518S based on UG Software
WANG Bo, LI Haozhao, DONG Xiao, LIU Dongxiao, WANG Yanwei
(Luoyang Institute of Electro-optical Equipment, AVIC, Luoyang 471009, China)
Mainly introduce the design process of the five-axis NC post-processing which is used on Willemin-macodel Company’s machine-W518S based on UG software. The concrete content includes: the modules and commands related to five-axis NC machining of the FANUC system, how to set the parameters of the five-axis post-processing, how to enable special features by programming in TCL languages, the five-axis milling of experiment part-integral impeller. Hope to provide more or less reference for the design of other machines’ five-axis post-processing by the maturely used post-processing which is introduced in this paper.
five-axis machining, UG software, post-processing, TCL language
TH 166
A
王勃(1984-),男,大學本科,工程師,主要從事CAD/CAM、精密機械加工和數(shù)控加工編程等方面的研究。
2015-12-01
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
少先隊活動(2021年4期)2021-07-23 01:46:22
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
沈陽醫(yī)學院學報(2015年1期)2015-12-27 13:44:40
醫(yī)學教育管理(2015年3期)2015-12-01 06:43:16
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32