加載路徑對AA5083管件熱態非金屬顆粒介質成形性能的影響
2016-10-13 09:33:41陳曉華趙長財董國疆楊卓云曹秒艷
中國機械工程 2016年18期
關鍵詞:工藝
陳曉華 趙長財 董國疆 楊卓云 曹秒艷
1.燕山大學,秦皇島,0660042.先進鍛壓成形技術與科學教育部重點實驗室,秦皇島,066004
?
加載路徑對AA5083管件熱態非金屬顆粒介質成形性能的影響
陳曉華1,2趙長財1,2董國疆1楊卓云1,2曹秒艷1,2
1.燕山大學,秦皇島,0660042.先進鍛壓成形技術與科學教育部重點實驗室,秦皇島,066004
將顆粒介質作為傳力介質,應用于鋁合金管件內高壓熱成形工藝。通過熱單向拉伸試驗建立AA5083板材的本構模型。通過管材熱態顆粒介質脹形數值模擬,結合AA5083理論成形極限圖的分析,研究了不同加載路徑對管件壁厚分布、管端縮料量和主應變曲線的影響規律,并進行了相應的工藝試驗驗證。研究結果表明,合理匹配初始壓頭力和管端進給量參數,使預成形管坯在脹形區形成有益皺紋,可為脹形區管坯變形提供聚料作用,從而提高管件成形質量和脹形極限。
鋁合金管材;熱成形;非金屬顆粒;加載路徑
0 引言
