啤酒包裝線效率的評估方法研究
2016-09-16 06:35:17馮消冰劉文龍張五九王德良
中國釀造 2016年3期
馮消冰,劉文龍,張五九,王德良
(1.中國食品發(fā)酵工業(yè)研究院,北京 100015;2.北京泰清科技有限公司,北京 100080)
啤酒包裝線效率的評估方法研究
馮消冰1,劉文龍2,張五九1,王德良1
(1.中國食品發(fā)酵工業(yè)研究院,北京 100015;2.北京泰清科技有限公司,北京 100080)
該文主要闡述在啤酒包裝生產(chǎn)過程中量化各種生產(chǎn)線效率指標的方法論和實現(xiàn)過程,目的在于對包裝生產(chǎn)線效率和啤酒企業(yè)效率進行合理有效的評估,其中涉及相關(guān)機臺的實時監(jiān)控、數(shù)據(jù)采集、分析計算和結(jié)果輸出等一系列過程。在進行各種生產(chǎn)線效率評估的過程中,充分考慮了由于各種因素所導(dǎo)致的時間損失,包含無灌裝計劃時間、特殊類計劃時間、計劃停機時間、外部原因時間、故障時間和有效生產(chǎn)時間。對每一種時間劃分做了明確的定義與劃分。同時在理論支撐的基礎(chǔ)上設(shè)計并實現(xiàn)了效率評估系統(tǒng),通過界面的呈現(xiàn),進一步驗證了生產(chǎn)線效率的有效性與實時性。該評估方法最大的亮點在于客觀評估實際過程中所遇到的各種情況,可以全面準確的反映啤酒生產(chǎn)企業(yè)目前的效率和所存在的問題。
啤酒包裝生產(chǎn)線;數(shù)字化工廠;智能制造;生產(chǎn)線效率
當前啤酒包裝生產(chǎn)線主要由洗瓶機、灌酒機、殺菌機和貼標機等一系列機臺組成。啤酒企業(yè)發(fā)展較快,自動化程度也越來越高,相關(guān)技術(shù)也在不斷發(fā)展,但在自動化效率等一些環(huán)節(jié)上還是與跨國大型啤酒企業(yè)有一定技術(shù)差距。就同樣能力的機型而言,國產(chǎn)設(shè)備的瓶損率和酒損率大約為2.5%,而國外相同指標是0.5%;國產(chǎn)貼標機的皺標和碎標問題依然比較突出,然而啤酒包裝生產(chǎn)線上故障率是影響生產(chǎn)效率的一個重要因素[1]。另外,企業(yè)包裝生產(chǎn)線管理方面也存在一定的不足:分廠車間之間沒有統(tǒng)一的控制系統(tǒng),對生產(chǎn)造成一定的浪費;生產(chǎn)車間包裝線現(xiàn)場與管理人員信息交互存在及時性與準確性方面的問題,進而影響生產(chǎn)效率。為了解決包裝線信息管理的瓶頸和生產(chǎn)線效率評估的問題,并為生產(chǎn)決策提供依據(jù),建立線效率評估勢必所趨[2]。一般來說,生產(chǎn)線信息管理評估系統(tǒng)是人員、過程、數(shù)據(jù)庫和設(shè)備有組織的集合,是加快完成管理者與執(zhí)行者之間信息交換的一種方法,可為管理人員和決策者提供生產(chǎn)線日常信息,其目標是要在建立的計算機信息系統(tǒng)平臺上把原有的管理模式和生產(chǎn)信息進行整合和完善[3-4]。
