基于壓縮試驗法的P91韌性斷裂行為研究
2016-09-08 06:57:58劉雨桐袁朝龍吳任東
中國機械工程 2016年16期
劉雨桐 袁朝龍 吳任東 焦 瑋 強 浩
清華大學先進成形制造技術教育部重點實驗室,北京,100084
?
基于壓縮試驗法的P91韌性斷裂行為研究
劉雨桐袁朝龍吳任東焦瑋強浩
清華大學先進成形制造技術教育部重點實驗室,北京,100084
金屬塑性加工中發生的斷裂多為韌性斷裂,測定材料韌性斷裂時的臨界損傷值是對切底、沖裁等包含斷裂行為的塑性加工過程進行數值模擬的關鍵。采用壓縮法進行了材料試驗,并利用數值模擬解決了鐓粗過程中應力積分較為復雜的問題,得到了Normalized C-L準則下耐熱高強合金P91的臨界損傷值,在此基礎上,采用單元刪除法對P91無縫鋼管切底制坯過程進行了模擬,模擬結果與實際工程結果基本吻合。
韌性斷裂;P91合金(9Cr1Mo);壓縮法;切底;歸一化C-L準則
0 引言
金屬塑性加工工藝可分為兩類:第一類利用材料的塑性變形進行加工,如擠壓、拉深和鍛造等,斷裂是這些工藝必須避免的主要缺陷;第二類則包含了斷裂過程,如沖裁、剪切、切底等。這一類工藝除了涉及金屬非線性的彈塑性變形,還涉及材料的斷裂分離過程,合理利用斷裂對于工藝的實現至關重要[1]。金屬塑性加工中發生的斷裂大多是延性斷裂,很少發生脆性斷裂[2]。針對金屬材料的韌性斷裂性能,國內外學者進行了一系列的研究,包括對鎂合金[3]、鋁合金[4]和合金鋼[5-6]等金屬材料展開的實驗和數值模擬研究。
P91(9Cr1Mo)是一種新型耐熱高強合金鋼,是高參數火力發電機組高溫蒸汽管道和鍋爐受熱面管道的首選主流鋼種。采用熱擠壓方法生產的P91無縫鋼管避免了熱軋工藝中可能出現的心部缺陷,力學性能較好。熱擠壓法工藝通常包括制坯、擠壓和后處理幾道工序,既涉及擠壓工藝中對材料塑性的利用,也涉及切底過程中對材料斷裂性能的利用。因此,對P91斷裂性能的研究對無縫鋼管擠壓的缺陷控制和切底工藝的參數計算無疑都有著重要意義。而目前國內外文獻雖然對P91的高溫力學性能[7]、蠕變性能[8]、焊接性能[9]等進行了一系列研究,但卻鮮有對P91的韌性斷裂性能的報道。
1 材料斷裂準則以及有限元模擬原理
自20世紀60年代以來,國內外學者從宏觀和細觀角度對金屬韌性斷裂現象進行了研究,提出了多種半經驗型的斷裂準則。這些準則大多根據損傷理論,采用閾值控制的方法,即當某處損傷值達到臨界值時,材料發生斷裂[10]。按照時間順序,比較重要的斷裂準則包括Freudenthal[11]提出的能量判據、Cockcroft等[12]提出的最大拉應力準則、Oh等[13]在C-L準則基礎上提出的Normalized C-L準則,以及Oynae[14]在多孔材料塑性理論的基礎上提出的Oyane模型等。Normalized C-L準則可以對金屬材料(尤其是負的應力三軸度狀態下)的斷裂進行較好的預測[15-17],其表達式為


