基于全生命周期的螺桿轉(zhuǎn)子刀具設(shè)計研究
2016-10-13 09:26:30何雪明陳澤華武美萍
中國機(jī)械工程 2016年18期
何雪明 陳澤華 武美萍 張 榮
1.江蘇省食品先進(jìn)制造裝備技術(shù)重點實驗室,無錫,2141222.江南大學(xué),無錫,214122
?
基于全生命周期的螺桿轉(zhuǎn)子刀具設(shè)計研究
何雪明1陳澤華1武美萍1張榮2
1.江蘇省食品先進(jìn)制造裝備技術(shù)重點實驗室,無錫,2141222.江南大學(xué),無錫,214122
由于螺桿轉(zhuǎn)子粗銑過程中,不同部位刀片加工余量差別巨大,存在刀片磨損不均勻的難題,降低了轉(zhuǎn)子的加工精度與效率。為此,依據(jù)刀片全生命周期算法,提出增加磨損嚴(yán)重部位銑刀盤的刀片數(shù)量,使刀片的生命周期盡量一致的銑刀設(shè)計方法,以減少刀片更換次數(shù)、提高轉(zhuǎn)子加工精度。與無錫壓縮機(jī)廠合作,以圓弧轉(zhuǎn)子型線為研究對象,設(shè)計了雙螺桿壓縮機(jī)轉(zhuǎn)子刀具。其加工實驗結(jié)果表明:多刀片螺桿轉(zhuǎn)子粗銑刀粗糙度Ra=12.5 μm,符合螺桿轉(zhuǎn)子加工精度要求,銑刀刀片更換時間間隔延長了一倍,證明了該刀具設(shè)計方法的合理性。
全生命周期;螺桿轉(zhuǎn)子;雙螺桿壓縮機(jī);加工
0 引言
雙螺桿壓縮機(jī)由于其具有噪聲低、占地空間小、維護(hù)簡單、性能可靠、結(jié)構(gòu)穩(wěn)固、便于移動拆裝、使用壽命長等優(yōu)點獲得了普遍的應(yīng)用[1-3]。
我國對雙螺桿壓縮機(jī)的研究起步落后于西方發(fā)達(dá)國家,尤其在壓縮機(jī)轉(zhuǎn)子加工領(lǐng)域。迄今,國內(nèi)眾多學(xué)者、科研單位、企業(yè)已對螺桿轉(zhuǎn)子的加工方法進(jìn)行了大量研究,并取得了一定的研究成果。巫修海等[4]探討了三種螺桿真空泵設(shè)計的優(yōu)劣,建立了螺桿轉(zhuǎn)子的車削加工模型。李志峰等[5]應(yīng)用MATLAB計算出了螺桿轉(zhuǎn)子成形砂輪的輪廓線,并對砂輪的修整提出了建議。侯紅玲等[6]深入研究了雙螺桿壓縮機(jī)螺桿轉(zhuǎn)子精加工理論與數(shù)控加工砂輪的修整原理。趙永強(qiáng)等[7]從傳統(tǒng)的螺紋磨削理論出發(fā),研究確立了螺桿轉(zhuǎn)子成形砂輪修整的工藝尺寸鏈。孫興偉等[8]提出了采用砂帶千葉輪精密拋光螺桿轉(zhuǎn)子復(fù)雜曲面的方法。Zhang等[9]提出了一種新型傾斜成形磨削(TFG)的方法克服了在螺桿轉(zhuǎn)子加工過程中凹邊磨削問題,即砂輪相對于轉(zhuǎn)子和旋轉(zhuǎn)軸保持傾斜。賈建軍等[10]應(yīng)用BP神經(jīng)網(wǎng)絡(luò)精確擬合出了螺桿轉(zhuǎn)子滾刀齒形,有效地提高了螺桿轉(zhuǎn)子滾刀的精度及效率。Wu等[11]建立了螺桿凹槽底部表面輪廓線的數(shù)學(xué)模型,研究了幾種由不同圓柱銑刀加工的螺桿凹槽底部表面輪廓線,為單螺桿轉(zhuǎn)子壓縮機(jī)圓柱包絡(luò)嚙合副的設(shè)計提供了參考。