1 啤酒包裝線效率評估原理
1.1啤酒灌裝時間劃分
啤酒灌裝在生產(chǎn)過程中會遇到各種因素導(dǎo)致的時間損失,影響程度各不相同,導(dǎo)致停機時長也會有所不同,基于日常停機原因和停機時長,歸納了如下幾類停機時間:
無灌裝計劃時間是因無訂單、節(jié)假日等原因,生產(chǎn)管理部門要求灌裝部門停產(chǎn)的時間,此時間段內(nèi),生產(chǎn)線上沒有任何生產(chǎn)活動。特殊類計劃時間包括一些新項目的測試時間、新材料的測試時間和一些其他特別規(guī)定的停機時間。計劃停機時間是管理部門所安排的一些例行時間(如大修、預(yù)防性維護、工藝清洗、泡沫清洗、交接班清潔、就餐、培訓(xùn)、換線、停機啟動時間等)。外部原因時間是由于其他部門的原因(如停水停電、釀造部酒液不到位、采購部包裝材料不夠、物流部倉庫沒位置和原料不足等)。故障時間包含機械故障、電氣故障、自動化控制故障、儀表故障、操作故障等。有效生產(chǎn)時間是去除以上各類停機造成的時間損失以外,正常進行生產(chǎn)的時間。也可以用入庫產(chǎn)量除以額定速度來進行計算有效生產(chǎn)時間[5]。
1.2評價指標
啤酒包裝生產(chǎn)線有4種關(guān)鍵績效指標(keyperformance indicator,KPI)來評價整個企業(yè)管理程度以及生產(chǎn)效率。總資產(chǎn)利用率是體現(xiàn)資產(chǎn)充分利用的評價指標,保持在合理區(qū)間,可以避免超負荷運轉(zhuǎn),也要避免資源過分浪費。線毛產(chǎn)出率包含生產(chǎn)過程中造成停機的所有時間,是工廠生產(chǎn)管理層的線效率指標,用來評價工廠生產(chǎn)組織系統(tǒng)綜合管理能力。總設(shè)備利用率是去除了計劃停機時間,如預(yù)防性維修和各種清洗以及品種轉(zhuǎn)換時間,綜合體現(xiàn)了生產(chǎn)跨部門之間的協(xié)調(diào)水平。一般用來評價灌裝總車間綜合管理能力。線效率是排除所有外部原因停機時間,設(shè)備在除去外部因素情況下運轉(zhuǎn),此指標用來衡量啤酒生產(chǎn)線和設(shè)備維護部門的管理水平[6]。生產(chǎn)線各評價指標的計算方法見表1。

表1 生產(chǎn)線效率指標計算Table 1 Calculation of production line′s efficiency
2 啤酒包裝線效率評估實現(xiàn)方式
評估輸入部分描述了如何繪制速度V-曲線圖,如何構(gòu)建總資產(chǎn)利用率,線毛產(chǎn)出率,總設(shè)備利用率和線效率的過程。實施方法部分主要從系統(tǒng)架構(gòu)層面宏觀認識系統(tǒng)布局,直觀的體現(xiàn)了系統(tǒng)分布情況,和相關(guān)的組成部分,同時也描述了如何在生產(chǎn)線設(shè)備末端把開關(guān)機信號采集轉(zhuǎn)化成停機記錄,如何采集設(shè)備速度,如何實現(xiàn)合格品與殘次品的技術(shù)統(tǒng)計。評估輸出部分將具體呈現(xiàn)效率評估結(jié)果和設(shè)計出的系統(tǒng)呈現(xiàn),包括包裝生產(chǎn)線效率評估系統(tǒng),包裝生產(chǎn)線停機記錄和包裝生產(chǎn)線效率。實現(xiàn)了包裝生產(chǎn)線數(shù)字化效率評估。為后續(xù)優(yōu)化提供可靠的基礎(chǔ)。