材料斷裂的臨界損傷值C可以通過拉伸、扭轉、剪切、壓縮等試驗方法來確定。不同的試驗方法所得到的C值往往有所差異。Goijaerts等[18]指出,對于普通的斷裂準則,若想使某種斷裂準則得到較好的預測結果,則為確定C值而進行的宏觀試驗要和所預測的工藝相接近。壓縮試驗由于對設備噸位要求高,應力狀態較為復雜,目前較少采用,但壓縮狀態下材料的力學狀態與實際情況更為接近。壓縮試驗中,坯料的應力狀態分區如圖1所示。在區域Ⅲ,材料外側為自由表面,應力狀態近似于單向壓縮。Ⅱ區變形較大,金屬向外流動時有徑向壓應力σ2,使區域Ⅲ金屬受到切向拉應力σ1。區域Ⅲ是鐓粗過程中損傷值最大的區域,即裂紋發生區,其兩向受壓、一向受拉的應力狀態相比于拉伸試驗(單向拉伸)和扭轉試驗(純剪切),更為接近實際沖裁、切底過程中斷口的應力狀態。因此,本文采用壓縮法測定P91的臨界損傷因子。鐓粗過程中的應力復雜問題,則借助數值模擬技術來解決。
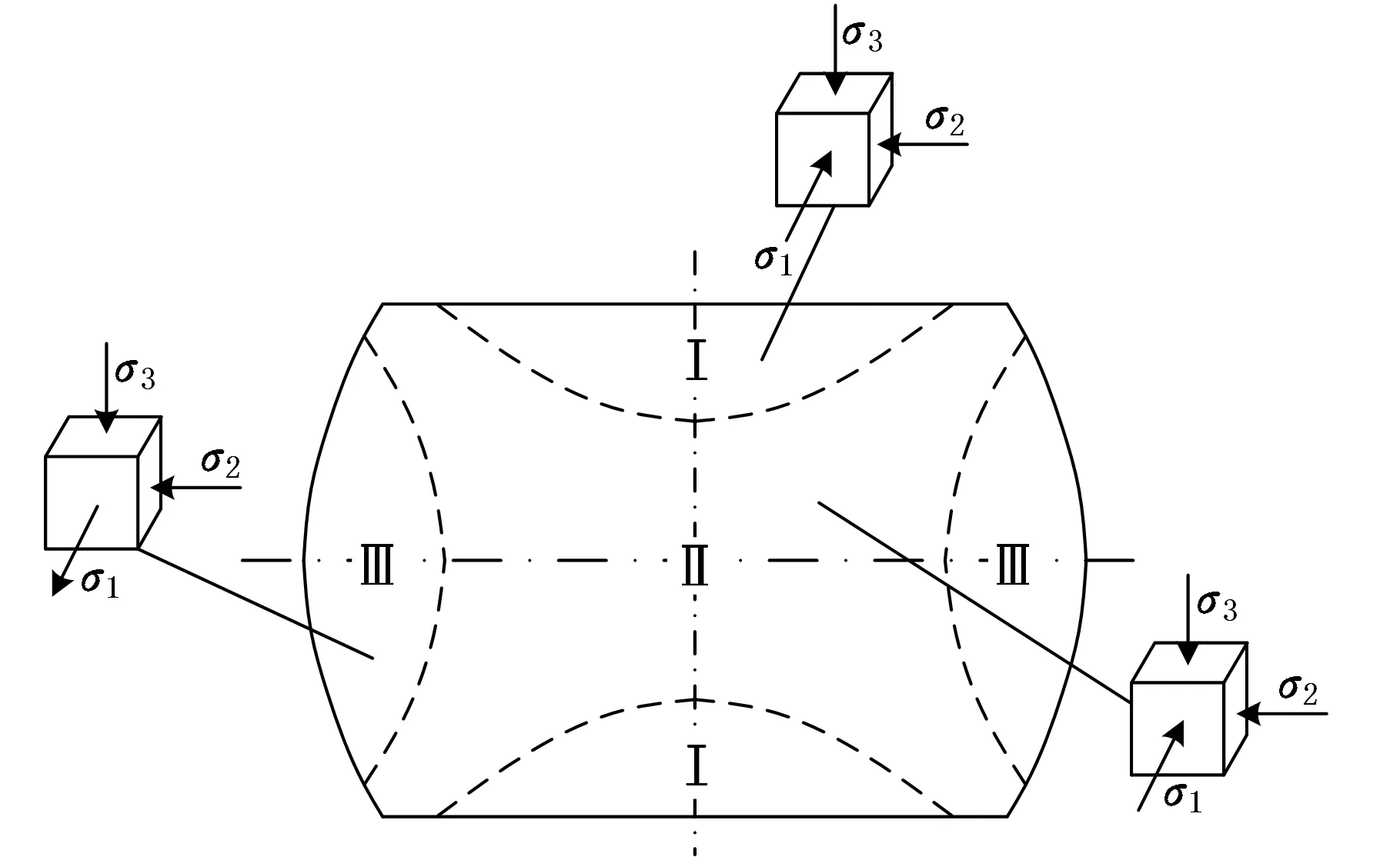
圖1 鐓粗過程各區域應力情況
NormalizedC-L準則下損傷值的計算采用的是將最大拉應力與等效應力的比值沿塑性應變路徑積分的方法。在有限元數值模擬中,NormalizedC-L準則下,損傷值C的計算由積分表達轉變為離散化的表達[19]:

