高仿毛粗旦有光扁平錦綸FDY生產(chǎn)工藝探討
2016-10-10 01:33:55譚延坤張守運
合成纖維工業(yè) 2016年4期
譚延坤 ,張守運
(義烏華鼎錦綸股份有限公司,浙江 金華 322009)
?
高仿毛粗旦有光扁平錦綸FDY生產(chǎn)工藝探討
譚延坤 ,張守運*
(義烏華鼎錦綸股份有限公司,浙江 金華 322009)
以相對黏度2.43的聚己內(nèi)酰胺(PA6)為原料,采用高速紡絲生產(chǎn)高仿毛粗旦有光扁平錦綸全拉伸絲(FDY),探討了紡絲、拉伸、上油、卷繞等工藝條件對產(chǎn)品質(zhì)量的影響。結(jié)果表明:合理設(shè)計噴絲板,選擇紡絲速度 4 300~4 400m/min,紡絲溫度248~252 ℃,側(cè)吹風(fēng)速度0.50~0.55m/s、溫度20~24 ℃、相對濕度90%~100%,拉伸比1.20~1.30,上油率1.40%~1.60%,可以生產(chǎn)出光澤柔和、仿毛手感好的粗旦有光錦綸FDY;上述工藝條件下,生產(chǎn)的80dtex/10f錦綸FDY斷裂強度4.8cN/dtex,斷裂伸長率27.3%,條干不勻率1.6%,扁平度1:4,異形度3.6。
聚己內(nèi)酰胺纖維高速紡絲仿毛型有光扁平粗旦全拉伸絲
高仿毛粗旦有光扁平錦綸全拉伸絲(FDY)主要用于高檔女式毛衣及女裝面料,需要具有較好的光澤及閃光效應(yīng),且仿毛手感要好,因此,纖維的單絲線密度要高,異形度及強伸等性能指標(biāo)要求非常嚴(yán)格,需要選擇合適的工藝參數(shù)并嚴(yán)格控制生產(chǎn)條件。近年來,國內(nèi)外化纖行業(yè)生產(chǎn)細(xì)旦扁平纖維較多,但主要為滌綸產(chǎn)品,多用于絨類織物的生產(chǎn),以提高織物的柔軟滑膩手感,而適用于仿毛粗旦錦綸扁平絲的生產(chǎn)線相對較少,且在毛衣領(lǐng)域的仿毛應(yīng)用尚處于起始階段。作者通過噴絲板設(shè)計控制纖維的扁平度,選擇合適的生產(chǎn)工藝,成功開發(fā)生產(chǎn)了具有穿著舒適性及仿毛效果好的粗旦有光扁平錦綸FDY,以80dtex/10f產(chǎn)品為例,對高仿毛粗旦有光扁平錦綸FDY生產(chǎn)工藝進行了探討。
1 試驗
1.1原料
聚己內(nèi)酰胺(PA6) 切片:纖維級有光切片,相對黏度2.43,熔點232 ℃,端氨基含量52mol/t,含水率480μg/g,杭州杭鼎錦綸科技有限公司產(chǎn)。
1.2主要設(shè)備及儀器
螺桿擠出機:長徑比為24/1,德國Leonard公司制;ATi-Ⅱ 615MR/24 紡絲拉伸卷繞機:日本TMT公司制;YG023B型全自動單紗強力機:常州二紡機械有限公司制;Uster5 條干測試儀:烏斯特技術(shù)有限公司制;OLYMPUSX53熒光顯微鏡:奧林巴斯公司制。
1.380 dtex/10 f高仿毛錦綸FDY的生產(chǎn)
PA6切片在氮氣保護下經(jīng)預(yù)結(jié)晶和干燥后進入螺桿,經(jīng)螺桿壓縮熔融和計量后成為熔體,經(jīng)預(yù)過濾進行初步除雜后,經(jīng)計量泵計量,進入紡絲組件,熔體從組件噴絲板的噴絲孔擠出,經(jīng)側(cè)吹風(fēng)冷卻成纖,形成初生纖維,初生纖維經(jīng)上油和預(yù)網(wǎng)絡(luò)后,集束性加強,然后進入拉伸區(qū),經(jīng)第一熱輥及第二導(dǎo)輥的熱拉伸后,再經(jīng)網(wǎng)絡(luò)噴嘴加網(wǎng)集束后經(jīng)第三導(dǎo)輥,卷繞成形,得到成品FDY。
