基于殘余應力分析的加工中心定位精度保持性研究
2016-10-10 05:05:06馬文碩楊慶東
中國機械工程 2016年17期
馬文碩 米 潔 楊慶東
北京信息科技大學,北京,100192
?
基于殘余應力分析的加工中心定位精度保持性研究
馬文碩米潔楊慶東
北京信息科技大學,北京,100192
基于殘余應力分析對加工中心的定位精度保持性進行了研究,提出一種考慮殘余應力影響的定位誤差分析方法。首先分析了產生殘余應力的主要制造工藝環節,采用有限元法對國內某機匣加工中心床身進行了殘余應力分析,得出了該床身在鑄造與機械加工環節后的殘余應力大小及分布情況。在此基礎上對殘余應力釋放后床身-導軌安裝基面的變形進行了預測。通過與試驗數據的對比,驗證了有限元建模的可信性。最后對殘余應力釋放引起的導軌定位誤差進行了計算。
導軌定位精度;殘余應力;精度保持性;有限元
0 引言
機床的基礎件隨時間緩慢變形是影響國產數控機床精度保持性的重要因素,而導致基礎件變形的主要因素是殘余內應力的釋放。國外機床廠家在20世紀80年代生產的高端機床可以在10年內保持其定位精度[1],而當前國內精密機床的精度保持時間仍遠低于國外上世紀80年代水平[2]。
國內外學者已經對殘余應力的理論預測與測試方法進行了較多的研究[3-5]。在機床領域,Palumbo等[6]建立了能夠準確模擬鑄造過程并預測鑄造殘余應力的有限元模型;胡敏等[7]對某臥式加工中心床身的精度保持性進行了研究,認為鑄造殘余應力及其不充分消除是導致床身精度保持性差的主要因素;黃微等[8]對機械加工后的導軌變形狀況進行了監測,獲得了導軌隨殘余應力釋放的精度衰退總體情況。但目前鮮有學者對機床因殘余應力釋放而導致的定位精度下降進行定量研究。
為從根本上提高機床精度保持性并探究殘余應力對定位精度的影響,必須對殘余應力釋放后基礎件的變形進行定量計算。本文提出一種基于殘余應力分析的定位誤差分析方法,通過有限元法定量分析了殘余應力對定位精度的影響,并通過實驗驗證了該有限元模型的可信性。
1 殘余應力的產生及其對定位精度的影響