2 壓縮試驗及結果分析
P91是一種強度較高的材料,考慮到不同廠家產品性能可能有所差異,因此本文選取了擠壓鋼管用的鋼坯的同爐坯料。圓柱體鐓粗試樣高徑比為1.5,尺寸為φ8mm×12mm。對P91的壓縮試驗在630kN四柱液壓機上進行,下壓速度約為5mm/s,對7個試樣分別進行不同變形量(7種不同壓縮率)的鐓粗,如圖2所示。

圖2 不同壓縮率下的鐓粗試樣
為了確定試樣出現裂紋的壓縮量,首先將試樣壓縮約一半,使用游標卡尺從不同角度對試樣剩余高度進行測量,確定壓縮率為52.7%,在此壓縮率下試樣表面未出現裂紋。增大壓縮率至57.8%、65.2%、71.2%后,試樣表面均未出現裂紋。壓縮率達到82.5%時,試樣表面出現細小裂紋。為精確判斷裂紋出現時刻,補充進行壓縮率為79.6%和80.8%的兩組試驗,對試樣表面進行放大觀察,并未出現裂紋。根據試驗結果對壓縮過程進行數值模擬,得到壓縮率為82.5%時,材料各部分的損傷值分布,如圖3所示,損傷最大值0.687出現在赤道面。對其他幾組不同壓縮率試樣進行模擬,繪制出壓下量-最大損傷值曲線,如圖4所示。并采用圓環鐓粗法測得試驗條件下摩擦因數μ=0.25。

圖3 82.5%壓縮率下試樣損傷分布模擬
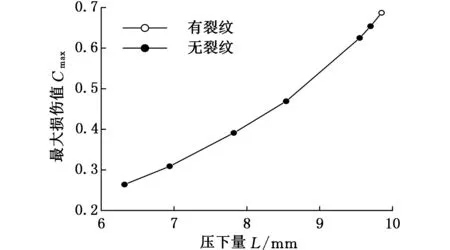
圖4 不同壓下量試樣最大損傷值
根據試驗結果,臨界斷裂的試樣壓縮率在80.8%~82.5%之間,對應損傷值為0.654~0.687。壓縮率為82.5%時,試樣赤道面裂紋形貌如圖5所示。宏觀裂紋的產生包括裂紋產生和裂紋擴展。壓縮率為82.5%時,肉眼觀察到的裂紋不明顯,而在顯微鏡下可見完整的沿45°方向的表面裂紋,裂紋尺寸在0.2mm以內,可以認為此時材料赤道面的損傷值近似達到臨界值,材料發生斷裂。結合壓縮試驗結果和數值模擬結果,得到在NormalizedC-L準則下,P91的斷裂臨界損傷因子C為0.687。