主要紡絲工藝參數(shù)如下:側(cè)吹風(fēng)溫度23 ℃、濕度100%、速度0.55m/s,聯(lián)苯溫度250 ℃,干燥溫度110 ℃,油劑泵頻率20Hz,干燥時間12h,濾后壓力95MPa,組件起始壓力17.0MPa,紡絲速度4 350m/min,紡絲溫度250 ℃,第二熱輥溫度165 ℃,預(yù)網(wǎng)絡(luò)壓力0.08MPa,網(wǎng)絡(luò)壓力0.3MPa,卷繞角5.8°,拉伸比1.25。
1.4分析與測試
扁平度:采用顯微鏡測試?yán)w維截面的平均長度和寬度,然后計算其長寬比,即扁平度。
異形度:測試?yán)w維截面外接圓直徑與纖維寬度,用其二者比值表征纖維的異形度。
強伸度:采用全自動單紗強力機按照GB/T4710—2011標(biāo)準(zhǔn)進行測試。
條干不勻率:通過Uster5 條干測試儀直接檢測纖維的條干均勻性。
切片含水率:采用北京中西遠(yuǎn)大科技有限公司CZF28-SF-1壓差法微量水份測定儀按照差壓法測試。
切片及無油絲黏度:使用北京天創(chuàng)科技有限公司1835型烏氏黏度計通過滴定法測試。
2 結(jié)果與討論
2.1切片含水率
粗旦異形錦綸的生產(chǎn),熔體流量較大,對切片干燥要求不是太高,但由于噴絲孔為扁平異形結(jié)構(gòu),特別容易產(chǎn)生飄絲,因此切片的含水不宜太高,當(dāng)含水率超過500μg/g時,在紡絲過程中容易產(chǎn)生水解或形成氣泡絲,造成飄絲或斷頭現(xiàn)象[1];但含水率太低,需要干燥設(shè)備性能好,而且能耗高,當(dāng)含水率低于350μg/g時,干燥條件的改變對含水率影響已很小。試驗表明,生產(chǎn)中PA6切片含水率為350~400μg/g較為合適。
2.2紡絲工藝
高仿毛粗旦有光扁平錦綸FDY的生產(chǎn)對噴絲板的設(shè)計要求比較高,需要控制纖維扁平度在(1:4)~(1:6),如果扁平度高于1:7,仿毛手感會變差,扁平度低于1:3,則會影響成品的光澤效果,扁平度對纖維的仿毛手感及閃光效果的影響見表1。
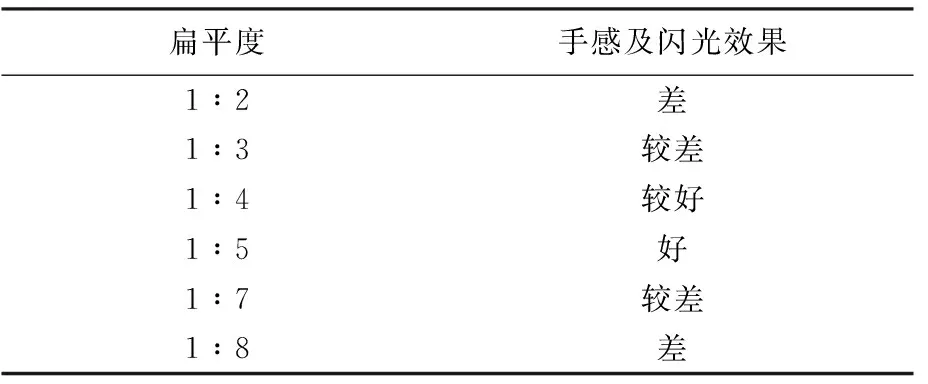
表1 扁平度對仿毛手感及閃光效果的影響
生產(chǎn)中,為了能很好地保持纖維的異形度,紡絲溫度、冷卻吹風(fēng)溫度應(yīng)設(shè)置偏低,而側(cè)吹風(fēng)速度和濕度則需要設(shè)置偏高,以提高冷卻速度[2]。如果冷卻速度太低,如側(cè)吹風(fēng)溫度高于24 ℃,風(fēng)速低于0.50m/s時,纖維的異形度會變差;但冷卻速度太快,容易造成纖維皮芯結(jié)構(gòu),造成染色條紋等質(zhì)量問題[3],當(dāng)冷卻風(fēng)溫度低于18 ℃,速度高于0.60m/s,纖維皮芯結(jié)構(gòu)嚴(yán)重,成品織物染色均勻性變差,條紋嚴(yán)重。試驗證明,紡絲速度4 300~4 400m/min,紡絲溫度248~252 ℃,冷卻風(fēng)速度0.50~0.55m/s、溫度20~24 ℃、濕度90%~100%時具有較好的效果,成品條干不勻率為1.0%~1.2%。