對于螺桿轉(zhuǎn)子的精加工,國外已經(jīng)進(jìn)行了較長時間的研究,并取得了相當(dāng)好的研究成果,形成了如英國霍洛伊德公司、德國克林博格公司、日本馬扎克公司等優(yōu)秀數(shù)控螺桿轉(zhuǎn)子精加工系統(tǒng)生產(chǎn)企業(yè)。Nikola等[12]介紹了基于包絡(luò)嚙合過程的滾削、銑削以及磨削的成形刀具。Lyashkov等[13]基于現(xiàn)代圖形計算機(jī)輔助設(shè)計系統(tǒng),描述了壓縮機(jī)和泵螺桿刀具的計算機(jī)建模方法。Park等[14]提出了基于成形刀具和四軸加工的螺桿加工方法。Wu等[15]建立了螺桿轉(zhuǎn)子復(fù)雜曲面滾削加工數(shù)學(xué)模型,并證明了該數(shù)學(xué)模型的準(zhǔn)確性。Brinksmeier等[16]對超精密磨削及其技術(shù)作了系統(tǒng)的介紹,并闡述了超精密磨削的基本特征。Singh等[17]研究得出磨削中的能量主要消耗在磨削產(chǎn)生的熱能中。Stosic[18]對精密磨削螺桿轉(zhuǎn)子過程中的磨損率進(jìn)行了研究,提出一整套砂輪磨削中磨損計算方法。
雙螺桿壓縮機(jī)主要由一對精密嚙合的陰陽轉(zhuǎn)子組成,對螺桿轉(zhuǎn)子復(fù)雜曲面的形狀精度和表面粗糙度有很高的要求,雙螺桿壓縮機(jī)轉(zhuǎn)子加工刀具合理設(shè)計是高精加工的保障。本文中,筆者首先采用數(shù)學(xué)關(guān)系理論推導(dǎo)的方法得出轉(zhuǎn)子復(fù)雜曲面與刀具的接觸條件,研究了螺桿轉(zhuǎn)子復(fù)雜曲面成形原理,并基于該成形原理得出轉(zhuǎn)子與刀具的接觸線,進(jìn)而求出加工刀具輪廓;然后,基于刀片排布算法獲得轉(zhuǎn)子粗銑刀最少擬合刀片數(shù)量,基于刀片全生命周期算法提出了增加磨損部位銑刀刀片的粗銑刀設(shè)計方法;最后,以圓弧轉(zhuǎn)子型線為研究對象,設(shè)計了雙螺桿壓縮機(jī)轉(zhuǎn)子刀具,運(yùn)用實驗方法證明了該刀具設(shè)計方法的合理性。
1 螺桿轉(zhuǎn)子復(fù)雜曲面成形原理
雙螺桿壓縮機(jī)轉(zhuǎn)子復(fù)雜曲面成形原理中,螺桿轉(zhuǎn)子水平裝夾,盤銑刀或磨削砂輪做高速旋轉(zhuǎn)運(yùn)動,刀具與轉(zhuǎn)子接觸并成一定的空間位置關(guān)系,通過螺桿轉(zhuǎn)子的低速螺旋運(yùn)動,刀具逐步去除其表面材料獲得雙螺桿轉(zhuǎn)子復(fù)雜曲面,其具體成形原理研究需具備以下條件:加工刀具連續(xù)高速旋轉(zhuǎn)運(yùn)動;螺桿轉(zhuǎn)子低速螺旋運(yùn)動;螺桿轉(zhuǎn)子工件與刀具之間存在一定的空間位置關(guān)系。螺桿轉(zhuǎn)子復(fù)雜曲面加工過程中,任何時刻轉(zhuǎn)子復(fù)雜曲面始終與刀具接觸并相切,兩者之間存在一條空間接觸線。該接觸線若繞刀具的旋轉(zhuǎn)軸做旋轉(zhuǎn)掃掠,即可獲得刀具的三維輪廓。螺桿轉(zhuǎn)子復(fù)雜曲面與刀具之間的接觸條件是轉(zhuǎn)子刀具設(shè)計的主要依據(jù)。
1.1刀具與轉(zhuǎn)子坐標(biāo)系轉(zhuǎn)換
雙螺桿壓縮機(jī)轉(zhuǎn)子加工過程中,由于螺桿轉(zhuǎn)子工件與刀具之間存在一定的空間位置關(guān)系,刀具坐標(biāo)系與轉(zhuǎn)子坐標(biāo)系需要經(jīng)過空間坐標(biāo)系轉(zhuǎn)換后統(tǒng)一,以便研究螺桿轉(zhuǎn)子復(fù)雜曲面成形原理。一般將刀具坐標(biāo)系通過平移、旋轉(zhuǎn)變換統(tǒng)一至雙螺桿轉(zhuǎn)子坐標(biāo)系中。