現有的管材內高壓成形技術主要以液體為成形壓力的傳遞介質,該技術已在諸多領域成功應用。然而,輕合金管件成形若要實現較大的變形量往往需要采用加熱脹形工藝來獲得更大的延伸率和較小的回彈量。因此,鋁合金管件的熱成形對內高壓脹形介質、模具密封結構和增壓系統提出了更高的要求,這在一定程度上限制了內高壓成形技術的應用。針對此,本文提出了輕合金管材熱態顆粒介質成形工藝(hot granules medium pressure forming,HGMF),應用耐熱顆粒介質作為傳壓介質,從而解決管材熱態內高壓脹形工藝過程中所面臨的傳熱、密封等關鍵技術問題。
自本文第二作者趙長財等[1]提出固體顆粒介質成形工藝以來,本課題組針對顆粒介質傳壓性能、工藝特征的實驗和分析方法等進行了大量的研究。實驗研究表明,離壓頭加載方向越遠,顆粒介質徑向應力衰減越劇烈,且為非線性分布[2-3],顆粒介質的外摩擦因數隨著壓力增大而增大,且增長率隨壓力增大而降低,可用冪指函數表示[4]。數值仿真方面,對比分別基于顆粒介質有限元數值模型和離散元數值模型所建立的傳壓仿真模型可知,顆粒介質徑向壓力的數值模擬結果與傳壓性能試驗吻合度較好[5-6]。在實驗裝置方面,杜冰等[7-9]設計了一種帶有彈簧裝置的柔性模具結構,分析了高強度鋼變形時內壓與管材成形形狀之間的關系,探究了窄環帶管件脹形及縮頸的工藝成形特征,并確定縮頸成形時管件發生環向失穩的幾何判定條件。在管件變形分析方面,趙長財等[10-11]假設變形區輪廓符合拋物線或橢圓模型,得到脹形系數為1.35的不銹鋼管件變形區任意一點應力應變狀態。以上文獻主要在常溫下探究顆粒介質性質和成形工藝特征,未深入分析該工藝特征對管件成形質量的影響。
