凸輪軸數控磨削輪廓誤差分析與補償
2016-09-08 06:58:13楊壽智鄧朝暉彭克立
中國機械工程 2016年16期
楊壽智 鄧朝暉 劉 偉 李 建 彭克立
1.湖南大學,長沙,4100822.湖南科技大學難加工材料高效精密加工湖南省重點實驗室,湘潭,4112013.湖南海捷精密工業有限公司,長沙,410205
?
凸輪軸數控磨削輪廓誤差分析與補償
楊壽智1鄧朝暉2劉偉2李建1彭克立3
1.湖南大學,長沙,4100822.湖南科技大學難加工材料高效精密加工湖南省重點實驗室,湘潭,4112013.湖南海捷精密工業有限公司,長沙,410205
在分析國內外磨削加工誤差分析與補償研究現狀基礎上,針對X軸和C軸兩軸聯動的凸輪軸數控磨削的輪廓誤差提出一種輪廓誤差分析和補償策略,以提高凸輪磨削加工精度。基于凸輪軸數控磨削的X-C聯動運動模型,推導了由凸輪升程表到磨削加工位移表的數學模型;指出凸輪升程與輪廓的誤差變化規律在趨勢上具有一致性。基于最小二乘多項式方法對多次磨削加工實驗的凸輪升程誤差進行一系列擬合處理,得到穩定的、可重復的凸輪升程預測誤差;將升程預測誤差按一定比例反向疊加到理論升程表中,采用最小二乘多項式法進行光順,得到光順的虛擬升程表;利用虛擬升程表對同類型凸輪軸進行磨削加工實驗。實驗結果表明,砂輪架速度和加速度在機床伺服響應范圍之內,凸輪最大升程誤差與最大相鄰誤差降低,凸輪輪廓表面粗糙度值滿足加工要求,從而證明該誤差分析和補償方法是正確可行的。
凸輪軸;數控磨削;輪廓誤差;最小二乘法
0 引言
凸輪軸是汽車發動機結構中的關鍵零件,其作用是對發動機氣缸的進氣和排氣行程進行有效控制,優化氣門的開閉時間和速度,因此需要合理設計凸輪升程來保證特定的凸輪輪廓。同時,凸輪軸的輪廓精度會直接影響發動機的使用性能,進而影響汽車產品的質量[1]。
凸輪的精加工一般采用磨削加工,其輪廓表面為非圓表面,很難達到較高加工精度要求。凸輪加工精度的主要評價指標有輪廓誤差、表面粗糙度等,其中運動模型、環境溫度、機床機械精度和位置伺服精度,以及其他控制系統精度都會影響凸輪輪廓誤差[2]。凸輪輪廓曲面復雜,若僅從提高硬件精度方面來減小誤差,成本太高,可以考慮采用軟件處理的方式,對凸輪軸磨削加工誤差進行分析和補償,提高加工精度。