圖1 坐標(biāo)系平移、旋轉(zhuǎn)變換
如圖1所示,建立螺桿轉(zhuǎn)子坐標(biāo)系S1(O1x1y1z1)和刀具坐標(biāo)系S2(O2x2y2z2)。Tx、Ty、Tz表示坐標(biāo)系移動的距離,平移以沿坐標(biāo)軸正方向為正;ωx、ωy、ωz表示坐標(biāo)系旋轉(zhuǎn)的角度,旋轉(zhuǎn)以由坐標(biāo)軸正方向向下看逆時針旋轉(zhuǎn)為正,P點由刀具坐標(biāo)系轉(zhuǎn)換為轉(zhuǎn)子坐標(biāo)系的平移關(guān)系如下:
(1)
旋轉(zhuǎn)關(guān)系方程如下:
(2)
1.2 螺桿轉(zhuǎn)子與刀具接觸條件
雙螺桿壓縮機(jī)轉(zhuǎn)子復(fù)雜曲面的成形過程中,刀具旋轉(zhuǎn)面與雙螺桿轉(zhuǎn)子復(fù)雜曲面之間任意時刻都存在一條接觸線,且二者在接觸線上點的相對速度矢量與該點處螺桿轉(zhuǎn)子復(fù)雜曲面法向量垂直。由于螺桿轉(zhuǎn)子成形螺旋運(yùn)動的速度相對于刀具速度很小,所以可以忽略不計。基于矢量合成的平行四邊形法則,以刀具速度矢量近似表示接觸線上點的相對速度矢量,那么刀具速度矢量在徑向截面的法線與轉(zhuǎn)子復(fù)雜曲面法線共線。基于以上條件,可通過數(shù)學(xué)邏輯推導(dǎo)獲得刀具與螺桿轉(zhuǎn)子復(fù)雜曲面之間的接觸線一般條件式。
以右旋螺桿轉(zhuǎn)子復(fù)雜曲面成形為例,建立如圖2所示的刀具-轉(zhuǎn)子坐標(biāo)系,其中轉(zhuǎn)子與刀具的坐標(biāo)系分別為S1(O1x1y1z1)和S2(O2x2y2z2),φ表示刀具的安裝角,即z1軸與z2軸之間的夾角。Ac表示刀具旋轉(zhuǎn)軸與轉(zhuǎn)子旋轉(zhuǎn)軸之間的最短距離。M為刀具與轉(zhuǎn)子某一時刻接觸線上一點,s為刀具軸向截面上過M點的刀具速度矢量法線與z2軸的交點。點M在螺桿轉(zhuǎn)子坐標(biāo)系上的坐標(biāo)為
rM=x1i+y1j+z1k
(3)
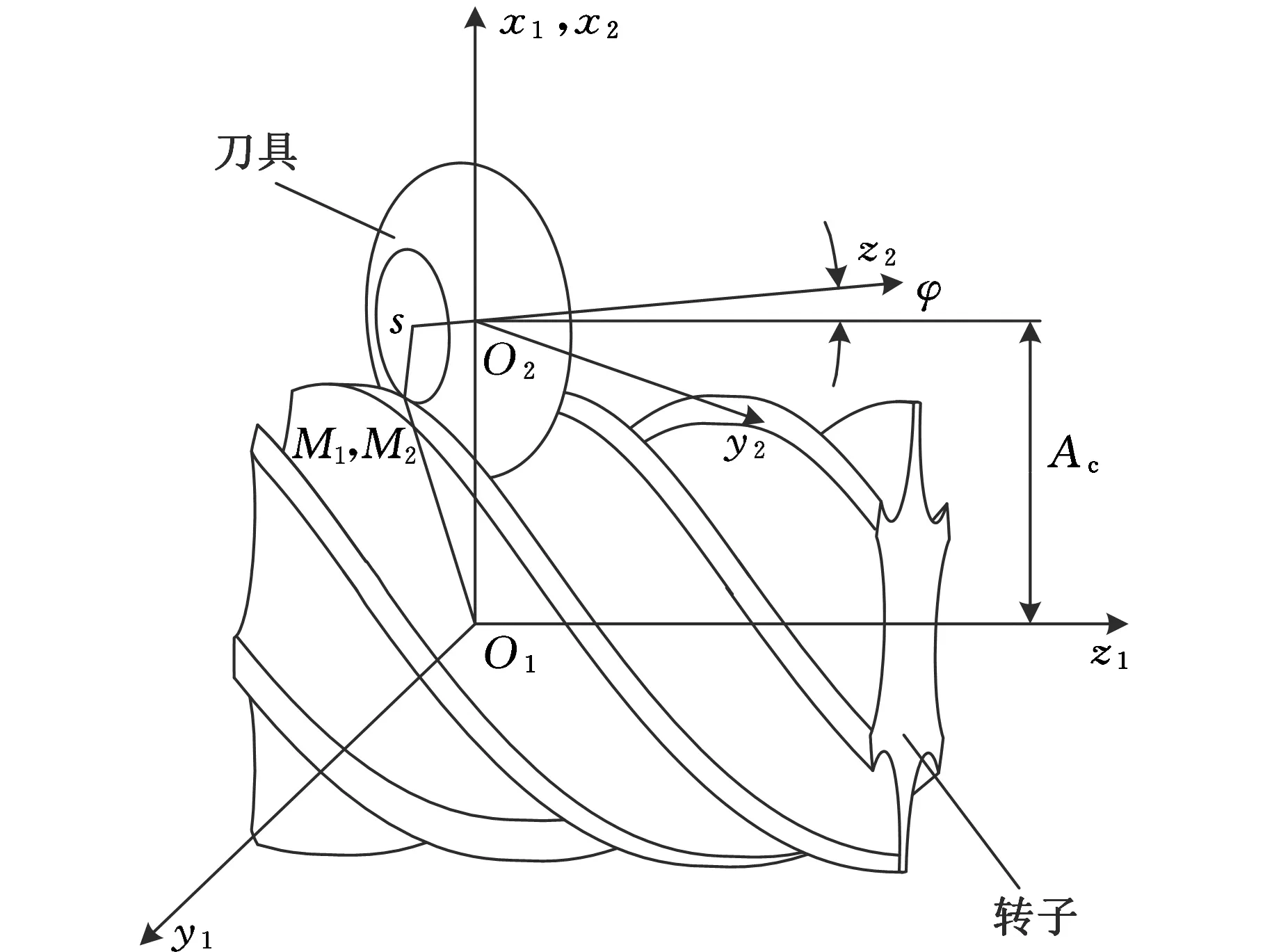
圖2 螺桿轉(zhuǎn)子刀具-轉(zhuǎn)子坐標(biāo)系示意圖
M點的螺桿轉(zhuǎn)子復(fù)雜曲面法向量為
nM=nx1i+ny1j+nz1k
(4)
其中,nx1、ny1、nz1表示曲面法向量在各坐標(biāo)軸的分量。設(shè)s點在刀具坐標(biāo)系上坐標(biāo)為(0,0,z2)。依據(jù)坐標(biāo)系之間的轉(zhuǎn)換關(guān)系,s點在螺桿轉(zhuǎn)子坐標(biāo)系中的坐標(biāo)為(Ac,-z2sinφ,z2cosφ)。M點處的速度法線矢量nMs方程為
nMs=(Ac-x1)i+(-z2sinφ-y1)j+
(z2cosφ-z1)k
(5)
由轉(zhuǎn)子與刀具的接觸條件nM×nMs=0,可得
(6)
即加工接觸條件方程為
(Ac-x1)(ny1+nz1tanφ)+(y1+z2tanφ)=0
(7)
1.3刀具輪廓線求解
圖3所示為雙螺桿壓縮機(jī)圓弧轉(zhuǎn)子型線,建立坐標(biāo)系,z1垂直頁面向內(nèi)。假設(shè)其右旋陰轉(zhuǎn)子端面輪廓方程為{x1(t),y1(t)},t為轉(zhuǎn)子端面輪廓方程的變量。陰轉(zhuǎn)子的右旋復(fù)雜曲面方程為