2.1評估輸入
構(gòu)建生產(chǎn)線設(shè)備速度數(shù)據(jù)。通過速度V-曲線(見圖1)鎖定影響生產(chǎn)線效率的關(guān)鍵設(shè)備。生產(chǎn)線的設(shè)計是圍繞著一個關(guān)鍵的機器設(shè)計的,在生產(chǎn)線上它是一個速度最慢且最昂貴的機器,這個關(guān)鍵設(shè)備通常指灌酒機或吹瓶-灌裝線性能主要是由這臺機器衡量的。所有的設(shè)備都應(yīng)該比關(guān)鍵設(shè)備運行的快,繪制這些速度值產(chǎn)生的曲線叫做V型曲線,生產(chǎn)線具有集瓶臺,以防止機器立即關(guān)停影響上游設(shè)備[7]。
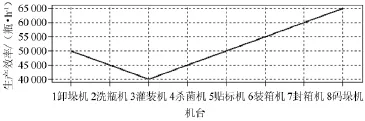
圖1 速度V-曲線示意圖Fig.1 Diagram of V-curve
理論上在關(guān)鍵設(shè)備的下游,速度呈現(xiàn)遞增趨勢,避免上游對下游造成累積發(fā)生故障。然后需要在此基礎(chǔ)上,設(shè)計關(guān)鍵設(shè)備的停機相關(guān)數(shù)據(jù)格式,包含班次、日期、起始時間、終止時間、持續(xù)時長、停機分類、故障機臺和故障類型信息[8]。
2.2實施方法
從實際布局拓撲圖和層次結(jié)構(gòu)兩個方面展開論述生產(chǎn)線效率評估如何以信息系統(tǒng)的方式來實現(xiàn)。首先為了實現(xiàn)2.1章節(jié)里面的停機記錄數(shù)據(jù)需求,設(shè)計了圖2生產(chǎn)線網(wǎng)絡(luò)拓撲圖。
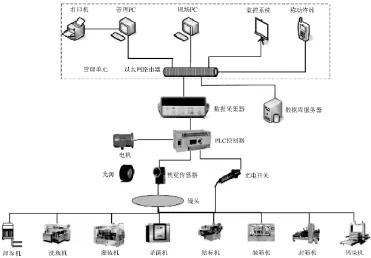
圖2 生產(chǎn)線網(wǎng)絡(luò)拓撲圖Fig.2 Topological diagram of packaging production line
生產(chǎn)線網(wǎng)絡(luò)拓撲圖描述了如何在灌裝包裝生產(chǎn)線上布局效率評估系統(tǒng),中間會涉及到哪些設(shè)備和技術(shù)以及輸入和輸出分別是什么。需要對主要設(shè)備安裝可編程邏輯(programmable logic controller,PLC)控制器、數(shù)據(jù)采集器、光電開關(guān)和光電編碼器。