(a)發生裂紋部分
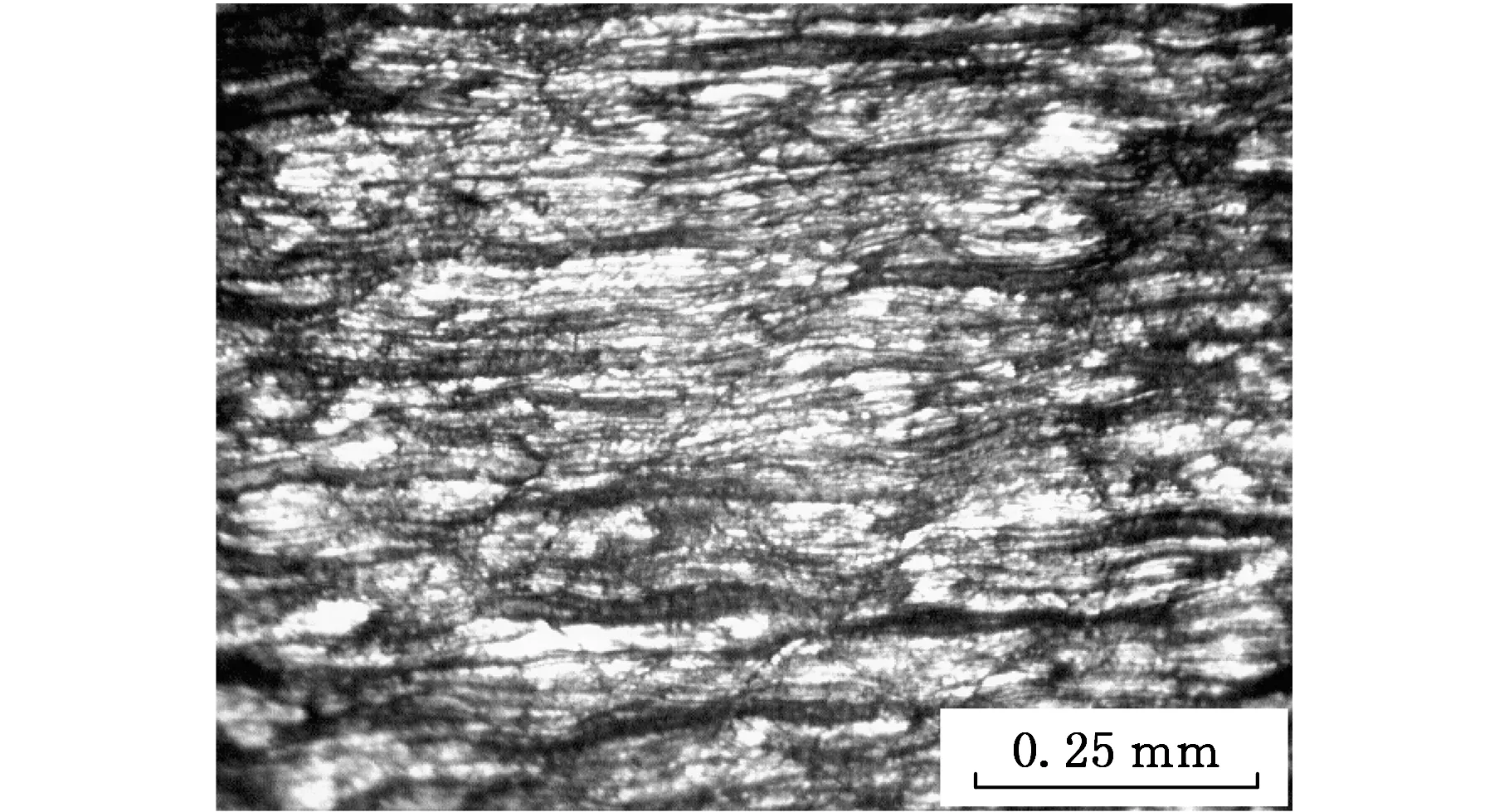
(b)無裂紋部分圖5 試樣赤道面形貌
3 切底過程模擬及與工程結果對比