殘余應力引起的導軌直線度誤差是使數控機床精度變差的主要原因之一。機床基礎件經鑄造、機械加工等工序后,其存有的殘余內應力會在未經完全消除的情況下隨著時間的延長而不斷釋放,使導軌安裝基面發生弧面彎曲,繼而使導軌與床身的結合部發生變形,產生直線度誤差。
如圖1所示,基礎件在鑄造、機械加工、焊接等環節均會產生殘余應力,且大部分殘余應力產生自鑄造與機械加工環節。其中在機械加工環節,隨著被切削材料的去除,一方面由于原殘余應力場的重新分布使加工面產生變形,另一方面因刀具擠壓及摩擦,在已加工表面引入了新的切削殘余應力。但由于后者只分布于工件表層[9],故其對機床精度的影響可忽略不計。
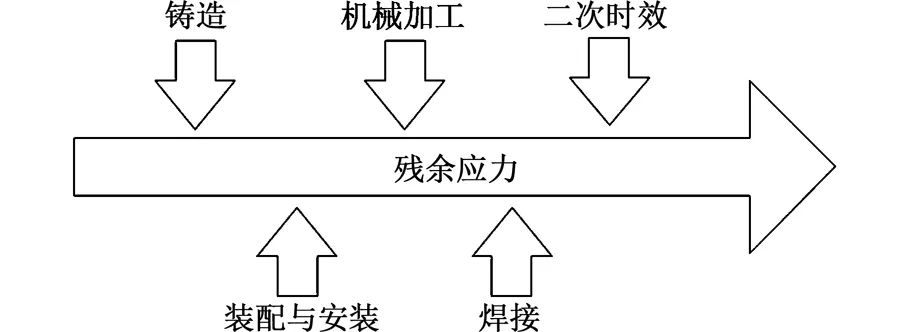
圖1 殘余應力產生環節
據此,本文以國內某機匣加工中心床身為分析對象,提出依據殘余應力分析結果預測機床定位誤差的方法,具體如下:首先針對鑄造、機械加工兩個對殘余應力的產生起主導作用的工藝環節,對床身進行鑄造殘余應力仿真分析;然后基于該分析,對應力釋放后的床身變形進行預測;最后計算出在螺栓預緊力下導軌的定位誤差。
2 導軌安裝基面殘余應力分布及釋放分析
床身結構如圖2所示,因工作臺位于其x軸之上,故只考慮在殘余應力釋放后x方向床身-導軌安裝基面沿其長度方向的直線度誤差,利用ABAQUS6.13有限元分析軟件,分別對床身進行鑄造殘余應力與殘余應力釋放分析。
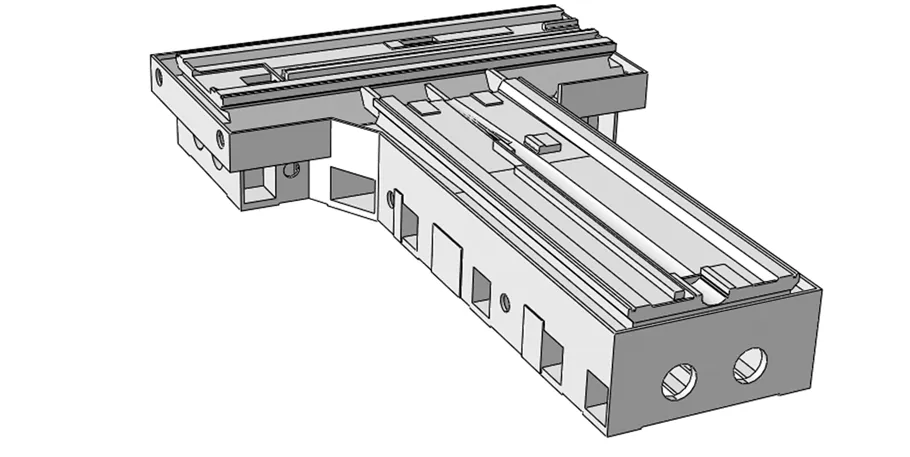
圖2 機匣加工中心床身
2.1鑄造殘余應力分析
為盡可能減小計算量并突出問題實質,對鑄造過程按下述假設進行簡化處理:①采用接觸單元法對鑄件砂型邊界進行簡化處理;②鑄件無初始內應力;③不考慮鑄件的澆注過程。
床身鑄造的工藝條件為:砂型鑄造,澆鑄溫度為1400 ℃,72h后落砂,自然冷卻。
采用順序熱耦合的方法進行傳熱和應力場分析,主要分析過程如圖3所示,在進行傳熱分析后,再將該分析結果作為熱載荷進行鑄造殘余應力分析。
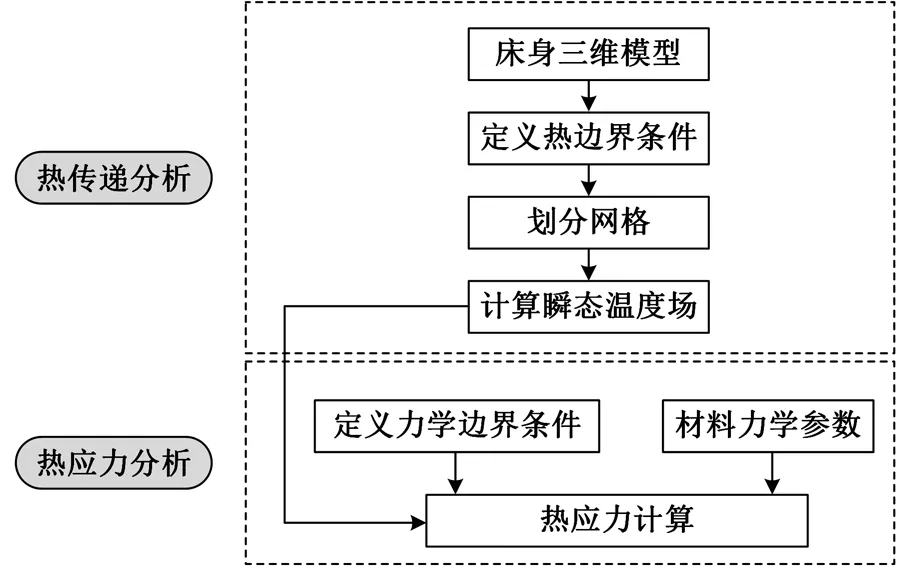
圖3 有限元分析流程圖
2.1.1建立材料本構模型

式中,I1為應力第一不變量;J2為偏應力第二不變量;θ為Lode角。
用主應力表示為
S1=cosθS2=cos(θ-2π/3)