對于設(shè)備的速率,可以利用光電開關(guān)在灌裝機正常運轉(zhuǎn)狀態(tài)進行計數(shù)統(tǒng)計,然后除以對應(yīng)的占用時間即可。然后實時信息通過PLC控制臺把數(shù)據(jù)傳遞到數(shù)據(jù)采集器,由數(shù)據(jù)采集器通過局域網(wǎng)網(wǎng)絡(luò)線將采集到的數(shù)據(jù)傳送到服務(wù)器中;對于設(shè)備開關(guān)信號、累積產(chǎn)量和運行時長這些信息,同樣需要通過帶有光電開關(guān)和光電編碼器的PLC控制臺來傳遞,然后再經(jīng)過數(shù)據(jù)采集器通過局域網(wǎng)網(wǎng)絡(luò)線將數(shù)據(jù)傳送到服務(wù)器中。對于停機分類信息,可以分為兩部分:第一部分包括總時長、無灌裝計劃時間、特殊類計劃時間和計劃停機時間,預(yù)設(shè)在本評估系統(tǒng)配置模塊中,這部分時間信息大多屬于計劃性質(zhì),如果要減少這部分損失,需要從企業(yè)管理制度上面進行優(yōu)化;第二部分包括外部原因造成的停機時間和因為生產(chǎn)線上相關(guān)故障導(dǎo)致的停機時間,可以利用視覺傳感器和傳感器測量系統(tǒng),把不同的邏輯判斷加載到PLC控制器內(nèi)部,比如當視覺傳感器探測到酒液沒有,說明屬于釀造部供應(yīng)不足,造成停機,屬于外部原因停機。如果視覺傳感器探測到庫存超過一定警戒線,說明物流部原因造成停機。
在車間現(xiàn)場或辦公室可以安裝液晶電子看板,即時顯示每臺設(shè)備的運行狀態(tài)、停機記錄、累積運行時長和累積產(chǎn)量等相關(guān)信息。在辦公室任何地點或移動電腦中也可以隨時經(jīng)過評估系統(tǒng)對包裝生產(chǎn)線的即時工作情況和歷史數(shù)據(jù)進行統(tǒng)計分析和查詢追溯。
在如上拓撲網(wǎng)絡(luò)的基礎(chǔ)上,可以進一步將該效率評估系統(tǒng)設(shè)計為四大模塊,如圖3所示。
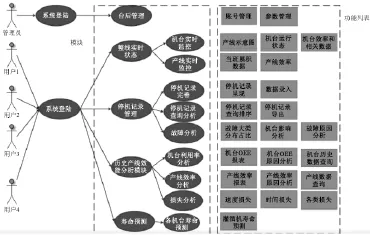
圖3 生產(chǎn)線效率評估層次體系結(jié)構(gòu)Fig.3 Level structure of production line′s efficiency evaluation
數(shù)據(jù)采集層通過連接生產(chǎn)設(shè)備的電氣系統(tǒng)或控制系統(tǒng),對設(shè)備運行實時數(shù)據(jù)進行自動采集,包括設(shè)備速率、開關(guān)機信號、產(chǎn)品計數(shù)、故障狀態(tài)等信息[9-10]。對于復(fù)雜程度較高的設(shè)備,造成停機可能有多種因素,對各種會導(dǎo)致停機、低速運行、空轉(zhuǎn)暫停等狀態(tài)的原因進行邏輯判斷定義及代碼定義,以方便管控系統(tǒng)自動對采集上來的數(shù)據(jù)進行分類記錄。網(wǎng)絡(luò)通信層的作用是為了實時、有效地監(jiān)控所有生產(chǎn)設(shè)備的運行情況和在軟件平臺上動態(tài)反映生產(chǎn)線信息而設(shè)計的通訊協(xié)議,包括了三部分,通信輔助服務(wù),以太網(wǎng)(數(shù)據(jù)傳輸?shù)闹苯咏橘|(zhì)),和無線網(wǎng)絡(luò)(服務(wù)于移動客戶端,如手機APP的訪問),網(wǎng)絡(luò)通信層從PLC控制臺出發(fā)經(jīng)由以太路由進入軟件平臺數(shù)據(jù)庫服務(wù)層。