常用的輪廓誤差補償方法主要有三類:第一類是合理設置系統運行參數、各軸控制參數,對單項誤差影響因素實施補償,提高輪廓精度[3-4]。該方法僅對單項誤差影響因素實施補償建模,局限性較大,無法體現出凸輪輪廓誤差的多因素綜合作用結果[5]。第二類是基于多體系統運動學理論,建立機床各個運動部件的數學模型,推導對應的約束方程,從而提高加工精度[6]。該方法僅針對一部分誤差影響因素進行補償建模,且計算量較大,不易推廣[7]。第三類是基于輪廓控制的主動誤差補償,即在線調整各種偏心與傾斜等誤差[8]。該方法需要改變機床運動部件的結構,增加在線檢測裝置,并建立檢測結果與數控系統之間的實時通信,成本較高。
加工過程中所有誤差的信息都會綜合反映到工件被加工表面上,且在確定加工條件下加工誤差影響規律是基本穩定的[9]。因此可以基于該加工誤差來修正加工過程或數控代碼,實現誤差補償,提高輪廓精度。范晉偉等[10]以多體系統運動學理論為基礎,開發出凸輪精密磨削過程的誤差補償與動態仿真分析軟件。陳逢軍等[11]利用在位接觸式測量系統對實際磨削輪廓曲線進行重構,計算其與目標輪廓之間的法向距離,得到法向殘余誤差,令砂輪沿著目標輪廓曲線的法矢量方向移動相應的法向殘余誤差值,從而實現誤差補償磨削。Chen等[12]提出一種數控磨削尺寸誤差的智能自學習預補償方法,該方法僅對超過設定誤差極限的位置進行誤差補償操作。焦青松等[13]針對空間端面磨削三軸聯動控制,分析了由砂輪位置變化引起的加工誤差,提出在實際插補點上減去偏差的誤差補償方法。
本文綜合以上各誤差補償方法的優點,針對凸輪軸數控磨削輪廓誤差進行了研究,提出一種新的誤差分析和補償方法。
1 凸輪軸數控磨削運動模型
凸輪輪廓型面由多段高次曲線組成,其磨削加工一般采用砂輪架(X軸)和頭架(C軸)的兩軸聯動(X-C聯動)來實現凸輪輪廓加工[14]。凸輪輪廓型面一般以升程表的形式表示,并注明對應測頭的類型,如尖頂測頭、滾子測頭或平底測頭等,對于滾子測頭還須注明滾子半徑rg。其中尖頂測頭可看作半徑無窮小的滾子測頭,滾子半徑取0 mm;平底測頭可看作半徑無窮大的滾子測頭,滾子半徑取106mm。表1所示為某凸輪軸的凸輪采用滾子測頭測得的理論升程表(θ-S),滾子半徑為8 mm,最大升程值為98°位置對應的5.1525 mm升程。為實現凸輪軸數控磨削,需要將升程表(θ-S)轉化成位移表(X-C)。

表1 凸輪升程表