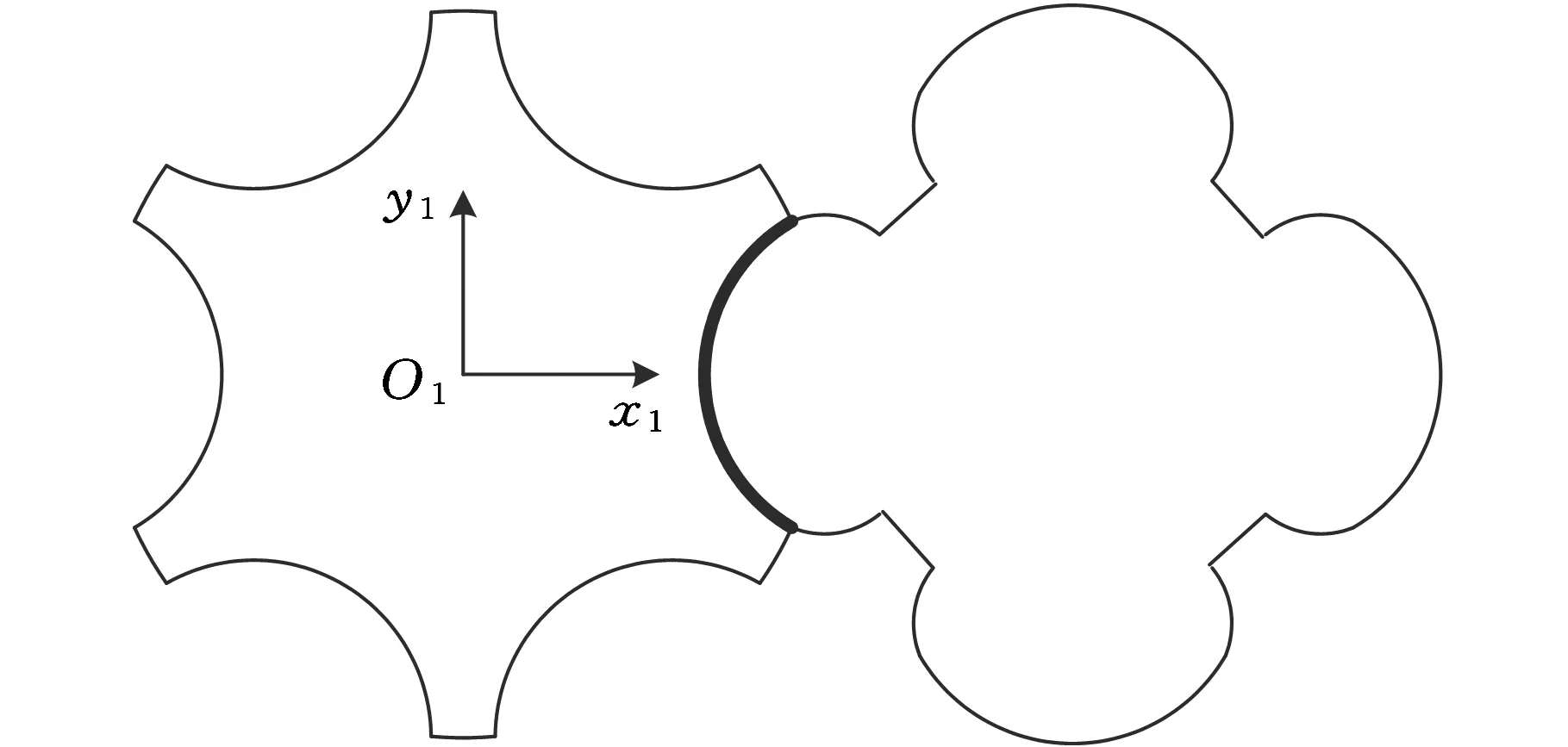
圖3 雙螺桿壓縮機(jī)轉(zhuǎn)子型線
(8)
其中,τ為端面輪廓繞z1螺旋運(yùn)動的角度,p為螺桿轉(zhuǎn)子復(fù)雜曲面的螺旋特性參數(shù)。曲面法向量計算方程如下:
(9)
將式(8)、式(9)聯(lián)立可得轉(zhuǎn)子曲面任意點的法向量在各坐標(biāo)軸的分量為
(10)
將式(10)代入接觸條件方程(式(7)),即可得接觸線方程為
(11)
接著,應(yīng)用雙螺桿轉(zhuǎn)子與刀具坐標(biāo)轉(zhuǎn)換關(guān)系,將接觸線轉(zhuǎn)化至刀具的坐標(biāo)系S2上,獲得刀具的輪廓線:
(12)
刀具輪廓線在刀具坐標(biāo)系x2z2平面可表示為
(13)

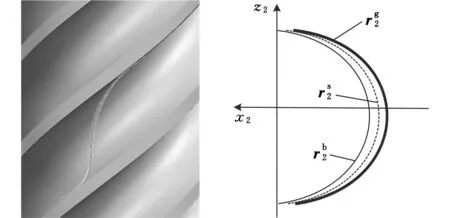
(a)轉(zhuǎn)子與刀具接觸線 (b) 刀具輪廓線圖4 接觸線與刀具輪廓線
2 螺桿轉(zhuǎn)子成形刀具設(shè)計方法
2.1刀片與刀具坐標(biāo)系轉(zhuǎn)換
刀片在刀具刀體上進(jìn)行排布以擬合粗銑刀輪廓時,需要將刀片坐標(biāo)系統(tǒng)一至刀具坐標(biāo)系。如圖5所示建立坐標(biāo)系,可看出刀片坐標(biāo)系Sd(xd,yd,zd)和成形銑刀坐標(biāo)系S2(x2,y2,z2)之間的轉(zhuǎn)換關(guān)系。刀片坐標(biāo)系中刀片的切削刃方程為
(14)
zd(μ)=0
(15)

圖5 刀片與刀具坐標(biāo)系關(guān)系示意圖
其中,μ為切削刃方程的變量。依據(jù)坐標(biāo)系轉(zhuǎn)換關(guān)系,刀片切削刃在刀具坐標(biāo)系的方程為
(16)
其中,σ為傾斜角,繞x5軸旋轉(zhuǎn);ζ為繞y4軸旋轉(zhuǎn)角度;Rbc為徑向偏置量;Zbc為軸向偏置量;?為分度角,繞z2軸旋轉(zhuǎn)。
2.2銑刀刀片排布算法

圖6 刀片在刀具上排布示意圖
在刀具坐標(biāo)系x2z2平面上刀片的切削刃輪廓線方程式為
(17)
粗銑刀刀片排布算法可以被分為以下幾個基本的步驟:
(1)依據(jù)雙螺桿轉(zhuǎn)子粗加工條件確定刀片傾角σ;
(18)
(19)
(20)
(21)
(7)運(yùn)用相同的方法計算出其他刀片的切削刃輪廓線。
對于給定切削刃參數(shù)的刀片,采用這種幾何刀片排布方法只能夠計算出最少擬合刀片的數(shù)量。而雙螺桿轉(zhuǎn)子粗銑刀設(shè)計時,需依據(jù)刀片磨損情況,對磨損嚴(yán)重的銑刀擬合刀片,適當(dāng)增加刀片數(shù)量,以降低刀片磨損,減少刀片更換次數(shù)。因此,具體粗銑刀的刀片數(shù)量需依據(jù)實際情況而定。
2.3銑刀刀片生命周期算法
由于每個成形銑刀刀片的材料去除量各不相同,使得每個刀片的生命周期(即刀片由鋒利變鈍所需的時間)也各不相同。但是,如果了解刀片加工過程中的生命周期變化,就能夠及時對其進(jìn)行更換。借鑒車刀刀片的生命周期計算方法,令銑刀刀片的生命周期為T,切削速度為vc,進(jìn)給速率為fz,切削深度為aq,切削參數(shù)為Ct。銑刀刀片的生命周期表達(dá)式為
(22)
vc=Rbcωc
(23)
