提升機料斗制作工藝改進
2016-09-23 11:39:34王飛
水泥技術 2016年3期
王飛
提升機料斗制作工藝改進
王飛
提升機是一種重要的輸送設備,在水泥、礦山、碼頭、糧食等行業被廣泛應用,在使用中其料斗容易磨損,更換頻繁,因此料斗配件的市場空間較大。但是料斗配件制作往往是批量少、種類多,模具制作成本高、時間長,不能滿足客戶交貨期要求。針對此類情況,通過改變傳統的料斗加工工藝,利用折彎機來實現料斗底板的成型,較好解決了料斗配件的加工難題,節省了生產成本,大幅縮短了料斗交貨周期。
料斗;成型工藝;改進
提升機是水泥行業重要的輸送設備之一,其料斗屬易損件,約兩年時間就必須更換,配件市場空間很大。目前,制作料斗配件面臨以下兩個困難。
(1)我國的提升機類型眾多,有國內大企業研制的各類機型,有不同國家引進的各類機型,同一機型有不同的規格,同一機型同樣規格由于輸送量不同,料斗的尺寸也不同。料斗種類繁多,作為配件制作,難度很大。
(2)料斗是由成型的底板和側板組焊而成,底板的成型是料斗制作的關鍵。底板成型一般采用模壓和軋制兩種方式,由于軋制專機制造費用很高,軋制方式只適于型號單一且產量極大的情況。模壓方式也只適用于數量很大的生產,其模具制造費用較高,且一套模具只能壓制一種規格的料斗,若用作配件生產,可能會面臨模具成本無法收回的情況。另外,底板模壓成型,還需配有大噸位的壓力機,因此這種方法也不經濟。
若要在配件市場占有優勢,就必須找出一種投入成本低、制作周期短、通用性高的加工方法。通過技術攻關,我公司最終找到了一種使料斗底板折彎成型的簡易方法,解決了不同料斗的制作問題。

圖1 料斗制作工藝流程
1 常用料斗制作工藝及存在的局限性
常用料斗制作工藝流程見圖1。
由圖1可見,料斗底板的成型是制造中的難點和關鍵。一般底板的成型常采用模壓方式,但此種成型方法對于配件的加工而言,非常不經濟:首先,模具制造成本高,很可能超過了配件本身的銷售價;其次,配件的交貨期很短,一般是幾天或半個月,而模具加工周期長,不能保證交貨期;最主要的是,料斗的種類繁多,訂貨量有限,模具使用率很低,造成大量模具庫存積壓,極大浪費了材料。
2 使用折彎機使料斗底板成型的可行性及實用性
經研究分析各類料斗圖紙,發現大多數提升機料斗的底板截面形狀是由3~4個不同角度折彎而成的,如圖2所示。

圖2 三種不同型號料斗底板截面示意圖
在生產中,通常可采用折彎機將鋼板折彎成需要的角度,那么料斗底板的形狀是否也可以通過折彎機來實現呢?根據這個思路,我們查閱了相關資料,分析了折彎機工作原理和折彎時鋼板的變形過程,認為用折彎機來實現料斗底板的成型是可行的。第一,料斗底板的厚度t=4~6mm,屬中厚度鋼板,在折彎機允許折彎厚度的范圍內。第二,料斗底板所折角度用折彎機標準模具就可完成,無需特殊模具。這是因為折彎機標準模具的下模上有8個大小不同的V形槽口,根據槽口寬度必須大于料板厚度8倍的規定,可以在標準下模上選擇相應的槽口。鋼板折彎的角度取決于折彎機上下模具壓合的距離,距離越近折彎角度越小,反之越大(見圖3,S1<S2,鋼板折彎角度更小)。換言之,由于下模是固定的,上模固定在折彎機滑塊上,通過調節滑塊的行程,就可調節折彎角度的大小,滑塊的行程可通過計算和試壓確定,并通過折彎機上的螺母固定。這樣,既節省了大量制作模具的費用,又贏得了制作時間。
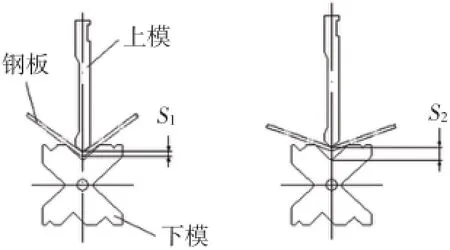
圖3 鋼板折彎示意
要完成料斗的制作還有幾個難題必須解決:板料展開較長產生干涉問題;料斗底板折彎時的定位問題;生產效率及上下料、輸送問題。
通過對試制方案的反復修改、試壓,最終克服了上述幾大難題,達到了預想目標,成功解決了料斗的制作問題。
3 料斗試制過程中遇到的問題及解決方法
(1)板料較長產生干涉問題。由于板料展開較長,如果按順序折彎,必定受到設備本體的干涉。解決方法:經研究試驗,將板料折角的先后順序進行調整,先兩頭后中間,就可以巧妙避開設備本體的干涉,使底板折出合格的角度。
(2)板料的定位問題。若定位不準確,折出的底板尺寸差別很大或產生偏斜,達不到圖紙要求。解決方法:經試驗,我們采用二維定位的方法,根據板料的尺寸設置活動定位塊,通過定位裝置,最終折彎制出合格的形狀。
(3)生產效率問題及上下料、輸送問題。一件料斗底板要折幾個彎才能成型,若用一臺折彎機工作,就必須反復調整上模的行程和定位塊,這樣生產效率很低,質量也不能保證。我們采用3臺折彎機聯合工作的方法,這樣一臺折彎機只需折一個角或折兩個相同角度的角,就可以分步將底板一次折彎成型。但隨之帶來了上下料的問題,由于大的料斗底板單件重量達50kg以上,如完全依靠人工上下料,勞動強度大,存在安全隱患。針對此問題,我們將3臺折彎機排列在一起,在每臺折彎機后側各配置一臺單臂吊,折彎機前配上輸送輥道等輔助設施,較好地解決了零件的上下料和輸送問題,降低了工人的勞動強度,提高了效率。
料斗底板的成型問題解決后,料斗的制作問題也迎刃而解。我們在料斗的側板制作工藝和組焊工藝上進行了一些改進,并將各工序聯接成了一條生產線,大大提高了產能。
4 結語
此次制造工藝的技術攻關,為提升機料斗配件的制作找到了一種簡便快捷、投入成本低的加工工藝方法,此種方法適用于生產批量少、種類繁多的料斗配件。
到目前為止,我公司已完成了多批次多種規格料斗的配件制作任務,滿足了用戶的需求,提高了我公司的市場競爭力。這種加工工藝可以推廣到其他類似的零件制作中,如輸送機料斗、槽板等,當制作的配件數量有限時,可通過此種工藝方法來解決加工問題。
[1]夏巨諶,張啟勛.材料成形工藝[M].北京:機械工業出版社,2005:1-2.
[2]王延溥,齊克敏.金屬塑性加工學-軋制理論與工藝[M].北京:冶金工業出版社,2001:1-5.
Improvement for Hoister Hopper Manufacture Process
TQ172.687
A
1001-6171(2016)03-0084-02
通訊地址:上饒中材機械有限公司,江西上饒334000;2015-11-23;編輯:孫娟
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應用(2014年8期)2014-03-11 17:40:03