S3=cos(θ+2π/3)
式中,σ1、σ2、σ3分別為第一、第二、第三主應力。
2.1.2仿真結果分析
因灰鑄鐵的彈塑性轉變溫度范圍為350~450 ℃,認為溫度在該區間內時的殘余應力即為鑄造殘余應力,故截取導軌安裝基面溫度在該區間內時床身溫度的分布情況。由圖4a可知,在29h的冷卻過程中,床身T字形中部冷卻最慢,與邊緣形成較大溫度差。圖4b所示為床身鑄造應力分布情況,壁厚差較大處與筋板尖角處均存在應力集中,表層或薄壁處呈殘余壓應力,內層與厚壁處呈殘余拉應力,在實際生產中鑄造殘余拉應力易造成裂紋現象。
圖5為床身中部筋板的實物圖,由于受到殘余拉應力影響,筋板呈頸縮狀,易產生裂紋,這與分析結果相符。
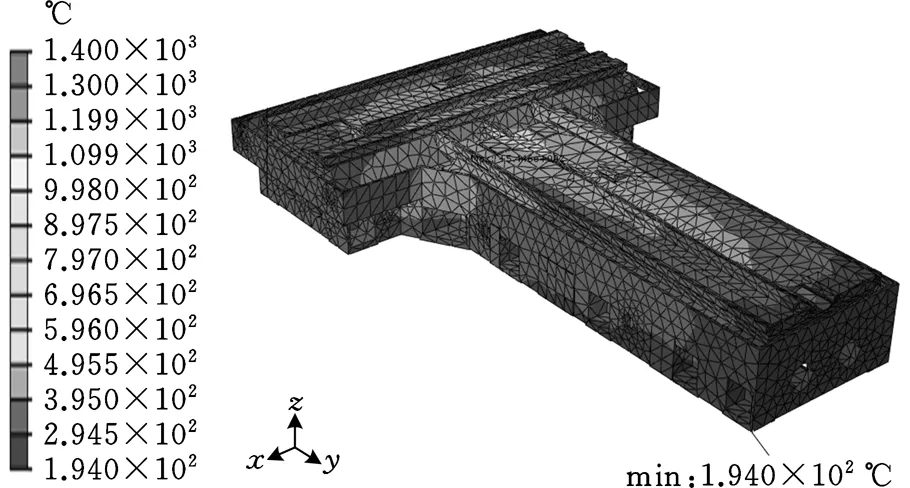
(a)床身溫度場
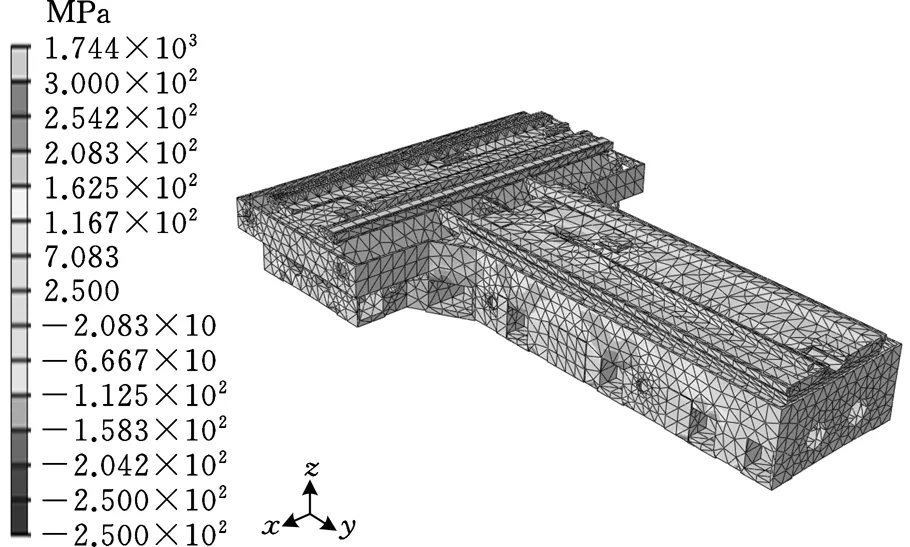
(b)床身鑄造應力云圖圖4 鑄造殘余應力分析結果

圖5 床身中部筋板實物圖
因x軸導軌安裝基面的長度遠大于其寬度與高度,冷卻時其收縮方向與殘余應力均以x方向為主,此時可以近似認為該處的應力分布為平面應力狀態。圖6所示為x軸導軌的安裝基面沿長度方向的最大主應力曲線,其中部呈殘余壓應力,最大主應力絕對值在80MPa左右波動,且呈現出中間高兩邊低的分布態勢。其原因為:床身在冷卻過程中,其中部收縮速度明顯大于兩端,受到兩端的牽制,從而使中部受壓應力。隨著中部與兩端降溫梯度的增大,二者應力的絕對值差也相應增大。
2.2剝層引起的殘余應力釋放分析
床身經機械加工后,殘余應力的重新分布與釋放,使x軸導軌安裝基面沿其長度方向產生變形。分析以較為精準地獲取該變形為目的,將鑄造殘余應力場作為初始載荷施加于床身上,采用剝層法模擬去除材料過程。隨著每層材料的去除,床身初始殘余應力場的平衡狀態被破壞,不斷發生重分布,使導軌安裝面變形,最終導致緊固其上的導軌下沉。根據實際機械加工工藝參數及加工余量,將床身毛坯的導軌安裝基面沿厚度方向分割為10層,每層厚1mm,每個分析步去除1層,以模擬實際走刀過程。