圖6 切底時材料受力樣
切底過程是大型無縫鋼管垂直擠壓工藝制坯的最后一道工序,切除壓余后得到的中空圓柱形坯料將被送入工模具進行擠壓。切底過程中,材料斷口處的受力狀態如圖6所示。雖然在受力情況方面,切底工藝與板料沖裁有一定相似性,但切底工藝的坯料尺寸遠超沖裁工藝。因此,不能將常用的沖裁力經驗公式應用于切底力計算,對切底力的計算應通過數值模擬的方法進行。
對切底過程中材料斷裂的模擬可以采用節點分裂法或單元刪除法。DEFORM-2D中對此主要是通過單元刪除法實現的,即當單元的某一物理量達到臨界值時,就認為該單元處材料已經斷裂,將其刪去。這種方法可以很好地對材料的韌性斷裂進行模擬,并且如果斷裂區域網格數量足夠多,由刪除網格帶來的體積影響可以忽略不計[2, 20]。在DEFORM-2D中,網格的最大數量為10 000,為了減小計算誤差,除了增加網格數量外,網格密度的合理分布更加重要,對于變形嚴重的部位,網格應該得到加密,而其他部位可以相應稀疏一些。在模擬中對于局部網格密度的改變可通過DensityWindows加以實現。切底過程中,斷口附近變形嚴重且發生網格刪除,因此在劃分網格時將此處網格加密。
模擬中P91采用Arrhenius動態回復本構關系,利用Gleeble1500通過熱壓縮試驗獲得[3]:
5.1655×105/(RT)

模擬中采用的參數如表1所示。
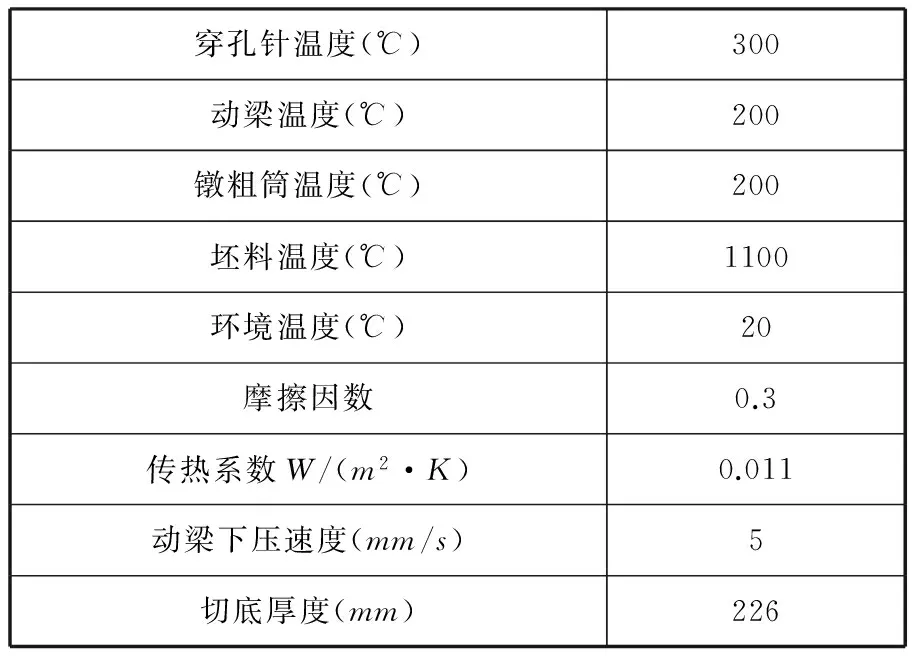
表1 有限元模擬中使用的工藝參數
在動梁下壓的作用下,坯料首先承受一定塑性變形而不破裂。當動梁下壓量達到22mm時,穿孔針附近的材料首先出現裂紋(圖7a);當下壓量達到52mm時,動梁附近出現裂紋(圖7b);此后隨著動梁下壓,材料繼續發生斷裂(圖7c);在壓下量達到173mm時完全分離(圖7d)。

(a)壓下量22 mm

(b)壓下量52 mm

(c)壓下量110 mm

(d)壓下量173 mm圖7 切底過程中材料斷裂情況
切底工序在青海康泰260MN多功能模鍛機上進行(圖8)。坯料在260MN多功能模鍛機上完成鐓粗、穿孔、切底工藝,轉入680MN多功能壓機上完成擠壓工序。
圖9所示為動梁載荷-動梁行程曲線。由于實際生產條件所限,只記錄下了P91切底過程前20s的油缸壓力。從曲線可以看出動梁載荷的變化趨勢,隨著材料塑性變形程度增大,載荷先上升,后由于材料出現裂紋而下降,這種趨勢在模擬結果中也得到了很好的體現。模擬結果與實際結果中,載荷快速下降開始出現時所對應的動梁行程基本一致。模擬值與實測值最大載荷的誤差為12.8%。考慮到坯料溫度分布不均以及動梁運動速度波動等帶來的影響,可通過數值模擬技術很好地對實際工況進行模擬。