圖1為凸輪X-C聯動磨削示意圖,圖中,O表示凸輪基圓圓心,rj表示基圓半徑,O1表示滾子圓心,rg表示滾子半徑,O2表示砂輪圓心,rs表示砂輪半徑,B點、C點分別表示凸輪升程的起始點、終止點,α表示凸輪轉角,θ表示滾子測頭轉角。砂輪與凸輪在瞬時磨削點P位置相切,PO2表示過切點的法線,M點表示凸輪和砂輪之間的相對速度瞬心,則升程表(θ-S)轉化成位移表(X-C)的計算式如下[14]:
(1)

(2)
|OO1|=rj+rg+S(θ)
(3)
φ=∠OO1M

圖1 凸輪X-C聯動磨削示意圖
由式(1)~式(3)即可求出升程表(θ-S)每一個轉角θ所對應的兩個量,即砂輪架位移X和凸輪轉角α。在實際加工過程中,需要將轉化后的位移表X-C進行擬合處理,即在轉角α的每一個等分角度點取對應的砂輪架位移X,一般取凸輪每轉1°時砂輪架的位移。設定不同滾子半徑rg,就可以通過上述方法計算不同測頭類型得到的升程表(θ-S)對應的凸輪軸磨削位移表(X-C)。
2 凸輪軸數控磨削輪廓誤差分析
凸輪軸數控磨削加工是典型的非外圓磨削加工,各種誤差因素綜合影響使得X-C聯動出現運動不到位的現象,使得實際加工輪廓與理論輪廓存在差異,該差異即為輪廓誤差。
對表1所示升程表對應的凸輪軸工件,采用恒線速度磨削數學模型進行多次磨削加工實驗,實驗后采用BG1310-10型凸輪軸檢測儀離線測量凸輪的升程(滾子半徑為8 mm)獲取實際升程數據表。比較理論升程表與實際升程表,可以得到實際升程誤差,如圖2、圖3所示。需要說明的是:理論升程與實際升程都是每1°轉角對應的離散升程值,為便于顯示與比較,圖2中采用連續曲線表示,后續各圖亦同。另外,圖2中為便于明顯區分理論升程與實際升程兩條曲線,將實際升程相對于理論升程的誤差放大40倍。
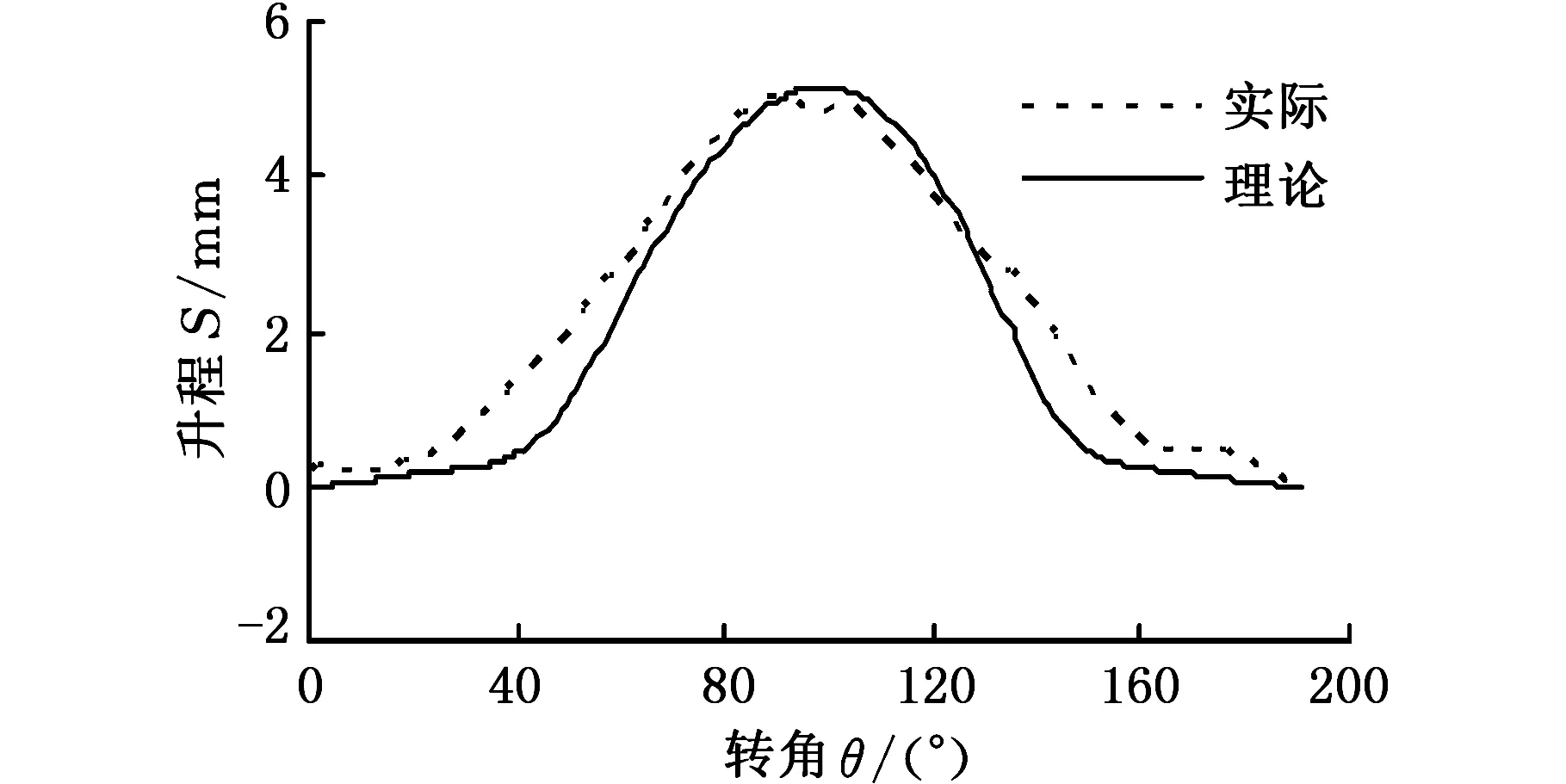
圖2 理論升程與實際升程曲線
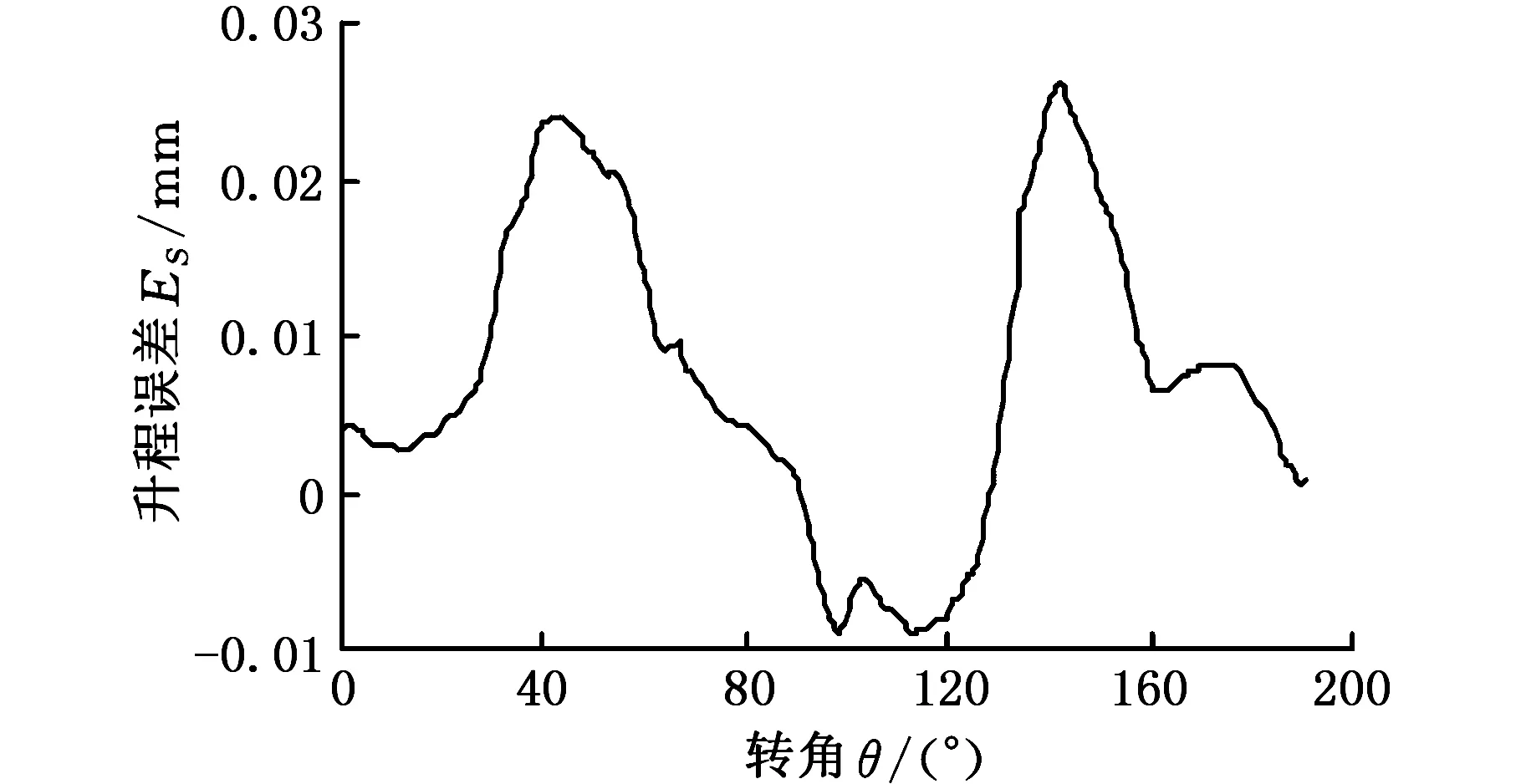
圖3 實際升程誤差曲線
為分析凸輪軸數控磨削輪廓誤差,需要將凸輪的理論升程表與實際升程表轉化成輪廓坐標形式,可采用直角坐標表示。已知凸輪基圓半徑rj為15.5 mm,通過下式可以計算凸輪輪廓的直角坐標(x,y):
(4)