其中,1/m、1/w、1/h分別為vc、fz、aq的相對指數(shù)系數(shù),ωc為銑刀的旋轉(zhuǎn)角速度。每一個刀片生命周期的比例可以表示為
T1∶T2∶…∶Tj=
(24)
其中,λj為依據(jù)刀片的幾何形狀得出的單個刀片可重復(fù)使用的次數(shù)。
粗銑刀刀片的生命周期變化可以由插入刀片的數(shù)量ξ和工件材料移除量Vr近似求得,每個刀片生命周期的比例還可以表示為
(25)
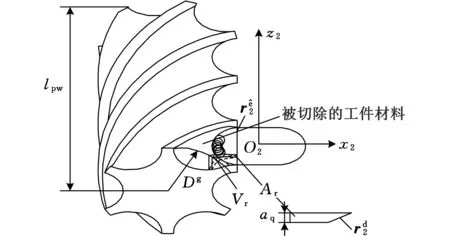
圖7 刀片移除工件材料示意圖

(26)
(27)
x2z2平面的平面方程如下:
(28)
轉(zhuǎn)子工件表面方程參數(shù)η可通過下式求得:
η=(Dg/2)sinθcotγ
(29)

(30)
工件材料的移除量Vr可以由下式推導(dǎo)得出:
Vr=Arlpw
(31)

(32)
其中,lpw為轉(zhuǎn)子長度;μmin~μmax為刀片切削刃輪廓線的變化范圍;θmin~θmax為工件外圓表面輪廓線的變化范圍。
每個刀片的生命周期比例可以寫成下式:
(33)
在雙螺桿轉(zhuǎn)子加工參數(shù)確定后可由式(33)計算出各刀片的生命周期比例,以確定粗銑刀片合適的更換時間間隔,為雙螺桿壓縮機(jī)轉(zhuǎn)子粗銑刀設(shè)計中刀片排布與刀片數(shù)量合理的選擇提供理論參考。
3 螺桿轉(zhuǎn)子成形刀具設(shè)計與實驗研究
3.1基于全生命周期的螺桿轉(zhuǎn)子銑刀設(shè)計
由于山特維克(SANDVIK)標(biāo)準(zhǔn)刀片在世界范圍內(nèi)的廣泛運(yùn)用,刀片的大小與種類齊全,刀片的加工性能優(yōu)越,故而將其選作螺桿轉(zhuǎn)子復(fù)雜曲面粗銑刀的刀片,對雙螺桿壓縮機(jī)轉(zhuǎn)子粗銑刀進(jìn)行設(shè)計,轉(zhuǎn)子和機(jī)床的基本設(shè)置參數(shù)見表1。
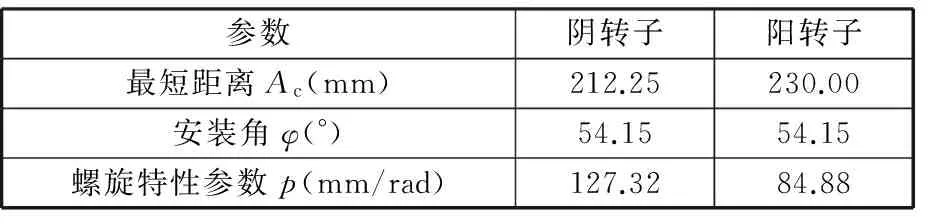
表1 轉(zhuǎn)子與機(jī)床基本參數(shù)

(a)陰轉(zhuǎn)子
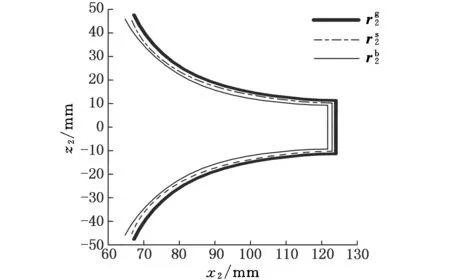
(b)陽轉(zhuǎn)子圖8 刀具輪廓線
依據(jù)SANDVIK公司的標(biāo)準(zhǔn)刀片尺寸手冊,選取圓形和菱形刀片作為陰陽螺桿轉(zhuǎn)子粗銑刀的刀片,這樣粗銑刀刀片可以由市場上采購的標(biāo)準(zhǔn)刀片獲得,避免了因需要定制刀片而增加銑刀設(shè)計成本,也便于粗銑刀刀片的及時更換。鑒于標(biāo)準(zhǔn)化刀片的獲取方法變得更為方便,能夠由標(biāo)準(zhǔn)刀片擬合獲得不同雙螺桿壓縮機(jī)轉(zhuǎn)子粗銑刀,使得該種螺桿轉(zhuǎn)子復(fù)雜曲面粗銑刀設(shè)計方法具有較高的適用性。如圖9所示,建立圓形與菱形刀片的坐標(biāo)系。其中圓形刀片的直徑φ為25.4 mm。菱形刀片切削刃長度l取值為12.9 mm,刀片的圓角半徑rε為0.8 mm,切削刃之間的夾角δ的大小為55°。
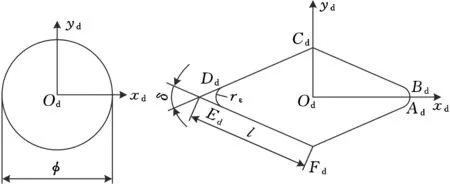
圖9 圓形與菱形刀片
借助2.2節(jié)中粗銑刀刀片排布算法,得出粗銑刀刀片最少的擬合刀片數(shù)量,陰轉(zhuǎn)子與陽轉(zhuǎn)子的粗銑刀最少擬合刀片數(shù)量分別為13與16,如圖10所示。