在管材內高壓成形工藝中,脹形力和管端進給量是保證管件成形質量的兩個重要加載參數,國內外學者在此方面開展了大量的研究工作。施加管端進給可以延遲管件破裂[12-16]。初始脹形力的施加可以阻止管坯局部起皺,提高管件成形質量[17]。在管材雙面液壓成形工藝中,作用于管件外表面的脹形力可以提高管件過渡區的成形性能[18-19]。一些學者以管件成形質量為標準,分別采用以管件脹形輪廓和模具輪廓為最小形狀差的模擬退火算法,以厚度準則為判斷依據的ANSYS參數化設計語言的自適應方法,以及以頸縮和起皺為指標的模糊控制技術[20-22],對加載路徑進行了探究。
本文根據熱單向拉伸試驗建立AA5083板材的本構方程,并確定最優成形溫度。基于擴展的Drucker-Prager線性模型,建立最優成形溫度下管材HGMF的仿真模型,結合AA5083理論成形極限圖(forming limit diagram,FLD),分析加載路徑對管件壁厚變化、管端縮料量和主應變曲線的影響規律,并進行了相應的工藝驗證試驗。
1 材料性能試驗
1.1熱單向拉伸試驗
本研究所用管材是由AA5083板材通過卷焊而成的,規格為φ100 mm×1.5 mm,焊接區占管材環向尺寸的3%左右,焊絲為AA5B06,與板材材質相近。管材的材料性能通過板材的熱單向拉伸試驗獲得。表1為采用X射線熒光光譜分析儀測定的AA5083板材的材料化學成分。