圖7所示為每層材料剝除并使殘余應力達到新平衡后x軸導軌安裝基面的撓曲線。變形呈下凹狀(最凹處曲線由上至下依次為第1~10層材料去除后導軌安裝基面的變形),且隨著剝層深度的增加而增加,從第1層材料剝除后的9μm左右增加至第10層材料剝除后的16μm左右。
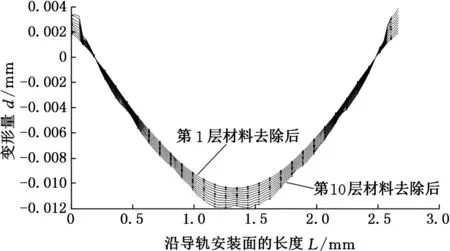
圖7 不同剝層深度下導軌安裝基面的變形
材料去除后殘余應力與曲率變化的理論關系式為
(1)
式中,Ri+1、Ri+2分別為第i+1層材料去除前后工件中性面的曲率半徑;hi+1、hi+2分別為第i+1層材料去除前后工件高度;σi+1為構件初始狀態時第i+1層的殘余應力值;t為剝除材料厚度;E為彈性模量;Ski為原始構件去除了k層材料后第i+1層的殘余應力校正項。
對式(1)等號兩邊進行積分可得撓度變化關系式:
wi+1(x)-wi+2(x)=

(2)
i≥1
式(2)表明,有限元分析結果與理論公式所預測趨勢一致,并可得出結論:床身毛坯的鑄造殘余應力分布規律對床身導軌安裝基面的變形具有重要影響。導軌安裝基面的厚度與其撓度的絕對值呈正比,且材料去除率越大,變形撓度越大。
3 導軌安裝基面變形的試驗驗證
采用TaylorHobsonUltra高精度自準直儀,對床身x軸導軌安裝基面沿長度方向的直線度進行測量。考慮實際現場測試條件限制,為使仿真條件與實際情況一致,將測試時間安排為:床身精加工后半個月進行第一次測量,然后將床身置于恒溫車間7個月,待殘余應力基本釋放完畢后進行第二次測量。測量結果見圖8。
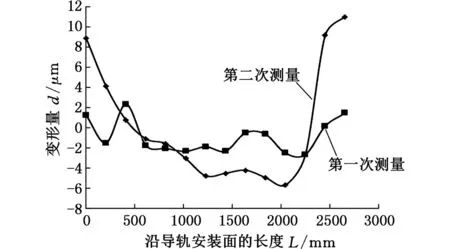
圖8 直線度誤差測量結果
由圖8可見,床身在精加工后的半個月時間里,在x軸理論行程內的導軌安裝基面直線度誤差約為5μm。再經7個月的放置后,床身殘余應力已基本釋放完畢,導軌安裝基面呈下凹狀,此時直線度誤差約為16.67μm。對比仿真結果與試驗結果,可以認為二者基本吻合,說明采用上述建模方法所得結果是可信的。
4 導軌定位誤差計算
根據國際ISO230標準,定位誤差包括:系統定位誤差、重復定位誤差及反向間隙。其中,系統誤差約占定位誤差的一半。本文對導軌安裝基面殘余應力釋放引起的系統定位誤差進行計算。