(a)切底后的坯料

(b)切底后的余料圖8 切底現場照片
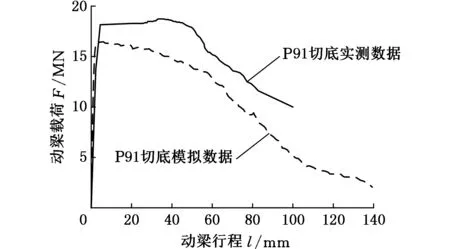
圖9 動梁載荷-行程曲線
4 結語
為研究金屬材料的韌性斷裂行為,在傳統的拉伸、扭轉試驗基礎上,本文采用壓縮試驗法,使得材料試驗中的應力狀態與真實工況更為接近,并利用有限元方法得到了耐熱高強合金P91在NormalizedC-L準則下的臨界損傷因子。利用此參數對大型無縫鋼管切底制坯過程進行了模擬,結果表明,引入材料的韌性斷裂模型可以很好地對涉及斷裂的塑性加工過程進行仿真,對實際生產過程的工況進行預測。
[1]方剛,雷麗萍,曾攀. 金屬塑性成形過程延性斷裂的準則及其數值模擬[J]. 機械工程學報, 2002, 38(增): 21-25.
Fang Gang, Lei Liping, Zeng Pan. Criteria of Metal Ductile Fracture and Numerical Simulation for Metal Forming[J]. Chinese Journal of Mechanical Engineering, 2002, 38(S): 21-25.
[2]方剛,曾攀. 金屬板料沖裁過程的有限元模擬[J]. 金屬學報, 2001,37(6): 653-657.
Fang Gang, Zeng Pan. Finite Element Simulation for Blanking Process of Sheet Metal[J]. Acta Metallrugica Sinica, 2001,37(6): 653-657.
[3]周夢成,馮飛,胡建華,等. AZ31B 鎂合金斷裂應變與應力三軸度的關系研究[J]. 中國機械工程, 2015, 26(5): 694-698.
Zhou Mengcheng, Feng Fei, Hu Jianhua, et al. Research on Relationship of AZ31B Magnesium Alloy Fracture Strain and Stress Triaxiality[J]. China Mechanical Engineering, 2015, 26(5): 694-698.
[4]Li H, Fu M W, Lu J, et al. Ductile Fracture: Experiments and Computations[J]. International Journal of Plasticity, 2011, 27(2): 147-180.
[5]董嵐楓,鐘約先,馬慶賢,等. 大型水輪機主軸鍛造過程裂紋缺陷的預防[J]. 清華大學學報(自然科學版), 2008, 48(5): 765-768.
Dong Lanfeng, Zhong Yuexian, Ma Qingxian, et al. Prevention of Forging Cracks in Heavy Hydro-Generator Shafts[J]. Journal of Tsinghua University (Science and Technology), 2008, 48(5): 765-768.
[6]段興旺,劉建生,鄭曉華,等. 316LN鋼裂紋萌生的臨界損傷值[J]. 塑性工程學報, 2013, 20(3): 60-64.
Duan Xingwang, Liu Jiansheng, Zheng Xiaohua, et al. Critical Damage Value of 316LN Steel Crack Initiation[J]. Journal of Plasticity Engineering, 2013, 20(3): 60-64.
[7]王雪鳳,吳任東,鄧晨曦,等. 新型耐熱高強鋼P91的高溫力學性能[J]. 機械工程學報, 2008, 44(6): 243-247.
Wang Xuefeng, Wu Rendong, Deng Chenxi, et al. Mechanical Properties of New Heat-resistant High-tensile Steel P91 at High Temperature [J]. Journal of Mechanical Engineering, 2008, 44(6): 243-247.
[8]束國剛,趙彥芬,薛飛,等. P91 鋼蠕變損傷試驗研究與數值模擬[J]. 中國電機工程學報, 2010, 30(23): 103-107.
Shu Guogang, Zhao Yanfen, Xue Fei, et al. Experiment Research and Numerical Simulation of Creep Damage for P91 Steel[J]. Proceedings of the CSEE, 2010,30(23): 103-107.
[9]Yaghi A H, Hyde T H, Becker A A, et al. Residual Stress Simulation in Welded Sections of P91 Pipes[J]. Journal of Materials Processing Technology, 2005, 167(2): 480-487.
[10]藺永誠,陳明松. 高性能大鍛件控形控性理論及應用[M]. 北京:科學出版社, 2013.
[11]Freudenthal A M. The Inelastic Behavior of Solids[J]. New York: Wiley, 1950.
[12]Cockcroft M G, Latham D J. Ductility and the Workability of Metals[J]. J. Inst. Metals, 1968, 96(1): 33-39.
[13]Oh S I, Chen C C, Kobayashi S. Ductile Fracture in Axisymmetric Extrusion and Drawing—part 2: Workability in Extrusion and Drawing[J]. Journal of Manufacturing Science and Engineering, 1979, 101(1): 36-44.