數(shù)據(jù)服務(wù)存儲層包括數(shù)據(jù)存儲、數(shù)據(jù)處理和數(shù)據(jù)備份三部分,該層負責數(shù)據(jù)相關(guān)的存儲和計算功能,相當于現(xiàn)實環(huán)境的倉庫功能,會包含一些調(diào)度任務(wù)等等,該層會負責設(shè)備綜合效率和整線綜合效率等各項指標的計算,其中也會涉及到設(shè)備效率的六大損失。用戶界面層實現(xiàn)用戶與系統(tǒng)的交互,系統(tǒng)向用戶傳遞生產(chǎn)線設(shè)備運行狀態(tài)、停機記錄、產(chǎn)線累積狀態(tài)和生產(chǎn)線效率評估結(jié)果,用戶通過系統(tǒng)對生產(chǎn)線實現(xiàn)有效管理。高級數(shù)據(jù)分析層負責數(shù)據(jù)統(tǒng)計分析,為管理決策提供各種管理報表,診斷停機故障原因,減少損失,有助于企業(yè)發(fā)現(xiàn)問題,從而有效提升整個生產(chǎn)系統(tǒng)的效率。
在數(shù)據(jù)服務(wù)存儲層中,上面提到內(nèi)嵌了生產(chǎn)線效率核心計算。計算原理大致如下,對采集到的原始數(shù)據(jù)按照時間劃分規(guī)則對停機分類做歸類處理。計算出無灌裝計劃時間、特殊類計劃時間、計劃停機時間、外部原因停機和故障時間的具體時間分布,匯聚方法可以參照第二章節(jié)評估原理做累積就可以實現(xiàn)。
完成了如上網(wǎng)絡(luò)拓撲布局和層次體系結(jié)構(gòu)設(shè)計之后,利用軟硬件環(huán)境:PLC控制臺(包含光電開關(guān)和光電編碼器),以太網(wǎng)路由器,PC服務(wù)器,以Java開發(fā)的前端界面系統(tǒng),Oracle數(shù)據(jù)庫和Linux紅帽系統(tǒng)。通過部署評估系統(tǒng),然后實現(xiàn)對停機記錄數(shù)據(jù)的獲取,按照2.1節(jié)描述的時間劃分規(guī)則對停機分類做歸類處理。可以按照天周期,周周期,或者月周期計算出無灌裝計劃時間,特殊類計劃時間,計劃停機時間,外部原因停機和故障時間的具體時間分布。表2是匯聚了某天各類時間的分布情況,并且把時間種類對應(yīng)了停機分類。
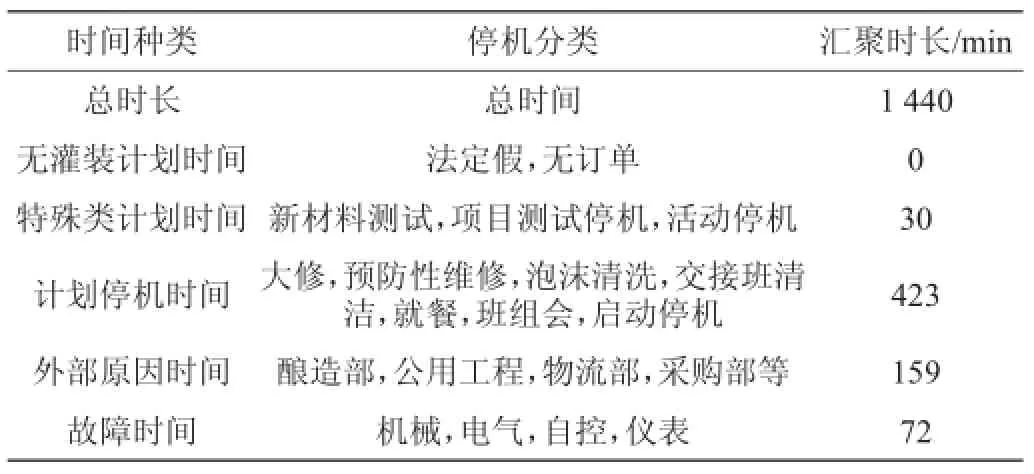
表2 停機分類匯聚Table 2 Downtime category′s cluster
2.3輸出
利用2.2節(jié)評估公式,完成生產(chǎn)線指標總資產(chǎn)利用率、線毛產(chǎn)出率、總設(shè)備利用率和線效率的評估,可以計算出相關(guān)的效率結(jié)果見表3。