通過式(4)計算得到的理論輪廓和實際輪廓的升程段直角坐標(x,y)中,x的取值不是等間距的,兩者的x取值并不對應。為方便比較,將升程段直角坐標(x,y)采用三次樣條曲線進行擬合,然后在x向等間距選點得到x取值統一的升程段直角坐標(x,y),并計算出實際輪廓升程段的y向誤差,如圖4、圖5所示。圖4中為便于明顯區分理論輪廓與實際輪廓兩條曲線,將實際輪廓相對于理論輪廓的y向誤差放大100倍。由式(4)可知,圖4、圖5中曲線最右端位置對應轉角0°位置,曲線左端終點位置對應轉角190°位置。
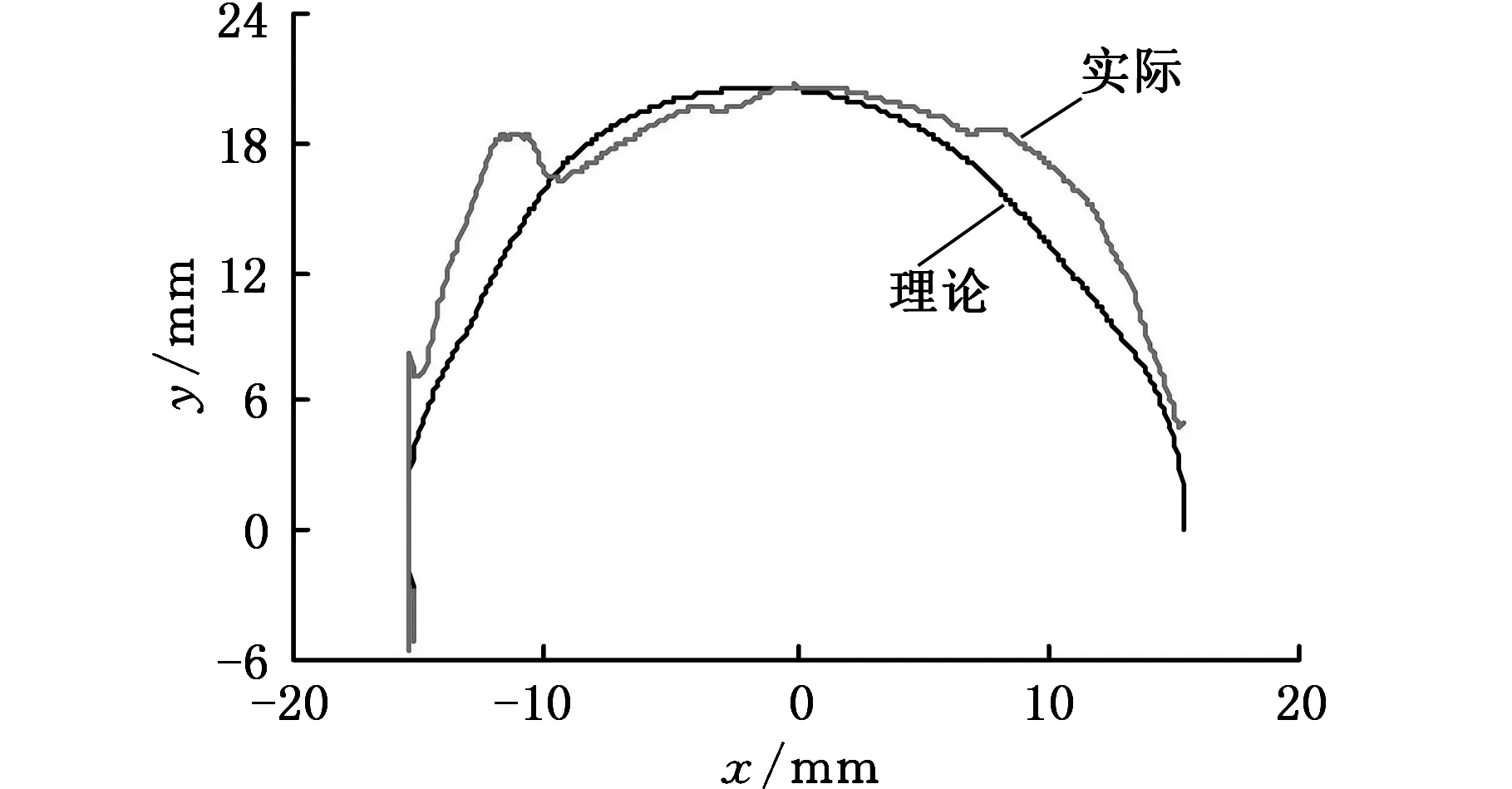
圖4 理論輪廓與實際輪廓升程段曲線
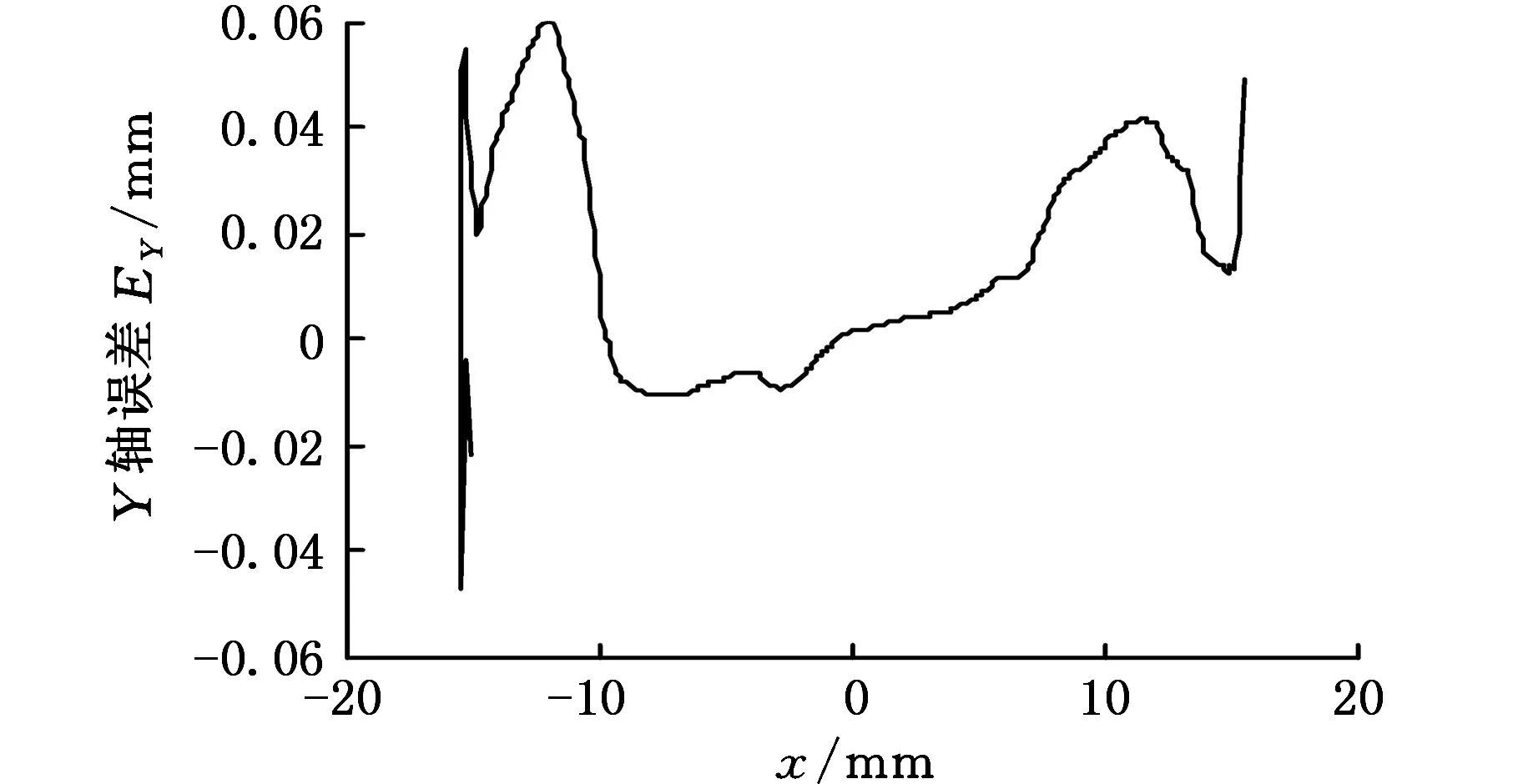
圖5 實際輪廓升程段誤差曲線
從圖2~圖5可知,雖然受多種因素的綜合影響,凸輪軸實際升程誤差在整個磨削過程中出現了較大波動,但是誤差值的變化比較明顯:
(1)在轉角0°~90°位置,凸輪升程誤差大于0,實際輪廓相對于理論輪廓向外凸起。在轉角13°位置,升程誤差有個極小值;過該位置后,誤差又逐漸增大,并在轉角41°位置達到極大值后開始逐漸減小;最終在轉角90°位置兩輪廓重合,誤差為0。
(2)在轉角90°~127°位置,處于凸輪的桃尖部位,凸輪升程誤差小于0,實際輪廓相對于理論輪廓是向內凹陷的。過轉角90°位置后,凸輪升程誤差向負方向逐步增大,在98°的升程最大位置達到負向極大值;而后凸輪升程誤差向負方向逐漸減小,在103°位置達到負向極小值;之后,凸輪升程誤差繼續向負方向逐漸增大,在112°位置誤差達到極大值后又開始逐漸減小;最終在轉角127°位置兩輪廓重合,誤差為0。
(3)在轉角127°~190°位置,凸輪升程誤差大于0,實際輪廓相對于理論輪廓向外凸起。過轉角127°位置后,凸輪升程誤差逐漸增大,在轉角142°位置達到極大值后又開始逐漸減小,并在轉角161°位置出現一個極小值,過該位置后升程誤差小幅回升后逐漸減小,并回到凸輪輪廓終點所處的轉角190°位置。
由此可知,凸輪升程與輪廓的誤差變化規律在趨勢上具有一致性。為簡化計算過程,可直接分析升程誤差來代替輪廓誤差的變化規律。
圖3所示凸輪升程誤差曲線中,誤差跳動比較大,為找到升程誤差的整體變化趨勢,對該組誤差數據進行擬合處理。為進一步準確擬合升程誤差,需要進行以下處理:
(1)誤差規律段的選取。在圖3所示凸輪升程誤差曲線中,一般只有局部某些區域的升程誤差值較大,不滿足加工要求,因此可以只分析升程誤差值比較大的部分(該段升程誤差值大于設置誤差閾值,且誤差呈漸變趨勢,逐漸增大或減小)。因此采用逐點判斷的方法,記錄升程誤差值大于設置誤差閾值的點數,并通過設置誤差曲線分段的最大角度值來選取滿足補償條件的誤差規律段。