[14]Oyane M. Criteria of Ductile Fracture Strain[J]. Bulletin of JSME, 1972, 15(90): 1507-1513.
[15]陳劼實,周賢賓. 成形極限預測韌性斷裂準則及屈服準則的影響[J]. 北京航空航天大學學報, 2006, 32(8): 969-973.
Chen Jieshi, Zhou Xianbin. Suitability of Some Ductile Fracture Criteria and Yield Criteria in Forming Limit Prediction[J]. Journal of Beijing University of Aeronautics and Astronautics, 2006, 32(8): 969-973.
[16]虞松,陳軍,阮雪榆. 韌性斷裂準則的試驗與理論研究[J]. 中國機械工程, 2006, 17(19): 2049-2052.
Yu Song, Chen Jun, Ruan Xueyu. Experimental and Theoretical Research on Ductile Fracture Criterion[J]. China Mechanical Engineering, 2006, 17(19): 2049-2052.
[17]Bao Y, Wierzbicki T. A Comparative Study on Various Ductile Crack Formation Criteria[J]. Journal of Engineering Materials and Technology, 2004, 126(3): 314-324.
[18]Goijaerts A M, Govaert L E, Baaijens F. Evaluation of Ductile Fracture Models for Different Metals in Blanking[J]. Journal of Materials Processing Technology, 2001, 110(3): 312-323.
[19]Quan G, Wang F, Liu Y, et al. Evaluation of Varying Ductile Fracture Criterion for 7075 Aluminum Alloy[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(3): 749-755.
[20]Taupin E, Breitling J, Wu W, et al. Material Fracture and Burr Formation in Blanking Results of FEM Simulations and Comparison with Experiments[J]. Journal of Materials Processing Technology, 1996, 59(1): 68-78.
(編輯張洋)
Study on P91 Alloy Ductile Fracture Behavior Based on Compressing Experiment
Liu YutongYuan ChaolongWu RendongJiao WeiQiang Hao
Key Laboratory for Advanced Material Processing Technology,Ministry of Education,Tsinghua University,Beijing,100084
Ductile fracture was the main fracture form in plastic processing of metal, and obtained material’s critical damage value was the key to numerical simulation of plastic processing, which involved fracture behaviors. Compressing experiments were employed and the complex stress integration in upsetting process was calculated with numerical simulation herein. Under normalized C-L criteria, the critical damage value of P91, a kind of heat resisting & high tensile alloy, was obtained. Based on the calculation results, bottom-cutting process, a preforming process used in seamless steel tube production was simulated. The simulation results agree with the real engineering ones.
ductile fracture; P91 alloy(9Cr1Mo); compressibility method; bottom-cutting; normalized C-L criteria
2015-09-25
TG111.91
10.3969/j.issn.1004-132X.2016.16.022
劉雨桐,女,1993年生。清華大學機械系碩士研究生。主要研究方向為材料加工中的力學問題與數值模擬、重型鍛壓設備、液壓機液壓系統與控制。袁朝龍,男,1974年生。清華大學機械系副教授。吳任東,男,1972年生。清華大學機械系副教授。焦瑋,女,1966年生。清華大學機械系高級工程師。強浩,男,1991年生。清華大學機械系碩士研究生。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02