2.3拉伸工藝
為提高粗旦有光扁平纖維的仿毛效果,產(chǎn)品需要具有一定蓬松效果[4]。設(shè)定拉伸比偏高,有利于提高仿毛手感,但是如果拉伸比過高,當(dāng)拉伸比高于1.35時,單絲斷裂較多,形成毛絲和毛團,影響成品使用性能且異形度變差;當(dāng)拉伸比低于1.15時,不但產(chǎn)品風(fēng)格變差而且生產(chǎn)不穩(wěn)定,絲條易抖動,造成絲條拉伸和受熱不勻、纖維收縮和染色不勻等質(zhì)量問題。從表2可知,生產(chǎn)80dtex/10f高仿毛有光扁平錦綸FDY時,拉伸比在1.20~1.30較為合適。

表2 拉伸比對纖維質(zhì)量的影響
2.4紡絲上油
異形纖維單絲比表面積相對較大,在紡絲和使用過程中,摩擦力較大,絲條表面容易受損或單絲斷裂形成毛絲或毛團,因此對油劑性能和上油率要求相對較高,不僅含油率要偏高,而且要均勻,要求油劑滲透性、油膜強度和覆蓋性都要好[5],當(dāng)上油率低于1.37%時,容易造成纖維油膜不勻,對絲條的保護性能下降,纖維使用性能差,上油率高于1.63%時,在使用過程中容易產(chǎn)生污漬。試驗證明,上油率控制在1.40%~1.60%較為合適。
2.5網(wǎng)絡(luò)與卷繞成形
網(wǎng)絡(luò)點太多太牢都會影響纖維在使用時的蓬松性,成品織物手感變差[6],一般網(wǎng)絡(luò)點要求較少且牢度偏低一些,但如果網(wǎng)絡(luò)點太少,牢度太低,會造成退繞不良。試驗證明,網(wǎng)絡(luò)數(shù)為6~7個/m,網(wǎng)絡(luò)度為50%~60%時,纖維織物具有較好的手感和使用性能。
由于異形纖維單絲排列不像圓孔絲那么緊密,單絲間空隙較大,因此絲卷密度較小,相對卷繞張力較小[7],如果卷繞張力太大,絲卷易出現(xiàn)凸間變形、蛛網(wǎng)絲以及塌邊等現(xiàn)象,如果卷繞張力太小,則絲卷太松軟,容易變形,不利于包裝運輸。試驗證明,卷繞超喂率為3%~5%較合適。
2.6成品纖維主要物理性能
從表3可知,在保持纖維較高的強度條件下可以實現(xiàn)具有較好仿毛手感和閃光效應(yīng)的扁平度的粗旦仿毛錦綸有光扁平纖維的生產(chǎn),而且其條干均勻性相對較好。
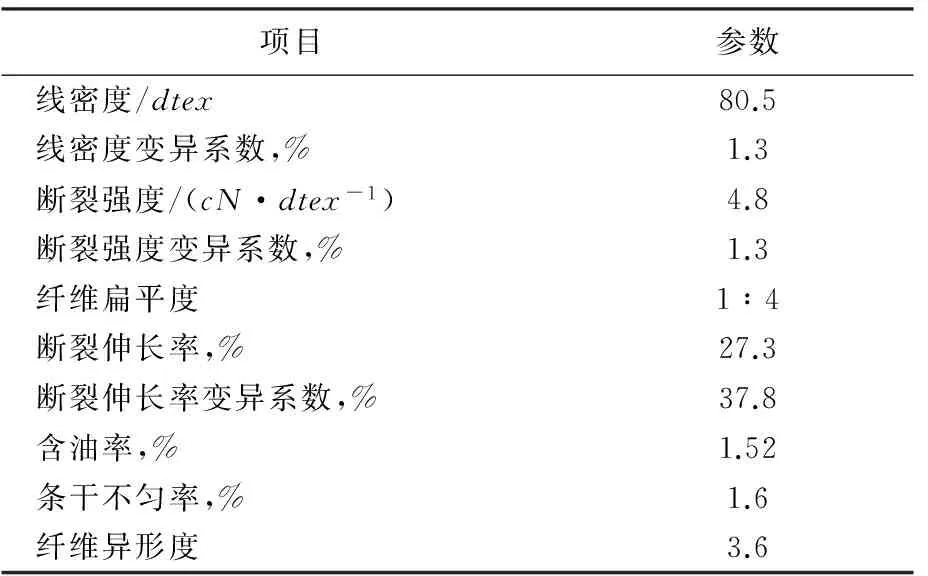
表3 80 dtex/10 f高仿毛粗旦有光
3 結(jié)論
a. 合理設(shè)計扁平噴絲孔并控制好干燥條件,選擇合適的紡絲、拉伸、網(wǎng)絡(luò)、卷繞等工藝條件,可以生產(chǎn)出仿毛效果好,光澤柔和,使用性能好的高仿毛粗旦有光扁平錦綸FDY產(chǎn)品。
b. 生產(chǎn)80dtex/10f高仿毛粗旦有光扁平錦綸FDY時,選擇紡絲速度4 300~4 400m/min,紡絲溫度248~252 ℃,拉伸比1.25,卷繞角5.8°,卷繞超喂率3%~5%,控制纖維上油率為1.40%~1.60%,生產(chǎn)穩(wěn)定,產(chǎn)品質(zhì)量高,纖維斷裂強度4.8cN/dtex,斷裂伸長率27.3%,條干不勻率1.6%,異形度3.6。
[1]董紀(jì)震,孫桐,古大治.合成纖維生產(chǎn)工藝學(xué)[M].北京:中國紡織工業(yè)出版社, 1984:218-232.