基于3.2節(jié)的設(shè)計所實現(xiàn)的效率評估直觀呈現(xiàn)界面,不僅包含了設(shè)備運行狀態(tài)監(jiān)控和設(shè)備故障輸出,同時包含了產(chǎn)線累積狀態(tài)和生產(chǎn)線效率評估四項內(nèi)容結(jié)果[11]。用戶通過瀏覽器對系統(tǒng)進行訪問,系統(tǒng)對訪問人員進行權(quán)限設(shè)置,不同人員訪問不同內(nèi)容,實現(xiàn)分級管理。系統(tǒng)界面上設(shè)計導(dǎo)航欄于頁面左側(cè)固定不變,功能模塊的劃分一目了然,用戶通過點擊導(dǎo)航欄的功能分類鏈接,可直接在主頁面進行相應(yīng)的基礎(chǔ)業(yè)務(wù)的編輯以及數(shù)據(jù)統(tǒng)計的展觀[12-13]。系統(tǒng)通過圖表的形式展示統(tǒng)計分析的結(jié)果,如以儀表盤的形式反應(yīng)實時、可用率、表現(xiàn)性、質(zhì)量指數(shù)的值。
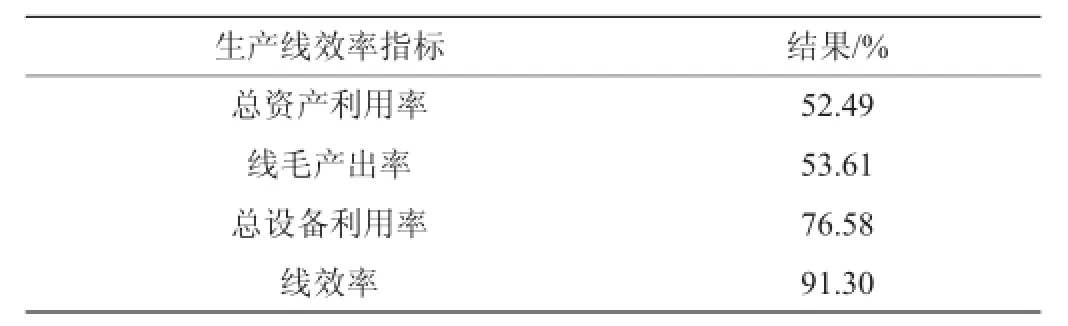
表3 生產(chǎn)線效率評估結(jié)果Table 3 Evaluation results of production line′s efficiency
另外,通過點擊歷史停機記錄按鈕,也可以獲取到歷史停機信息,可以按照不同的方式進行搜索,也可以按照日期階段來查閱停機記錄。
在包裝生產(chǎn)線首頁輸出了生產(chǎn)線總資產(chǎn)利用率、線毛產(chǎn)出率、設(shè)備綜合利用率和線效率四項趨勢圖,也可以直接進入系統(tǒng)內(nèi)容調(diào)取所有歷史生產(chǎn)線效率分析結(jié)果。
3 總結(jié)
量化生產(chǎn)線總資產(chǎn)利用率、線毛產(chǎn)出率、設(shè)備綜合利用率和線效率四項指標對于企業(yè)來講有非常重要的意義[14-15]。包裝工業(yè)技術(shù)的未來是信息化、高效化、綠色化、人性化的,網(wǎng)絡(luò)信息技術(shù)的發(fā)展推動著傳統(tǒng)啤酒工業(yè)管理模式的創(chuàng)新與發(fā)展。該信息管理系統(tǒng)重點關(guān)注了設(shè)備與整線的效率分析,實現(xiàn)了包裝生產(chǎn)工廠管理層對啤酒包裝線的規(guī)范化管理,用戶通過該系統(tǒng)可實現(xiàn)班次、用戶權(quán)限等基礎(chǔ)業(yè)務(wù)的管理,還可通過在線監(jiān)控、數(shù)據(jù)統(tǒng)計分析展觀等功能快速發(fā)現(xiàn)問題,減少了生產(chǎn)線損失,提高了產(chǎn)量和效率,并從整體上提升了企業(yè)競爭力。
[1]孫照廣,高發(fā)彬,劉銳.中國啤酒業(yè)裝備制造使用現(xiàn)狀和發(fā)展前景[J].釀酒,2009,36(1):30-32.
[2]畢鈺珺.基于無線終端的車間生產(chǎn)信息管理系統(tǒng)設(shè)計[J].機械制造與自動化,2014,43(2):128-131.