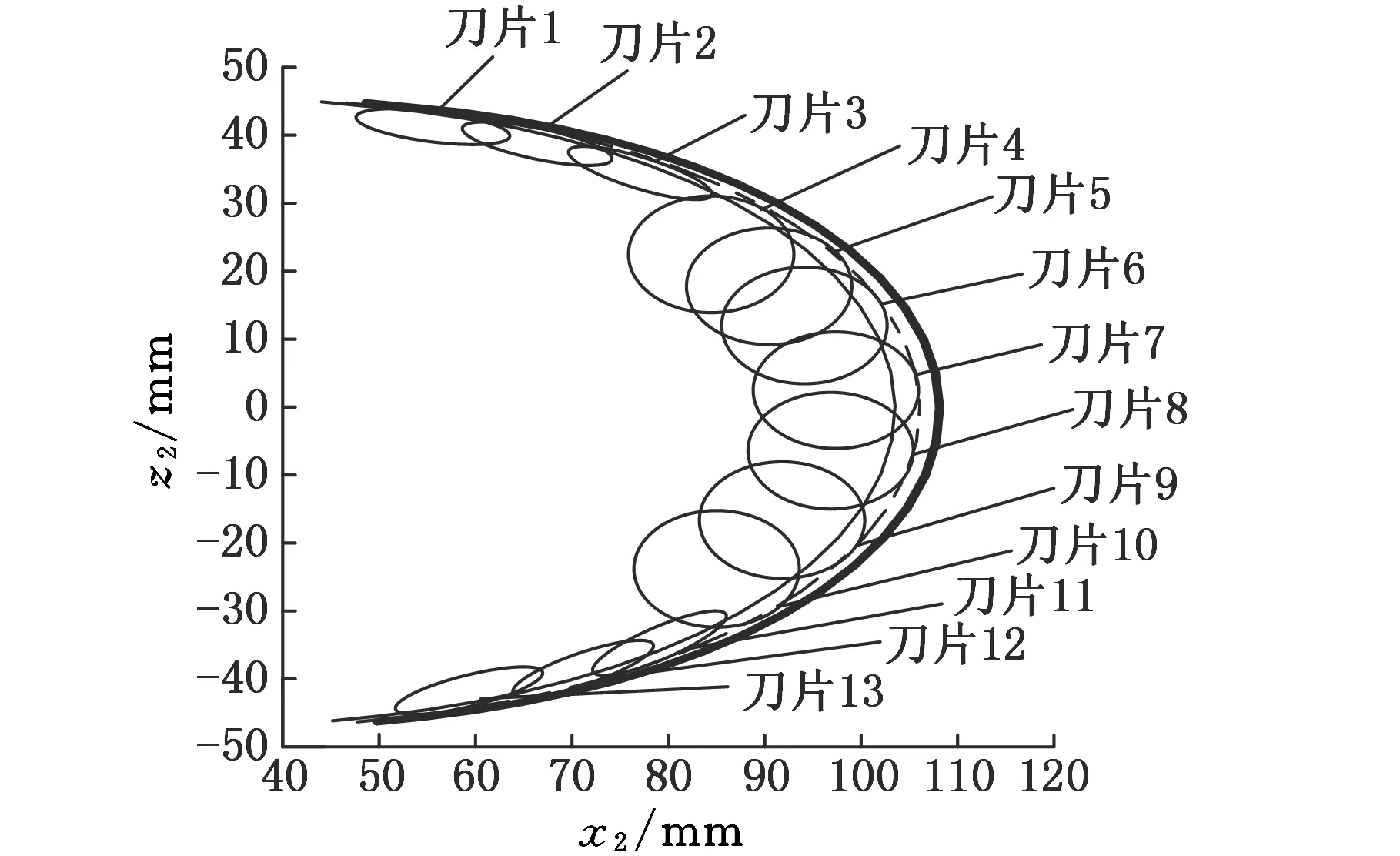
(a)陰轉(zhuǎn)子粗銑刀刀片排布
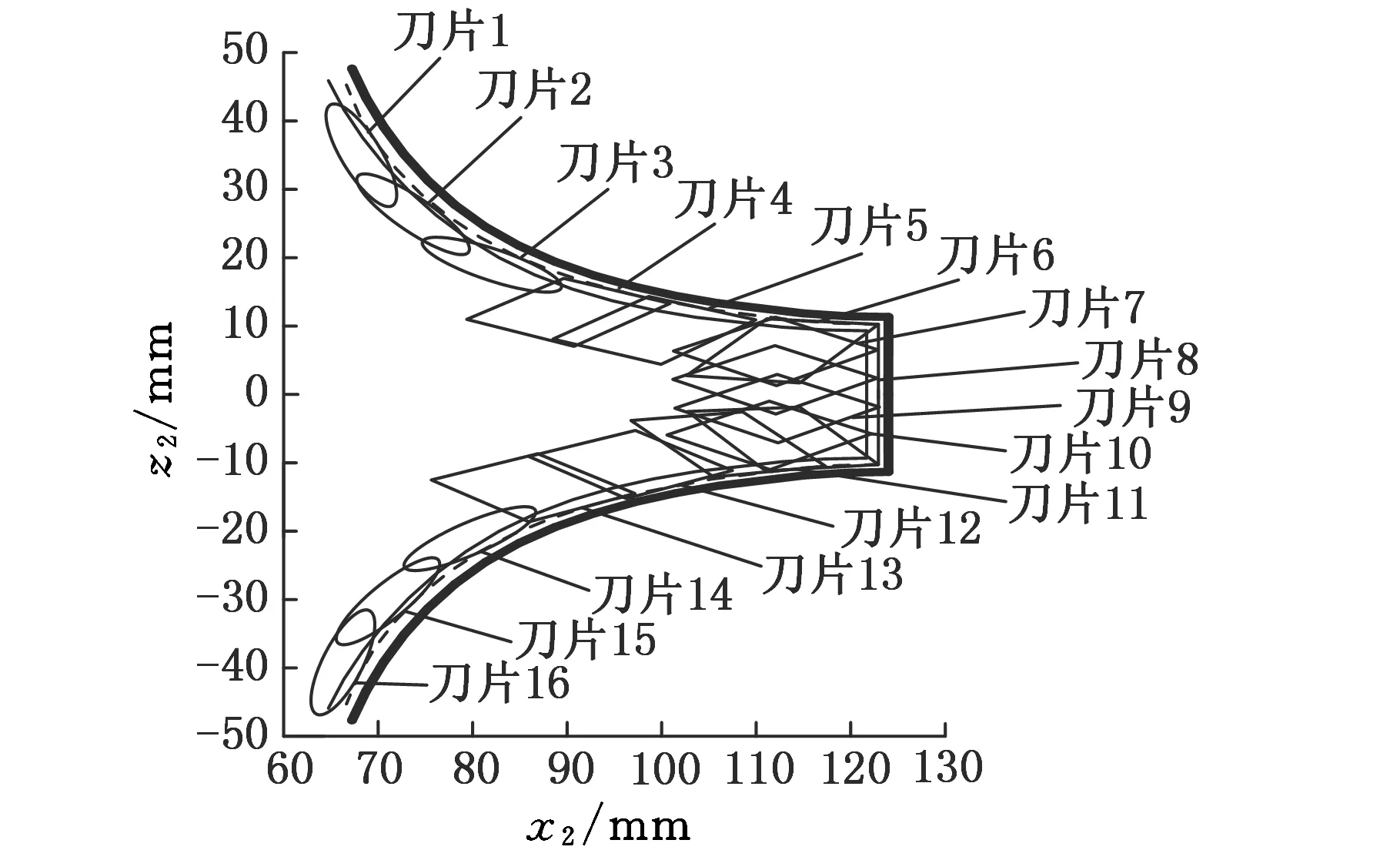
(b)陽轉(zhuǎn)子粗銑刀刀片排布圖10 粗銑刀刀片擬合結(jié)果示意圖
在參考了轉(zhuǎn)子材料相關(guān)文獻(xiàn)之后,同時考慮到雙螺桿壓縮機(jī)的工作狀況與壓縮機(jī)廠制造部的實際情況,雙螺桿壓縮機(jī)轉(zhuǎn)子材料選擇C-17號鋼,銑刀的刀片材料選擇硬質(zhì)合金材料YT15。通過對工件毛坯輪廓與螺桿轉(zhuǎn)子粗銑刀刀片輪廓進(jìn)行積分計算得出各刀片的材料去除量。再利用2.3節(jié)中的計算方法,對應(yīng)于文中所選擇刀片與工件的材料,指數(shù)參數(shù)1/m、1/w、1/h分別取為5、2.25、0.75,計算得出各刀片的生命周期比例,以便為粗銑刀刀片的及時更換提供參考。
由于粗銑刀刀片不同位置材料切削量不同,造成銑刀刀片磨損不均勻,使得銑刀刀片更換頻繁影響加工效率。粗銑刀設(shè)計過程中,在生命周期較短的刀片位置適當(dāng)增加刀片數(shù)量,使粗銑刀刀片的生命周期盡量一致,減少刀片更換次數(shù)。陰轉(zhuǎn)子粗銑刀多分度角安裝磨損嚴(yán)重的刀片示意圖,如圖11所示。在保證各刀片在刀體上存在足夠間隔的前提下,合理地安排各刀片分度角,粗銑刀刀片排布數(shù)據(jù)見表2。
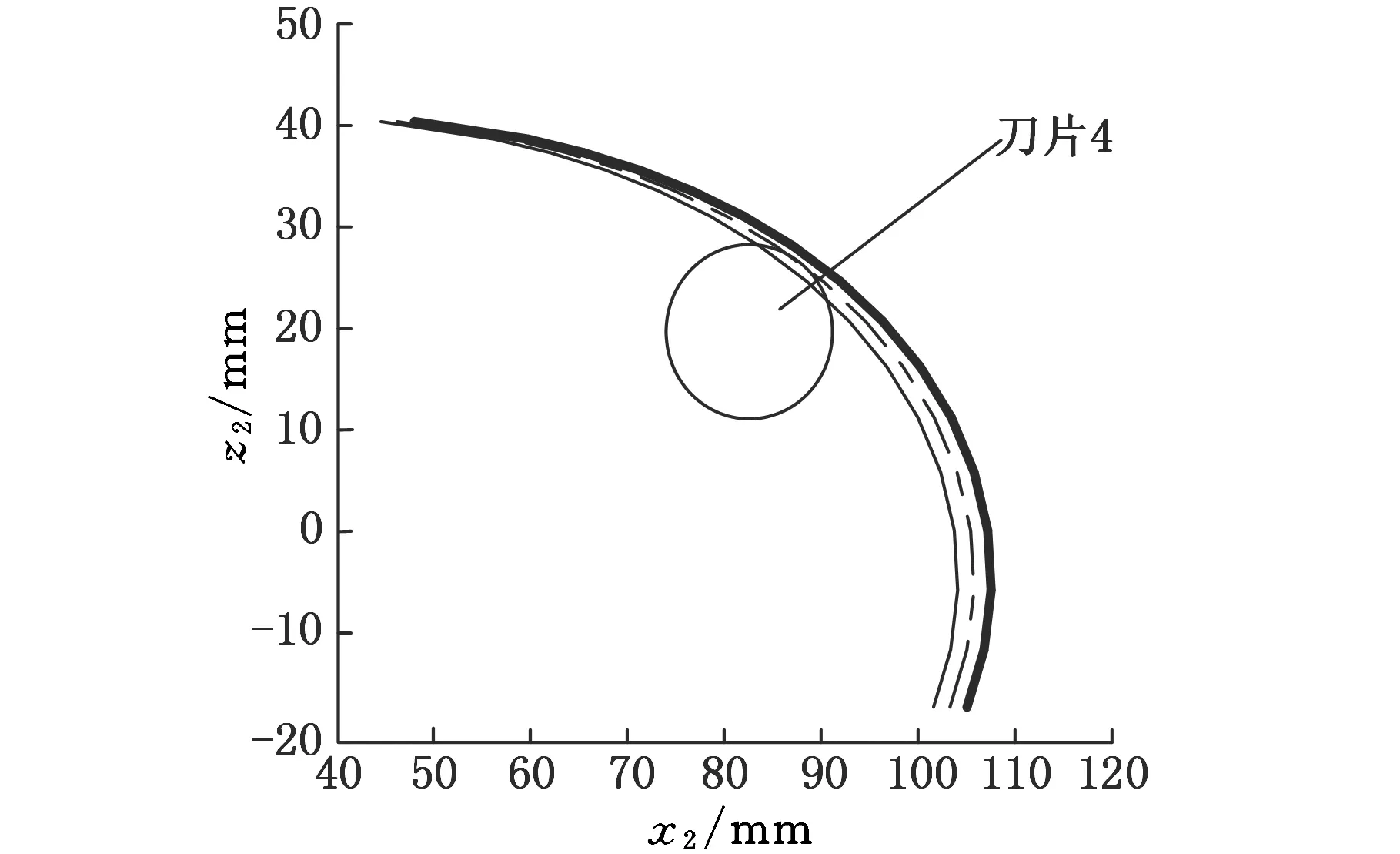
(a)分度角為-140.84°

(b)分度角為-14.27°圖11 刀片多分度角安裝示意圖
與無錫壓縮機(jī)股份有限公司合作,委托其制造部生產(chǎn)出雙螺桿壓縮機(jī)的陰陽轉(zhuǎn)子粗銑刀,如圖12所示。而精銑刀與磨削砂輪則依據(jù)精銑刀輪廓線與磨削砂輪輪廓線直接刃磨獲得。
3.2螺桿轉(zhuǎn)子加工實驗研究
雙螺桿壓縮機(jī)轉(zhuǎn)子復(fù)雜曲面粗銑刀設(shè)計中,利用擬合算法減小擬合誤差,以多刀片擬合銑刀輪廓線旨在獲得高質(zhì)量的雙螺桿轉(zhuǎn)子復(fù)雜曲面。然而,理論設(shè)計的螺桿轉(zhuǎn)子粗銑刀、精銑刀和磨削砂輪需要以實際加工實驗的方法進(jìn)行驗證。陰陽螺桿轉(zhuǎn)子的外節(jié)圓直徑分別為324 mm、333.6 mm,轉(zhuǎn)子毛坯經(jīng)過初步的車削加工(車外圓及軸等)之后,將轉(zhuǎn)子毛坯裝夾在轉(zhuǎn)子專用銑床上。按照設(shè)計要求調(diào)整刀具與轉(zhuǎn)子旋轉(zhuǎn)軸之間的距離及刀具安裝角之后,再進(jìn)行粗銑銑削加工。
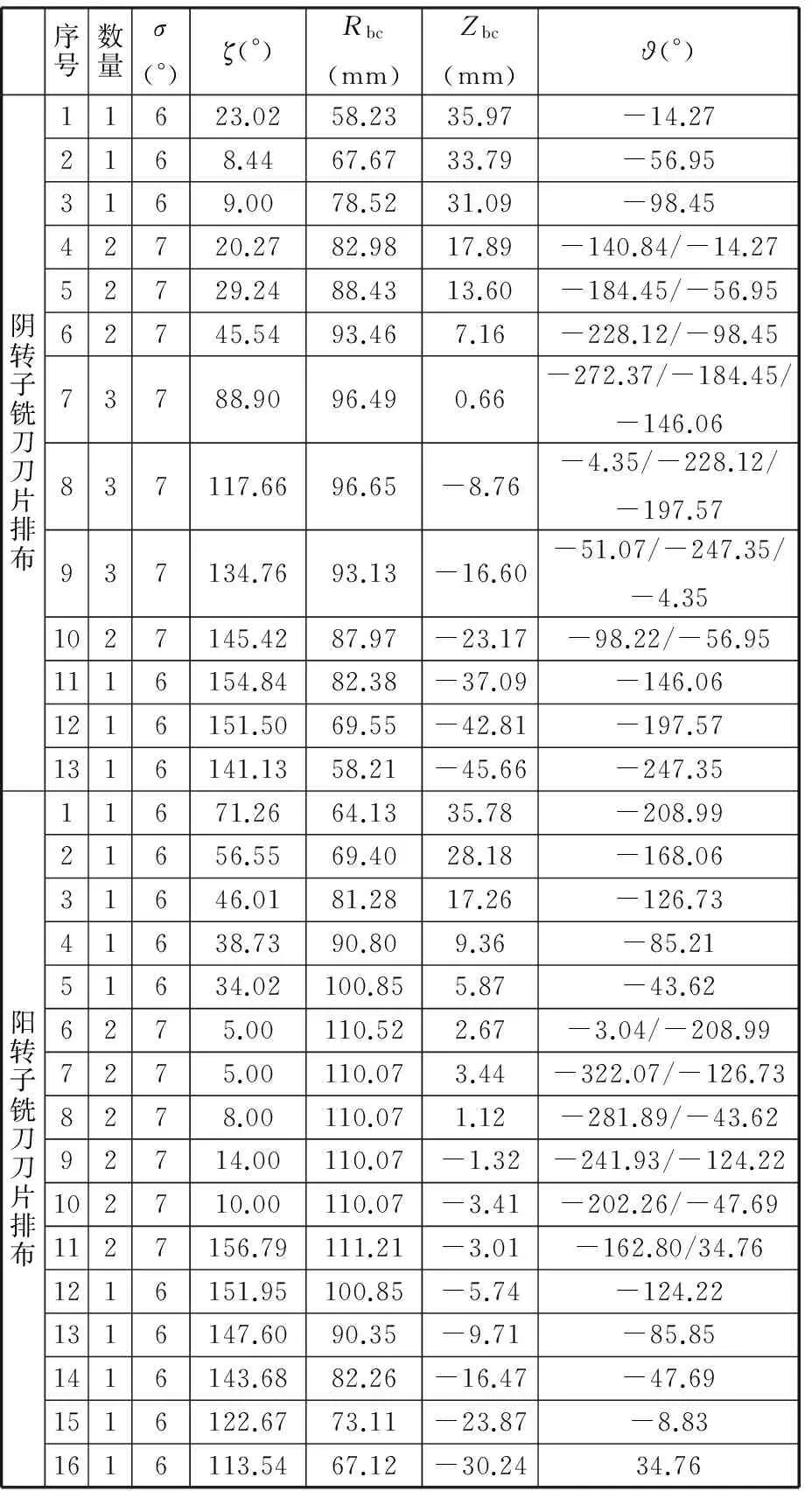
表2 銑刀刀片排布數(shù)據(jù)

(a)陰轉(zhuǎn)子銑刀 (b) 陽轉(zhuǎn)子銑刀圖12 螺桿轉(zhuǎn)子復(fù)雜曲面成形粗銑刀
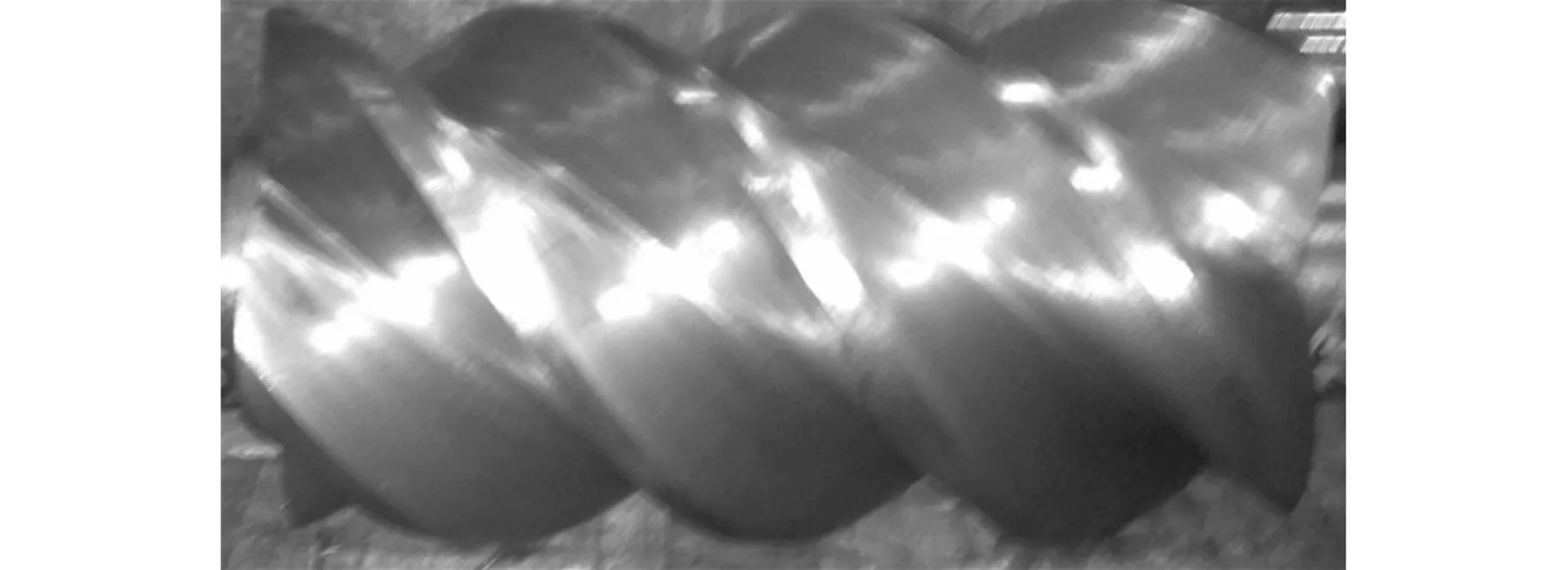
此次實驗在無錫壓縮機(jī)股份有限公司制造部進(jìn)行,轉(zhuǎn)子銑床采用英國霍勒伊德公司轉(zhuǎn)子銑床,應(yīng)用所設(shè)計的轉(zhuǎn)子銑刀對其進(jìn)行粗銑加工,加工后的表面粗糙度Ra=12.5 μm,滿足螺桿轉(zhuǎn)子粗加工精度要求;粗銑刀刀片的平均更換時間由原先的4 h延長至8 h,更換時間延長了一倍。銑削加工過程及陰轉(zhuǎn)子粗銑加工后的復(fù)雜曲面,如圖13所示。