DongJizhen,SunTong,GuDazhi.Syntheticfiberproductionprocess[M].Beijing:ChinaTextileIndustryPress,1984:218-232.
[2]沈新元.先進高分子材料[M].北京:中國紡織出版社,2006:63-72.
ShenXinyuan.Advancedpolymermaterials[M].Beijing:ChinaTextile&ApparelPress, 2006: 63-72.
[3]沈新元.高分子材料加工原理[M].北京:中國紡織出版社,2009:108-216.
ShenXinyuan.Polymermaterialprocessingprinciple[M].Beijing:ChinaTextile&ApparelPress, 2009:108-216.
[4]管新海.扁平形聚酯纖維成形工藝的研究[J].合成技術(shù)及應(yīng)用,2001,16(4):36-37.
GuanXinhai.Studyonformingprocessofflatsectionpolyesterfibre[J].SynTechAppl, 2001,16(4):36-37.
[5]卞光明.直接紡滌綸FDY扁平絲的工藝探討[J].合成技術(shù)及應(yīng)用,2006,21(2):55-57.
BianGuangming.DiscussingofflatfilamentpolyesterFDYindirectspinning[J].SynTechAppl, 2006,21(2):55-57.
[6]孫榮召.2~83dtex/36f直紡扁平滌綸FDY生產(chǎn)工藝探討[J].聚酯工業(yè),2013,26(6):15-17.
SunRongzhao.Productionprocessof2-83dtex/36fdirectspinningflatPETFDY[J].PolyestInd,2013,26(6):15-17.
[7]逯瑞龍.130dtex/36f直紡扁平滌綸FDY的生產(chǎn)工藝[J].合成纖維工業(yè),2009,32(6):16-18.
LuRuilong.Productionprocessof130dtex/36fdirect-spunflatpolyesterFDY[J].ChinSynFiberInd,2009,32(6):16-18.
Discussionofproductionprocessofsuperwool-likeheavy-denierbrightflatpolycaprolactamFDY
Tan Yankun, Zhang Shouyun
(Yiwu Huading Nylon Co., Ltd., Jinhua 322009)
Asuperwool-likeheavy-denierbrightflatpolycaprolactam(PA6)fullydrawnyarn(FDY)wasproducedbyusingPA6withtherelativeviscosityof2.43asrawmaterialviahigh-speedspinningprocess.Theeffectsofspinning,drawing,oilingandwindingprocessconditionsontheproductqualitywerediscussed.Theresultsshowedthattheheavy-denierbrightPA6FDYcouldbeproducedwithsoftlusterandgoodwool-likehandlebyusingproperlydesignedspinneretundertheconditionsofspinningspeed4 300-4 400m/min,spinningtemperature248-252 ℃,crossairblowspeed0.50-0.55m/s,temperature20-24 ℃andrelativehumidity90%-100%,drawratio1.20-1.30,oilpick-up1.40%-1.60%;theobtained80dtex/10fPA6FDYhadthebreakingstrengthof4.8cN/dtex,elongationatbreak27.3%,yarnirregularity1.6%,flatness1:4,degreeofprofile3.6.
polycaprolactamfiber;high-speedspinning;wool-like;bright;flat;heavydenier;fullydrawnyarn
2016- 01-21;修改稿收到日期:2016- 05-28。
譚延坤(1972—),男,工程師,從事化纖生產(chǎn)管理以及生產(chǎn)技術(shù)研究工作。E-mail:tan1331@sina.com。
*通訊聯(lián)系人。E-mail:syzhang2008741208@163.com。
TQ342+.11
B
1001- 0041(2016)04- 0075- 03
猜你喜歡
青少年科技博覽(中學(xué)版)(2023年10期)2023-12-17 12:06:27
汽車實用技術(shù)(2022年11期)2022-06-20 02:23:04
保健與生活(2021年1期)2021-02-04 07:47:02
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
散文詩世界(2019年10期)2019-09-10 07:22:44
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中學(xué)課程輔導(dǎo)·教師通訊(2015年15期)2015-10-23 15:40:46
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44