(2) 全段數據的分段處理。對于凸輪輪廓整體偏胖或者偏瘦的特殊情況,需要對全段進行擬合處理,但是這樣常會出現擬合所得曲線無法表達原始數據趨勢的現象。在這種情況下,可以將整個凸輪輪廓分為緩沖加速段、頂圓段和緩沖減速段三段進行處理。
采用最小二乘多項式法對各段升程誤差進行擬合處理,并綜合考慮相鄰誤差段之間的光順連接。圖3所示凸輪升程誤差曲線經擬合處理后得到圖6所示曲線,該擬合曲線表示相同工藝條件下的凸輪升程預測誤差。
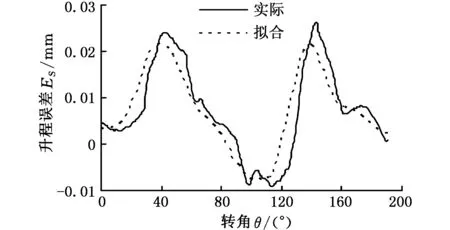
圖6 實際升程誤差及其擬合誤差曲線
3 凸輪軸數控磨削誤差補償
為減小升程誤差,提高加工精度,可以將升程預測誤差反向疊加到理論升程表中,得到虛擬升程表,用于后續的加工,實現凸輪軸數控磨削輪廓誤差的預補償。
由于加工過程中會存在各種不確定因素的干擾,升程預測誤差在擬合過程中也會引入新的誤差問題,這些因素使得預測誤差本身不可能絕對可靠并穩定,且升程預測誤差反向疊加到理論升程表會改變凸輪軸磨削位移表(X-C),產生一些不可控的問題,因此在誤差反向疊加時附加一補償系數,且將其取值控制在0.8以下。當系統穩定性較好時,可選擇較大的補償系數;當系統穩定性不高時,可選取較小的補償系數,并通過多次補償來提高補償精度。具體計算式如下:
Sx=Sl-kE
(5)
式中,Sx為虛擬升程值;Sl為理論升程值;E為預測誤差值;k為補償系數。
本文中凸輪誤差補償系數k初值取為0.5,計算得到對應的虛擬升程表。虛擬升程曲線可能存在局部幾個點或一小段不光順,在凸輪軸磨削加工過程中會產生輪廓誤差,降低輪廓表面質量,因此需要對虛擬升程曲線采用局部光順法進行光順處理,同樣采用最小二乘多項式法。
光順后虛擬升程所對應的砂輪架速度和加速度會存在滿足機床伺服響應或超出機床伺服響應兩種情況。對于滿足機床伺服響應而未達到機床最大響應的,可以適當選擇較大補償系數,充分發揮機床的加工能力;對于超出機床伺服響應的,可以適當選擇較小補償系數。本文的凸輪升程經過反復多次調整后,補償系數k的最優取值確定為0.72,該取值可保證構建的虛擬升程所對應的砂輪架速度和加速度滿足機床最大響應。計算得到的虛擬升程曲線如圖7所示。其中為便于明顯區分各曲線,將實際升程、虛擬升程相對于理論升程的誤差都放大40倍,實際升程與虛擬升程總是分布在理論升程的兩側。