采用M12螺釘對變形的導軌安裝基面與導軌進行裝配。定義二者與螺釘的接觸后對螺釘施加大小為38.4kN的標準預緊力。根據x軸導軌的理論行程,截取導軌中段長為1400mm的部分進行定位誤差分析。根據圖9所示數據,導軌在理論行程內的直線度誤差h=8.423μm。
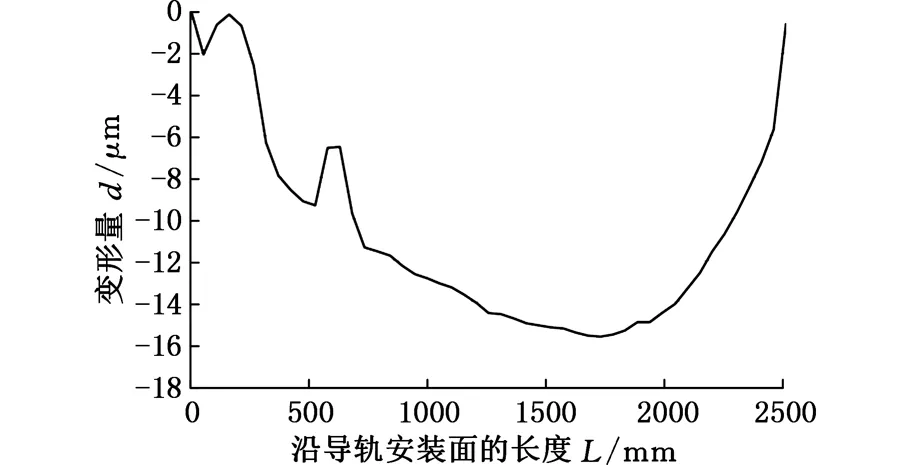
圖9 導軌變形曲線
導軌直線度誤差的幾何模型如圖10所示,當導軌處于理想情況下,即不存在直線度誤差時,滑塊的實際行程s′和預先設定的行程s相等,此時有s=s′;導軌存在直線度誤差時,滑塊的移動軌跡出現了偏角α,這時s≠s′。
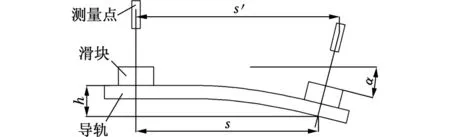
圖10 導軌直線度誤差幾何模型
已知測量點至導軌面的距離H=405mm,x軸導軌的理論行程s=1400mm,此時可得定位誤差[12]

結果表明,基礎件的殘余應力分布主要取決于鑄造殘余應力;床身與導軌結合部的變形取決于導軌安裝面的材料去除率。對于該加工中心,其設計定位精度要求為6μm。在前述制造加工工藝條件下,由殘余應力引起的導軌直線度誤差為2.44μm,約占其系統定位誤差的80%。該結果對于同類機床精度保持性的研究,具有一定參考價值。
5 結論
(1)采用有限元分析法模擬了國內某加工中心床身在鑄造及機械加工環節產生的殘余應力分布情況,認為床身的殘余應力主要由鑄造環節產生,并在機械加工環節隨著應力的釋放而發生變形,且變形撓度隨著材料去除率的增大而增大。仿真結果與實測數據基本吻合,驗證了有限元模型的可信性。
(2)x軸導軌由內應力釋放所引起的定位誤差為2.44μm,雖尚處于誤差范圍要求的6μm之內,但考慮到仍存在重復定位誤差與反向間隙以及機床運行后精度退化等因素,宜進一步研究時效規范和導軌加工工藝以提高機床的精度保持性。
(3)對于小型機床或精度要求較低的機床,殘余應力對加工精度產生的影響較小;對于大型機床與高精度的加工中心,若要進一步提高加工精度及其精度保持性,則必須考慮基礎件殘余應力釋放對定位誤差產生的影響。
[1]劉稱意. 考慮導軌結合面影響的數控機床動態特性分析及結構優化[D].沈陽: 東北大學, 2010.