表1 AA5083化學成分(質量分數) %

σ=346.3ε0.284(MPa)
(1)
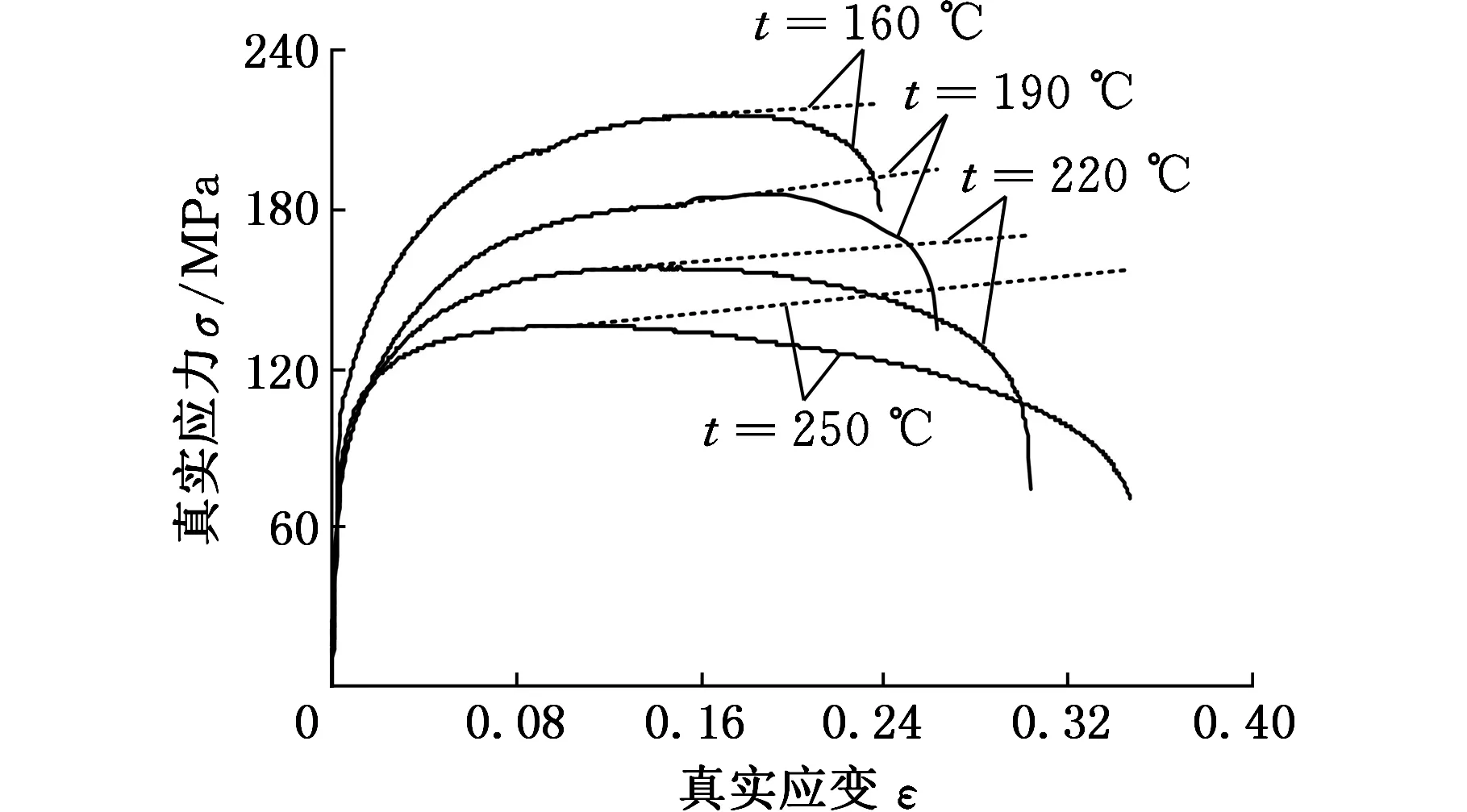
圖 s-1時不同溫度下AA5083真實應力-應變曲線
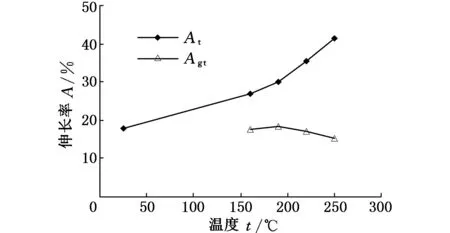
圖 s-1時不同溫度下板材最大力總伸長率Agt和斷裂總伸長率At曲線
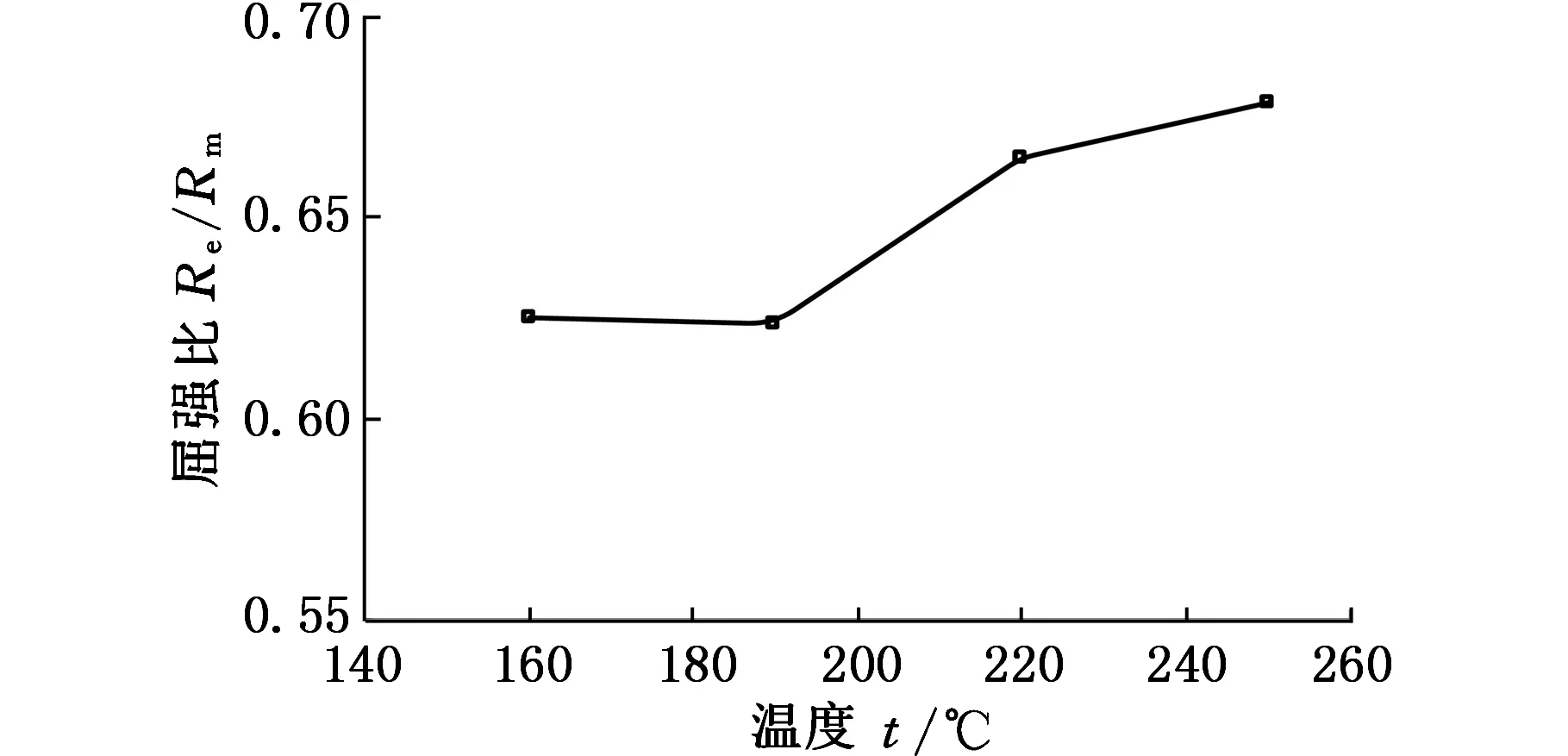
圖 s-1時不同溫度下AA5083屈強比
1.2 顆粒介質傳壓性能
本研究所選用的顆粒介質(non-metallicgranule,NMG) 的主要成分為ZrO2和SiO2,直徑在0.220~0.380mm之間,外觀光潔圓整,常溫下洛氏硬度達到48~55HRC,屬于無黏性材料,即黏聚力為零,顆粒介質具有壓硬性、剪脹性和摩擦性。根據HGMF工藝加載特點設計了熱態HGMF介質傳壓性能試驗裝置,包含加載系統、溫控系統、測試系統和數據采集分析系統。傳壓性能測定主要通過均布于承壓筒兩側等間距的壓力傳感器和上下壓頭(自制壓力傳感器)實現(圖4)。
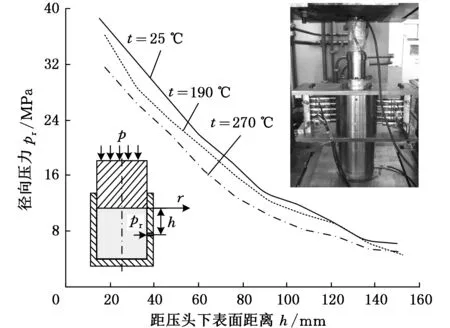