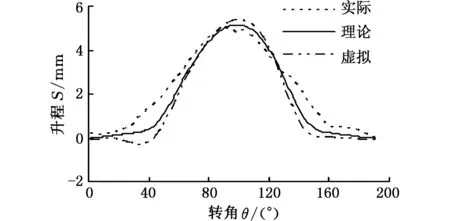
圖7 理論升程、實際升程與虛擬升程曲線
4 凸輪軸數控磨削實驗驗證
凸輪軸磨削實驗在CNC8325B高速全數控凸輪軸復合磨床上進行,砂輪采用120號陶瓷結合劑CBN砂輪,砂輪直徑為400 mm,磨削液采用水基5%凱牌莫氏濃縮切削液;凸輪軸材料為冷激鑄鐵,凸輪基圓半徑為15.5 mm,升程誤差最大允許值為0.020 mm。采用BG1310-10型凸輪軸檢測儀檢測凸輪升程,采用MarSurf M300便攜式粗糙度測量儀測量表面粗糙度。
圖8為光順后虛擬升程所對應的砂輪架速度和加速度曲線,可知砂輪架速度和加速度跳變較小,砂輪架最大速度與最大加速度分別為-137.61 mm/s與1275 mm/s2,在機床伺服響應范圍之內[15]。
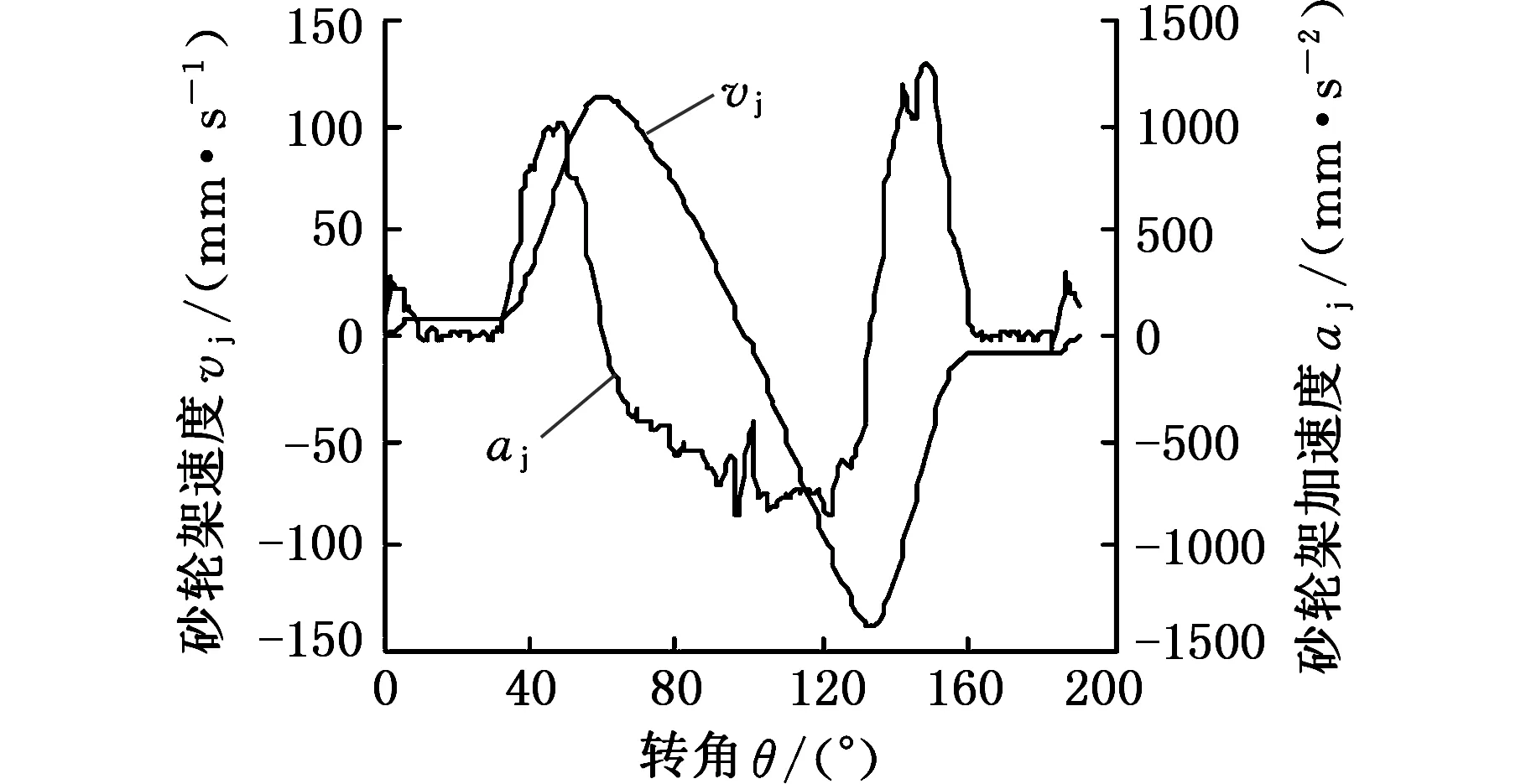
圖8 砂輪架速度與加速度曲線
基于誤差補償處理后的虛擬升程表進行凸輪軸磨削加工實驗,工藝方案與補償前一致,測量補償后的升程與表面粗糙度。補償前后凸輪升程誤差曲線如圖9所示,其中實際所對應曲線表示補償前的誤差曲線。由圖9可知,補償前該凸輪片的最大升程誤差在轉角142°位置處,為0.0262 mm,超過升程誤差最大允許值,不符合加工要求。經誤差補償處理后,轉角142°位置處誤差值降到0.0141 mm,凸輪片的最大升程誤差降到0.0173 mm(轉角137°位置處),符合加工要求;同時,補償前后凸輪的最大相鄰誤差分別為0.0033 mm、0.0015 mm,得到有效降低。
圖9中補償后的凸輪升程誤差在某些轉角區域相比補償前有不同程度的增大,這是因為升程預測誤差的反向疊加改變了凸輪原始輪廓尺寸,同時對補償后的相鄰區域位置產生了影響。但是整體而言,補償后的凸輪升程誤差值變小。升程部分輪廓的表面粗糙度值Ra在0.30~0.40 μm之間,滿足加工要求。因此該誤差分析和補償方法是正確而且是可行的。
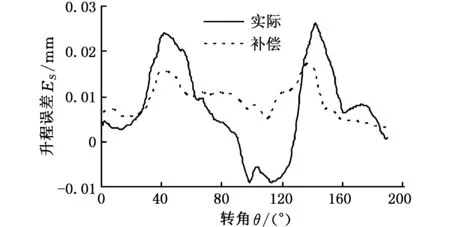
圖9 補償前后凸輪升程誤差曲線
5 結論
(1)基于凸輪軸數控磨削的X-C軸聯動運動模型,推導了由凸輪升程表(θ-S)到磨削加工位移表(X-C)的數學模型。