[3]袁浩,白瑞峰,房朝暉,等.模擬啤酒生產(chǎn)線可視化中央監(jiān)控系統(tǒng)設(shè)計與實現(xiàn)[J].實驗技術(shù)與管理,2014,31(9):120-123.
[4]訾波.企業(yè)信息管理系統(tǒng)需求分析流程研究[J].煤炭技術(shù),2011,30(8):281-282.
[5]唐穎,王冠,金哲堡.提高啤酒灌裝線效率的研究[J].啤酒技術(shù)研究,2008(7):31-34.
[6]姚健建.基于多種管理模式協(xié)同提高啤酒灌裝線效率的研究[D].廣州:華南理工大學(xué)碩士論文,2015.
[7]吳鑫森.基于OEE的設(shè)備管理系統(tǒng)的研究與開發(fā)[D].南昌:南昌大學(xué)碩士論文,2013.
[8]李洋.OEE理論在生產(chǎn)線管理系統(tǒng)中的應(yīng)用研究[J].經(jīng)管視線,2010(7):54-55.
[9]YANG G F,CHEN S,PANG Y.Study on irrigation information management system based on the combination of C/S and B/S model[C].Proceeding of the 2010 Second World Congress on Software Engineering(WCSE 2010),2010.
[10]孫莉,李樹剛,陶瑩,等.基于B/S模式的質(zhì)量信息管理系統(tǒng)設(shè)計與實現(xiàn)[J].上海交通大學(xué)學(xué)報,2010(44):175-177.
[11]LIU Y X.Study of the interaction design of man-machine interface based on product usability[J].Packag Eng,2008,29(4):81-83.
[12]MUCHIRI P,PINTELON L.Performance measurement using overall equipment effectiveness:literature review and practical application discussion[J].Int J Prod Res,2008,46(13):3517-3521.
[13]MUTHIAH K M N,HUANG S H.Overall throughput effectiveness metric for factory-level performance monitoring and bottleneck detection[J].Int J Prod Res,2007,45(20):4755-4763.
[14]MUNSON J.How to structure a battery management system:many factors must be considered in a battery management system circuit,especially packaging constraints[J].Electron Prod,2011,53(8):375-384.
[15]王程,蔡晉輝,周澤魁.啤酒液位與雜質(zhì)自動檢測系統(tǒng)的結(jié)構(gòu)設(shè)計和開發(fā)[J].工業(yè)控制計算機,2004(10):14-15.
Efficiency evaluation method of beer package line
FENG Xiaobing1,LIU Wenlong2,ZHANG Wujiu1,WANG Deliang1
(1.China National Research Institute of Food&Fermentation Industries,Beijing 100015,China;2.Beijing Tai Tsing Technology Co.,Ltd.,Beijing 100080,China)
This paper explained methodology to quantify the production efficiency indexes and implementation process of packaging production line in beer enterprise,and its purpose is to evaluate efficiency packaging production line and beer enterprise fairly.This methodology includes status monitoring,data collection,analysis,calculation and output.In the process of evaluating line efficiency,all kinds of time loss were involved,such as plan time without filling,special plan time,plan downtime,external reason,failure time,and efficient product time,and each time division was specifically defined.Based on theoretical support,efficiency evaluation system were designed as well,through the interface,the effectiveness of the production line efficacy and real-time performance was verified.The significant point of the methodology is to reflect the whole status of beer production line,which can accurately reflect the efficiency and existing problem of beer enterprise.
beer packaging line;digital factory;intelligent manufacturing;line efficiency
TS261.3
0254-5071(2016)03-0165-04
10.11882/j.issn.0254-5071.2016.03.038
2015-12-10
馮消冰(1981-),男,高級工程師,博士,研究方向為生產(chǎn)線效率優(yōu)化。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
甘肅教育(2020年14期)2020-09-11 07:57:42
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
時代英語·高二(2015年1期)2015-03-16 00:08:11
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