[2]馬軍旭, 趙萬華, 張根保. 國產數控機床精度保持性分析及研究現狀[J].中國機械工程,2015, 26(22):3108-3115.
Ma Junxu, Zhao Wanhua, Zhang Genbao. Research Status and Analyses on Accuracy Retentivity of Domestic CNC Machine Tools[J]. China Mechanical Engineering, 2015, 26(22):3108-3115.
[3]Shin S H. Prediction of the Dimensional Instability Resulting from Machining of Residually Stressed Components[D]. Lubbok: Taxas Tech Universi-ty, 1995.
[4]Li J L, Jing L L, Chen M. An FEM Study on Residual Stresses Induced by High-speed End-milling of Hardened Steel SKD11[J]. Journal of Materials Processing Technology, 2009, 209(9): 4515-4520.
[5]王秋成. 航空鋁合金殘余應力消除及評估技術研究 [D]. 杭州: 浙江大學, 2003.
[6]Palumbo G, Piccininni A, Piglionico V, et al. Modelling Residual Stresses in Sand-cast Superduplex Stainless Steel[J]. Journal of Materials Processing Technology, 2015, 217: 253-261.
[7]胡敏, 余常武, 趙萬華, 等. 機床基礎大件振動時效工藝參數優化方法[J]. 中國機械工程, 2014,25(23): 3137-3142.
Hu Min, Yu Changwu, Zhao Wanhua. Optimiza-tion Method of VSR Process Parameters for Large Machine Tool Body[J]. China Mechanical Engineering, 2014, 25(23): 3137-3142.
[8]黃微, 陳艷麗. 機械加工后鑄件應力與變形的試驗研究[J]. 鑄造技術, 2002, 23(2): 89-91.
Huang Wei, ChenYanli. Experimental Investigation of Stress and Deformation of Casting after Machining[J]. Foundry Technology, 2002, 23(2): 89-91.
[9]苗勇. 殘余應力對整體結構件加工變形的影響[J]. 組合機床與自動化加工技術, 2011(9): 81-83.
Miao Yong.The Influence of Residual Stress on the Machining Distortion of Monolithic Component[J]. Modular Machine Tool and Automatic Manu-facturing Technique, 2011(9): 81-83.
[10]程永周. CK61125 車床床身振動時效機理及工藝研究 [D]. 洛陽:河南科技大學, 2011.
[11]趙明. 大型銑床床身鑄造過程模擬仿真及工藝優化[D].淄博:山東理工大學, 2014.
[12]王林艷, 楊永智. 機床導軌直線度誤差對定位精度的影響分析[J]. 金屬加工: 冷加工, 2014(2): 68-69.
Wang Linyan, Yang Yongzhi. Analysis of Inf-luence of Machine Tool Guide Rail’s Straightness Error on Positioning Precision[J]. Machinist Metal Cutting, 2014(2): 68-69.
(編輯盧湘帆)
Research on Positioning Accuracy Retentivity of Machining Center Based on Residual Stress
Ma WenshuoMi JieYang Qingdong
Beijing Information Science & Technology University,Beijing,100192
The relationship between residual stress and the positioning accuracy retentivity of machining center was conducted. Then a new method for quantitative analysis of positioning errors caused by residual stress was proposed. Following the analyses of the processes which produced residual stress, residual stress analyses were carried out on a domestic cartridge receiver machining center bed by using finite element method. Thus the distribution of the residual stress of the bed after casting process and machining process was obtained. Then the deformation of the joint surface between the bed and guide was predicted, which was verified by being compared with the actual measurement. Finally, positioning errors caused by residual stress were calculated.
guide positioning accuracy; residual stress; accuracy retentivity; finite element
2015-10-26
國家科技重大專項(2013ZX0400-1061)
TH16;TG251
10.3969/j.issn.1004-132X.2016.17.004
馬文碩,男,1991年生。北京信息科技大學機電工程學院碩士研究生。主要研究方向為數字化集成設計。發表論文3篇。米潔,女,1971年生。北京信息科技大學機電工程學院教授、碩士研究生導師。楊慶東,男,1956年生。北京信息科技大學機電工程學院教授、碩士研究生導師。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