圖4 徑向壓力隨變形溫度的變化曲線(p=90 MPa)
在HGMF工藝過程中,顆粒介質承載并與管材耦合變形,顆粒介質表現出傳壓非均勻分布、體積減縮[23]、與管材間產生摩擦作用三項主要特征。
通過大量的測試分析表明,NMG介質徑向壓力pr隨著變形溫度的升高而減小,但影響并不顯著;同時,在壓頭加載方向,徑向壓力隨著遠離壓頭而線性衰減。變形溫度并未對徑向壓力的衰減率帶來影響,在室溫至270 ℃范圍內,衰減率基本相同,如圖4所示。
采用巖土力學中的擴展Drucker-Prager線性材料模型可以表達單調加載條件下散粒體的力學特性。依據巖土力學理論和分析方法,本文自行設計并開展了熱態顆粒介質剪切試驗和體積壓縮試驗,得到了變形溫度為190 ℃的NMG介質內摩擦角β、三軸拉伸屈服應力與三軸壓縮屈服應力之比χ、剪脹角ψ等擴展的Drucker-Prager線性模型參數,以及NMG介質外摩擦因數μn,如表2所示。顆粒介質在此溫度下的本構方程可用冪值函數表示:

(2)
2 加載路徑的有限元分析
2.1有限元模型的建立
基于190 ℃下顆粒介質傳壓性能試驗,建立顆粒介質傳壓模型,驗證190 ℃下擴展的Drucker-Prager線性模型參數(表2)和顆粒介質本構方程的正確性。對比不同壓頭壓力下試驗和模擬的徑向壓力曲線(圖5),可知兩者變化趨勢相同,誤差小于10%。因此190 ℃下擴展的Drucker-Prager線性模型可用于管材脹形工藝分析。