(a)粗銑加工過程 (b) 轉(zhuǎn)子粗銑加工表面圖13 螺桿轉(zhuǎn)子粗銑加工及銑削結(jié)果
根據(jù)圖13所示的陰轉(zhuǎn)子粗銑加工結(jié)果可知:雖然應(yīng)用了可盡量減小誤差的銑刀輪廓擬合算法,但銑刀刀片的排布仍然較為松散,刀具之間的過渡不夠平滑,交接的地方存在棱角,這樣在加工后的陰轉(zhuǎn)子復(fù)雜曲面出現(xiàn)凸起的棱線條,使得螺桿轉(zhuǎn)子加工后的表面質(zhì)量下降;但是,采用設(shè)計的粗銑刀加工后的轉(zhuǎn)子表面符合粗銑加工的要求,凸起的棱線條可以通過精銑的方式去除,刀片更換的周期得以延長,提高了生產(chǎn)效率,因而轉(zhuǎn)子銑刀設(shè)計具有一定的可靠性和合理性,可以用于工件的粗銑加工。然后,配合精銑刀精銑螺桿轉(zhuǎn)子復(fù)雜曲面表面后,再進(jìn)行磨削加工可以得到較高質(zhì)量的螺桿轉(zhuǎn)子復(fù)雜曲面。

圖14 螺桿轉(zhuǎn)子復(fù)雜曲面成形精銑刀
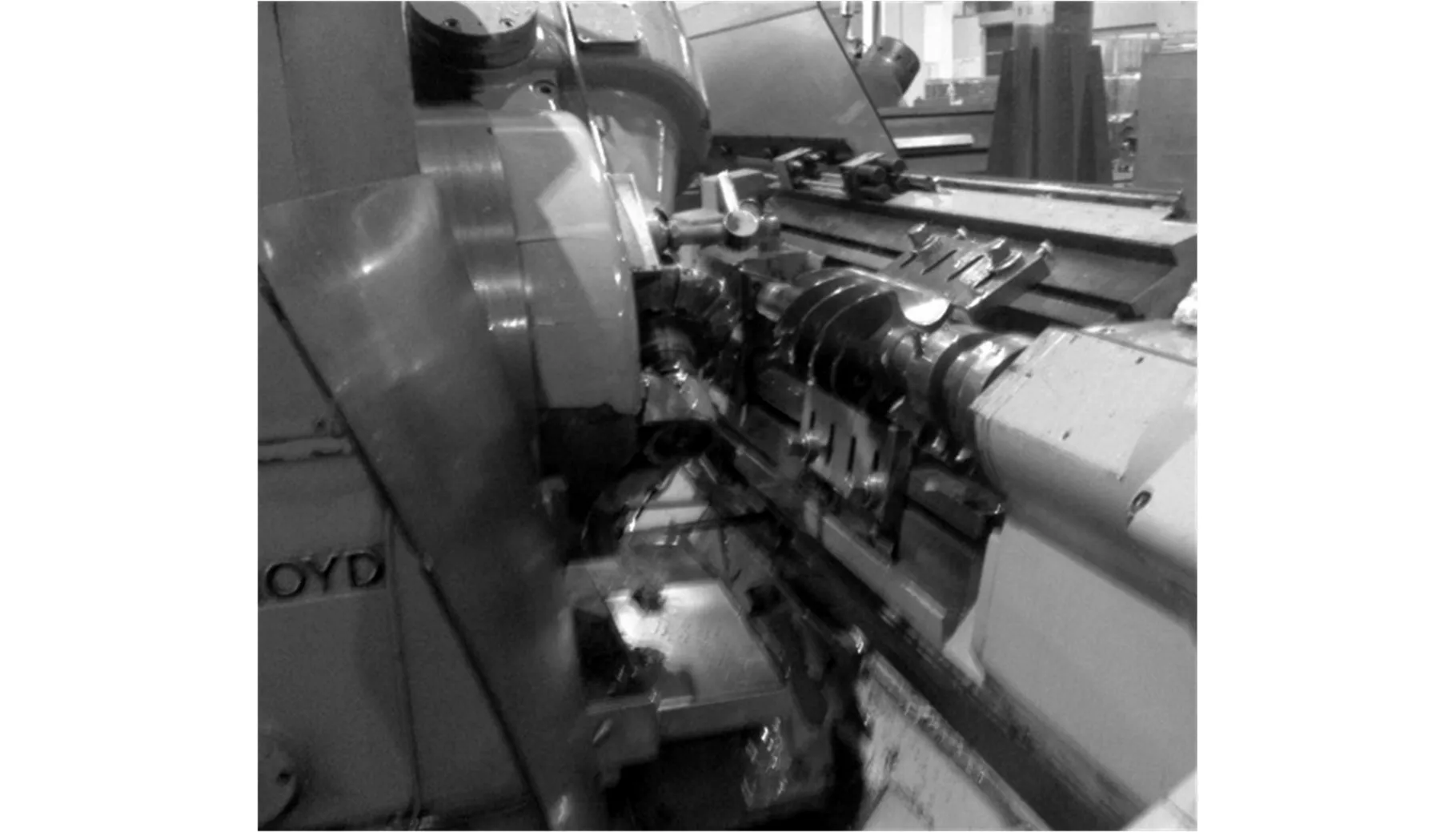
圖15 螺桿轉(zhuǎn)子的精銑加工
精銑加工后的螺桿轉(zhuǎn)子復(fù)雜曲面的表面粗糙度Ra=3.2 μm,在精度要求不高的情況下,精銑即可滿足設(shè)計要求,圖16a所示為陰轉(zhuǎn)子精銑結(jié)果。精密磨削加工的單次加工材料去除量一般低于0.1 mm,磨削加工機(jī)床為Holroyd TG350E,精磨加工后的轉(zhuǎn)子復(fù)雜曲面的表面粗糙度可達(dá)到Ra=1.6 μm,圖16b所示為陰轉(zhuǎn)子精磨結(jié)果,以上加工結(jié)果側(cè)面驗證了螺桿轉(zhuǎn)子加工刀具設(shè)計的合理性。
(a)精銑加工表面
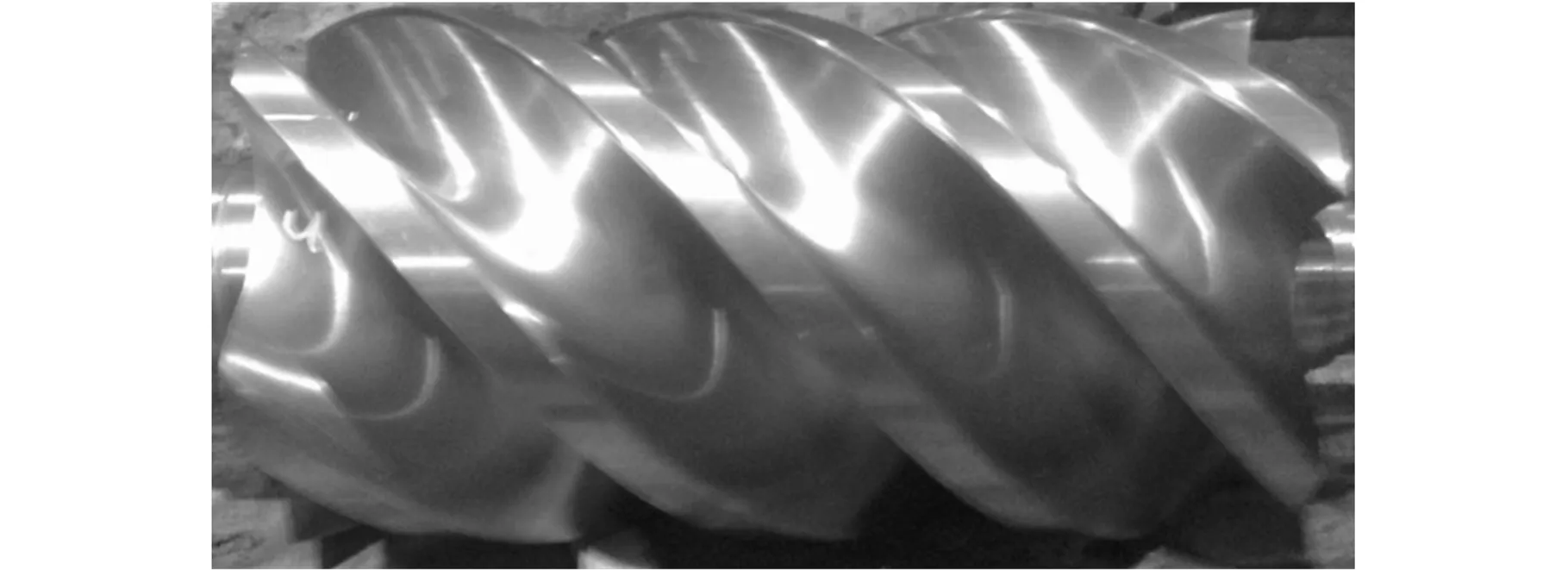
(b)精磨加工表面圖16 螺桿轉(zhuǎn)子精銑、精磨結(jié)果
4 結(jié)論
(1)依據(jù)雙螺桿壓縮機(jī)轉(zhuǎn)子復(fù)雜曲面成形原理得出刀具輪廓線。基于銑刀輪廓線特性和刀片尺寸手冊,選取合適的粗銑刀刀片。在滿足擬合形狀誤差的前提下,將各個刀片排布在粗銑刀與精銑刀輪廓線之間,得出了擬合的最少刀片數(shù)量;給出了各個安裝位置的刀片生命周期的計算方法,為粗銑刀設(shè)計提供了參考。
(2)針對粗銑刀的加工余量大,某些刀片存在磨損嚴(yán)重、生命周期較短的問題,提出了對于磨損嚴(yán)重、生命周期較短的擬合刀片,適當(dāng)增加這些刀片在銑刀盤上的安裝分度角的粗銑刀設(shè)計方法,以降低粗銑刀刀片的磨損,減少刀片更換次數(shù),提高生產(chǎn)效率。
(3)進(jìn)行了轉(zhuǎn)子加工實驗,螺桿轉(zhuǎn)子復(fù)雜曲面粗銑加工后表面粗糙度Ra=12.5μm,符合轉(zhuǎn)子粗加工精度要求,粗銑刀刀片的更換周期延長了一倍;精銑加工后表面粗糙度Ra=3.2μm,精磨加工后的表面粗糙度Ra=1.6μm,證明雙螺桿壓縮機(jī)轉(zhuǎn)子加工刀具設(shè)計方法具有一定的合理性。
[1]孫曉明. 工藝氣用螺桿壓縮機(jī)市場發(fā)展趨勢分析[J]. 壓縮機(jī)技術(shù), 2012(1):65-68.