(2)分析比較理論與實際升程、理論與實際輪廓,可知升程和輪廓的誤差變化規律在趨勢上具有一致性。因此基于最小二乘多項式方法對多次磨削加工實驗的凸輪升程誤差進行一系列擬合處理,可以得到穩定的、可重復的凸輪升程預測誤差。
(3)將升程預測誤差按一定比例反向疊加到理論升程表中,得到虛擬升程表,采用最小二乘多項式法對虛擬升程進行光順,實現凸輪軸數控磨削輪廓誤差的預補償。
(4)利用誤差補償處理后的虛擬升程表進行凸輪軸磨削加工實驗,由結果可知:砂輪架速度和加速度跳變較小,在機床伺服響應范圍之內;凸輪最大升程誤差、最大相鄰誤差與補償前的相比降低了;凸輪輪廓表面粗糙度滿足加工要求。證明該誤差分析和補償方法是正確而且是可行的。
[1]張曉紅. 凸輪軸數控磨削工藝智能專家系統的研究及軟件開發[D]. 長沙: 湖南大學, 2010.
[2]余順. 數控凸輪加工成型、質量控制及其機床設計關鍵理論研究[D]. 武漢: 武漢理工大學, 2006.
[3]LeiWT,HsuYY.AccuracyEnhancementofFive-axisCNCMachinesthroughReal-timeErrorCompensation[J].InternationalJournalofMachineToolsandManufacture, 2003, 43(9): 871-877.
[4]IbarakiS,OtaY.AMachiningTesttoEvaluateGeometricErrorsofFive-axisMachineToolswithItsApplicationtoThermalDeformationTest[J].ProcediaCIRP, 2014, 14: 323-328.
[5]李勇. 影響數控凸輪軸磨削加工精度若干因素的研究[D]. 武漢: 華中科技大學, 2004.
[6]張明偉, 沈興全. 基于多體系統理論的三軸數控機床誤差補償模型[J]. 機械工程師, 2009 (1): 111-113.
ZhangMingwei,ShenXingquan.TheErrorCompensationModelofThree-axisNumericalControlMachinetoolBasedonMulti-bodySystem[J].MechanicalEngineer, 2009 (1): 111-113.
[7]ChenFJ,YinSH,HuangH,etal.ProfileErrorCompensationinUltra-precisionGrindingofAsphericSurfaceswithOn-machineMeasurement[J].InternationalJournalofMachineToolsandManufacture, 2010, 50(5): 480-486.
[8]M?hringHC,GümmerO,FischerR.ActiveErrorCompensationinContour-controlledGrinding[J].CIRPAnnals—ManufacturingTechnology, 2011, 60(1): 429-432.
[9]ZhangK,YuenA,AltintasY.Pre-compensationofContourErrorsinFive-axisCNCMachineTools[J].InternationalJournalofMachineToolsandManufacture, 2013, 74: 1-11.
[10]范晉偉, 關佳亮, 閻紹澤. 提高精密凸輪磨削精度的幾何誤差補償技術[J]. 中國機械工程, 2004, 15(14): 1223-1226.
FanJinwei,GuanJialiang,YanShaoze.TechnologyforEnhancingtheGrindingAccuracyofPrecisionCambyGeometricErrorCompensationMethod[J].ChinaMechanicalEngineering, 2004, 15(14): 1223-1226.
[11]陳逢軍, 尹韶輝, 范玉峰, 等. 一種非球面超精密單點磨削與形狀誤差補償技術[J]. 機械工程學報, 2010, 46(23): 186-191.
ChenFengjun,YinShaohui,FanYufeng,etal.Ultra-precisionSingle-pointGrindingTechniqueandProfileErrorCompensationMethodforMachiningAsphericMould[J].JournalofMechanicalEngineering, 2010, 46(23): 186-191.
[12]ChenT,TianX.AnIntelligentSelf-learningMethodforDimensionalErrorPre-compensationinCNCGrinding[J].TheInternationalJournalofAdvancedManufacturingTechnology, 2014, 75(9/12): 1349-1356.
[13]焦青松, 李迪, 王世勇, 等. 刀剪三軸端面磨削控制及誤差補償方法研究[J]. 機械工程學報, 2015, 51(7): 206-212.
JiaoQingsong,LiDi,WangShiyong,etal.StudyonControlandErrorCompensationMethodof3-axisSurfaceGrindingforKnifesandScissors[J].JournalofMechanicalEngineering, 2015, 51(7): 206-212.
[14]李建. 凸輪軸數控磨削誤差分析和補償技術研究及軟件設計[D]. 長沙: 湖南大學, 2009.
[15]楊壽智, 鄧朝暉, 吳桂云, 等. 凸輪軸數控磨削工件主軸轉速優化建模與實驗研究[J]. 中國機械工程, 2016, 27(5): 652-657.
YangShouzhi,DengZhaohui,WuGuiyun,etal.ModelingandExperimentalResearchonWorkpieceSpindleSpeedOptimizationinCamshaftCNCGrinding[J].ChinaMechanicalEngineering, 2016, 27(5): 652-657.
(編輯盧湘帆)
ContourErrorAnalysisandCompensationforCamshaftCNCGrinding
YangShouzhi1DengZhaohui2LiuWei2LiJian1PengKeli3
1.HunanUniversity,Changsha,410082 2.HunanProvincialKeyLaboratoryofHighEfficiencyandPrecisionMachiningofDifficult-to-cutMaterial,HunanUniversityofScienceandTechnology,Xiangtan,Hunan,411201 3.HunanHicamPrecisionIndustryCo.,Ltd.,Changsha,410205
Basedonthecurrentsituationsofgrindingerroranalysisandcompensation,anewcontourerroranalysisandcompensationmethodwasproposedforcamshaftCNCgrindinginX-Caxislinkage,toimprovetheaccuracyofcamgrinding.AccordingtothecamshaftgrindingmotionmodelinX-Caxislinkage,themathematicalmodelwasderivedforcamliftingtogrindingoffset.Itpointedoutthatthevariationtrendsofcamliftingerrorsandcontourerrorswerebasicallythesame.Thenastableandrepeatablecamliftingerrorscouldbepredictedwithseriesfittingofcamliftingerrorsfrommultiplegrindingexperiments,usingleastsquaremethod.Byinversesuperpositionofpredictedliftingerrorstotheoreticalliftingtableinacertainproportion,thevirtualliftingtablecouldbeobtainedafterthesmoothingusingleastsquaremethod.Finally,thecamshaftgrindingexperimentswereappliedaccordingtothevirtualtable.Theexperimentalresultsindicatedthat:thespeedandaccelerationofgrindingcarriagearebasicallyintheresponserangeofgrinderservo,themaximumcamliftingerrorandthemaximumadjacenterroraredecreased,thesurfaceroughnesssatisfieswiththeprocessingrequirements.Itisprovedthattheerroranalysisandcompensationmethodsarecorrectandfeasible.
camshaft;CNCgrinding;contourerror;leastsquaremethod
2016-05-03
國家科技支撐計劃資助項目(2015BAF23B01);國家自然科學基金資助項目(51175163);高等學校博士學科點專項科研基金資助項目(20110161110032)
TG580
10.3969/j.issn.1004-132X.2016.16.018
楊壽智,男,1972年生。湖南大學機械與運載工程學院博士研究生。研究方向為高效精密智能磨削技術。發表論文近10篇。鄧朝暉(通信作者),男,1968年生。湖南科技大學機電工程學院教授、博士研究生導師,湖南大學機械與運載工程學院教授、博士研究生導師。劉偉,男,1986年生。湖南科技大學機電工程學院講師、博士。李建,男,1984年生。湖南大學機械與運載工程學院碩士。彭克立,男,1976年生。湖南海捷精密工業有限公司副總經理、高級工程師。