SunXiaoming.AnalysisofMarketDevelopmentTrendsofScrewCompressorforProcessGas[J].CompressorTechnology,2012(1):65-68.
[2]吳華根, 唐昊, 邢子文,等. 間隙對雙螺桿制冷壓縮機(jī)性能的影響[J]. 西安交通大學(xué)學(xué)報, 2015,49(2):130-134.
WuHuagen,TangHao,XingZiwen,etal.ClearanceEffectsonPerformanceofTwinScrewRefrigerationCompressor[J].CompressorTechnology, 2015, 49(2):130-134.
[3]邢子文. 螺桿壓縮機(jī)研究進(jìn)展及應(yīng)用趨勢[J].通用機(jī)械,2006(1):30-33.
XingZiwen.TheScrewCompressorResearchProgressandApplicationTrends[J].GeneralMachinery,2006(1):30-33.
[4]巫修海, 張寶夫. 三種常見的干式螺桿真空泵螺桿轉(zhuǎn)子型線分析與螺桿加工方法探討[J]. 真空技術(shù), 2014, 51(3):5-9.
WuXiuhai,ZhangBaofu.AnalysisofRotorToothProfileandDiscussionofScrewRotorMachiningMethodsBasedonThreeCommonDryScrewVacuumPump[J].Vacuum, 2014, 51(3):5-9.
[5]李志峰, 張彥坤, 王高勇,等. 螺桿轉(zhuǎn)子成形磨削砂輪的修整[J]. 機(jī)床與液壓, 2014, 42(16):8-10.
LiZhifeng,ZhangYankun,WangGaoyong,etal.ResearchontheGrindingWheelDressingMethodofScrewRotor[J].MachineTool&Hydraulics, 2014, 42(16):8-10.
[6]侯紅玲, 趙永強(qiáng). 雙螺桿壓縮機(jī)轉(zhuǎn)子磨削參數(shù)的精確計算[J]. 機(jī)械設(shè)計, 2014, 31(10):72-75.
HouHongling,ZhaoYongqiang.CalculationofGrindingParametersofTwin-screwCompressorRotor[J].JournalofMachineDesign, 2014, 31(10):72-75.
[7]趙永強(qiáng), 侯紅玲, 李志峰,等. 雙螺桿壓縮機(jī)轉(zhuǎn)子的精密磨削工藝研究[J]. 制造技術(shù)與機(jī)床, 2014(2):28-32.
ZhaoYongqiang,HouHongling,LiZhifeng,etal.ResearchonTwin-screwCompressorRotorPrecisionGrindingMethod[J].ManufacturingTechnology&MachineTool, 2014(2):28-32.
[8]孫興偉, 趙正慶, 王可,等. 螺旋曲面成型拋光用千葉輪的廓型設(shè)計及修整方法[J]. 沈陽工業(yè)大學(xué)學(xué)報, 2014, 36(2):176-181.
SunXingwei,ZhaoZhengqing,WangKe,etal.ProfileDesigningandFinishingMethodforFlapWheelAppliedinShapingandPolishingofSpiralCurvedSurface[J].JournalofShenyangUniversityofTechnology, 2014, 36(2):176-181.
[9]ZhangZhengxiang,FongZhanghua.ANovelTiltFormGrindingMethodfortheRotorofDryVacuumPump[J].MechanismandMachineTheory, 2015, 90:47-58.
[10]賈建軍,陳曉東,于廣偉,等. 螺桿轉(zhuǎn)子滾刀的精確設(shè)計與精密加工[J].機(jī)械設(shè)計與制造,2013(11):129-135.
JiaJianjun,ChenXiaodong,YuGuangwei,etal.PreciseDesignandPrecisionMachiningforScrewRotatorHob[J].MachineryDesign&Manufacture, 2013(11):129-135.
[11]WuWeifeng,LiJian,FengQuanke.SimulationoftheSurfaceProfileoftheGrooveBottomEnvelopedbyMillingcuttersinSingleScrewCompressors[J].Computer-AidedDesign,2011,43:67-71.
[12]NikolaS,IanKS,AhmedK,etal.GeometryofScrewCompressorRotorsandTheirTools[J].JournalofZhejiangUniversity-ScienceA, 2011,12(4):310-326.
[13]LyashkovAA,PanchukKL.ComputerModelingofaPumpScrewandDiscToolCrossShapingProcess,InternationalConferenceonOilandGasEngineering[J].ProcediaEngineering, 2015,113:174-180.
[14]ParkSY,LeekHK,YangGE,etal.AStudyontheMachiningofCompressorRotorsUsingFormedTools[J].InternationalJournalofPrecisionEngineeringandManufacturing, 2010,11(2):195-200.
[15]WuYuren,HsuWH.AGeneralMathematicalModelforContinuousGeneratingMachiningofScrewRotorswithWorm-shapedTools[J].AppliedMathematicalModelling, 2014, 28:28-37.
[16]BrinksmeierE,MutlugunesY,KlockeF,etal.Ultra-precisionGrinding[J].CIRPAnnals—ManufacturingTechnology, 2010, 59:652-671.
[17]SinghV,GhoshS.DevelopmentofSpecificGrindingEnergyModel[J].InternationalJournalofMachineTools&Manufacture, 2012, 60:1-13.
[18]StosicN.AGeometricApproachtoCalculatingToolWearinScrewRotorMachining[J].InternationalJournalofMachineTools&Manufacture, 2006, 46:1961-1965.
(編輯王艷麗)
Study on Tool Profile Design of Screw Compressor Rotors Based on Life-cycle
He Xueming1Chen Zehua1Wu Meiping1Zhang Rong2
1.Jiangsu Key Laboratory of Advanced Food Manufacturing Equipment and Technology,Wuxi,Jiangsu,214122 2.Jiangnan University,Wuxi,Jiangsu,214122
In the rough milling process, the allowance differences of screw rotor blades at different positions were huge. There were the problems of uneven blade wears, and the machining precision and efficiency of the rotors were dropped. As a result, an algorithm of blade life-cycle was introduced to the cutting tool designs and a new design method was proposed. The numbers of serious worn blades were increased to make the blade life-cycle stay the same. Finally, the arc profile of screw rotors was put as research object. The cutting tools of screw rotors were designed and manufactured. The processing experiments of rotor were established through the cooperation with Wuxi compressor Co. Ltd. The machined surface roughness of multi-blade rough milling cutter of screw rotors is asRa=12.5 μm, which coincides with roughing machining standard of screw rotors. The interval of cutter blade replacement is extended twice. The experiments show that this design method has a better rationality.
life-cycle; screw rotor; twin-screw compressor; machining
2015-11-30
國家自然科學(xué)基金資助項目(51275210,51105175);江蘇省產(chǎn)學(xué)研項目(BY2013015-30);六大人才高峰項目(2013-ZBZZ-016);中央高校基本科研業(yè)務(wù)費(fèi)專項資金資助項目(JUSRP51511)
TH455
10.3969/j.issn.1004-132X.2016.18.001
何雪明,男,1966年生。江南大學(xué)機(jī)械工程學(xué)院教授。主要研究方向為自由曲線曲面CAD/CAE/CAM和逆向工程。發(fā)表論文50余篇。陳澤華,男,1992年生。江南大學(xué)機(jī)械工程學(xué)院碩士研究生。武美萍,女,1970年生。江南大學(xué)機(jī)械工程學(xué)院副院長、教授、博士研究生導(dǎo)師。張榮,女,1962年生。江南大學(xué)理學(xué)院副教授。