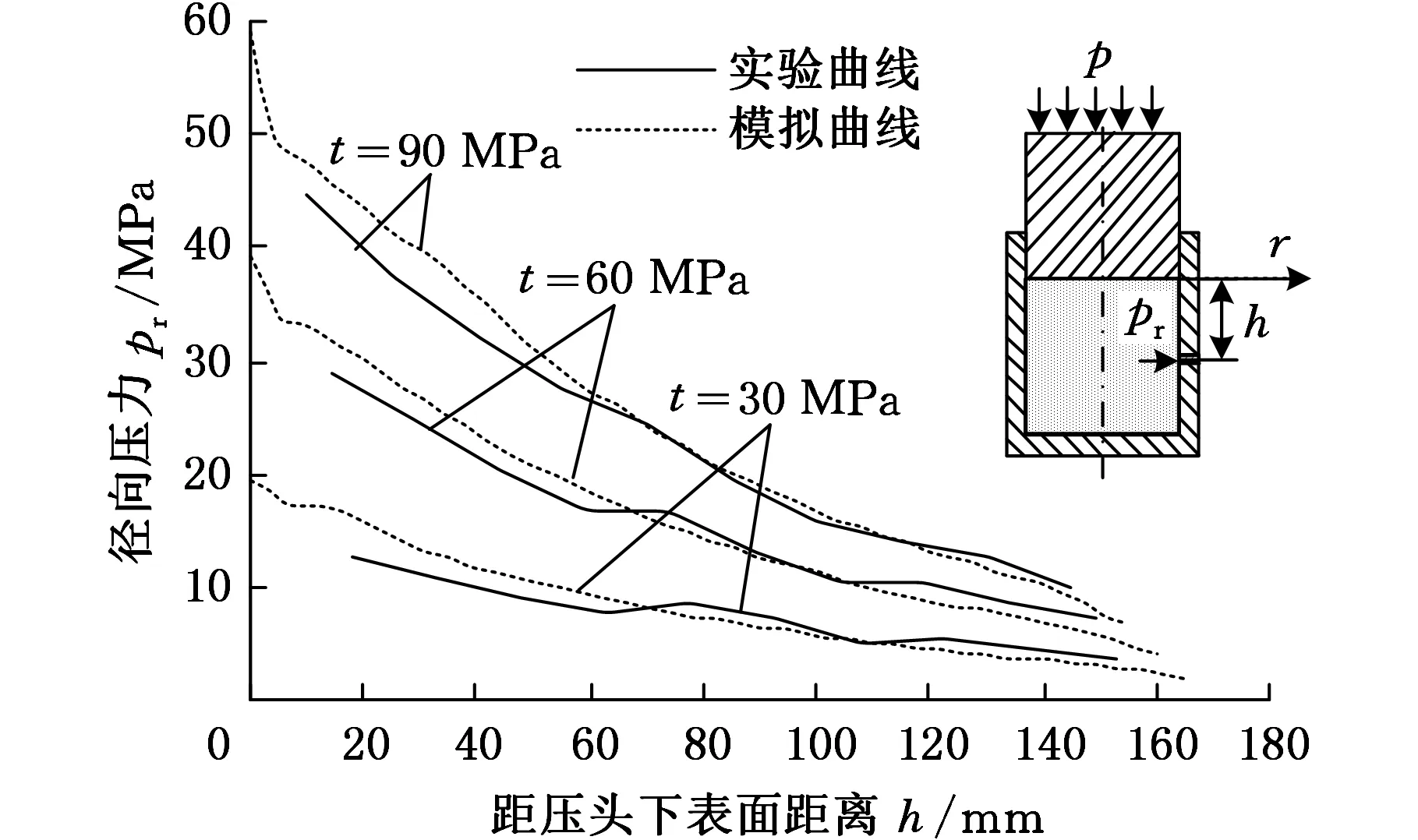
圖5 徑向壓力的試驗和模擬對比曲線(t=190 ℃)
采用ABAQUS/Explicit模塊分析管材脹形過程。仿真過程中管坯在脹形區板殼和NMG介質變形劇烈,網格容易產生扭曲,導致計算精度下降。因此,對NMG介質和管坯網格賦予自適應功能;忽略管坯的厚向異性,厚度方向取7個積分點;壓頭、型腔等部件均定義為解析剛體,模具尺寸如圖6所示。接觸面之間采用罰函數接觸算法,定義庫侖摩擦,其中管坯與凹模之間摩擦因數定義為0.05,NMG介質與管坯、模具之間的摩擦因數按表2設定。本研究的HGMF工藝仿真假定為等溫狀態,材料屬性均采用190 ℃的參數設置,并忽略變形過程中的熱力轉換和熱交換作用。
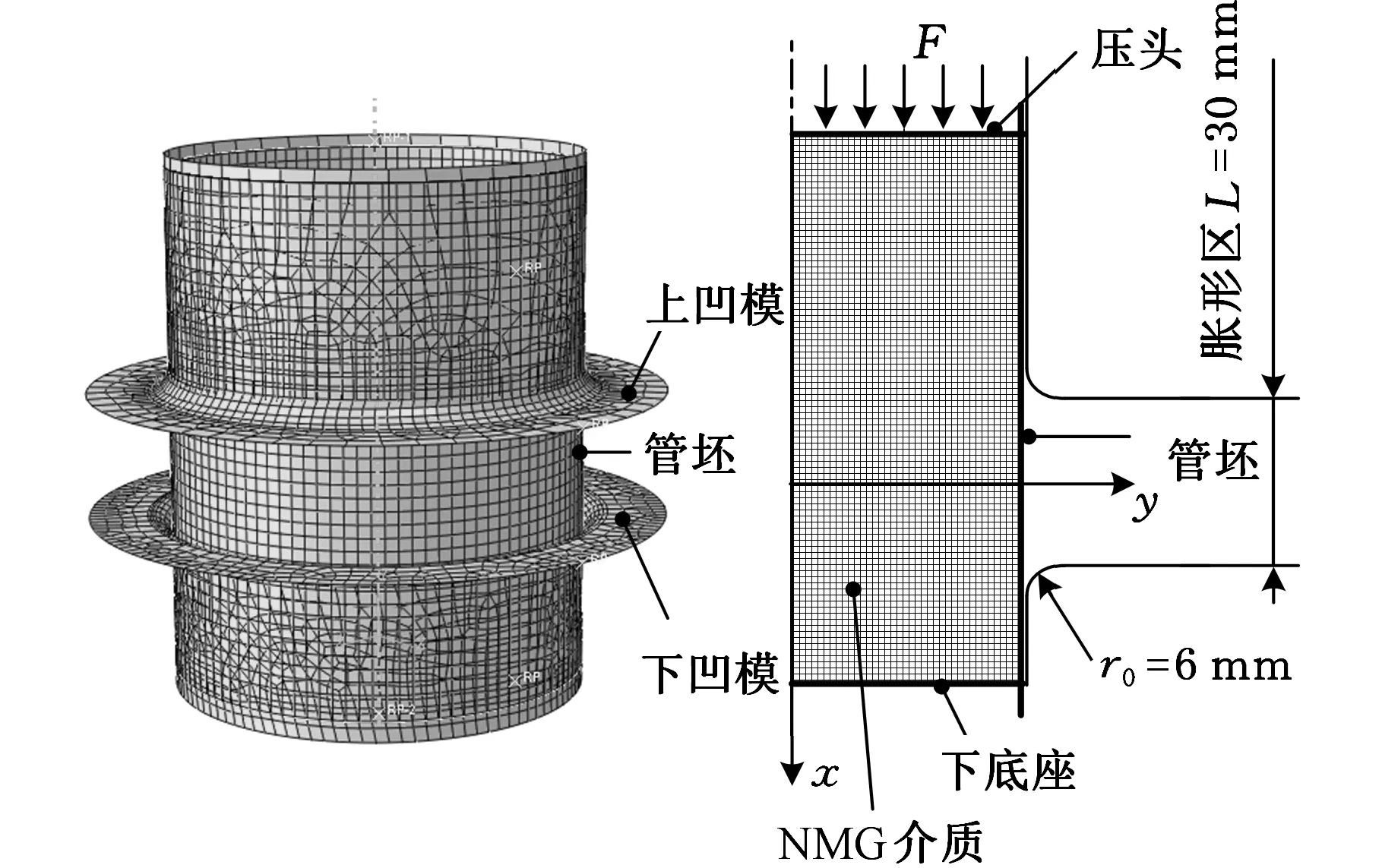
圖6 脹形有限元模型
HGMF工藝數值模擬采用單向加載方式,壓頭加載給NMG介質,介質傳遞壓力作用于管坯,并包覆于管坯內表面,與管坯共同變形。設定管坯初始高度90 mm,外徑D0=100 mm,壁厚δ=1.5 mm,厚徑比η=δ/D0=0.015。分別給定壓頭壓力和管端進給量,通過時間幅值表控制協調,形成不同的加載路徑。壓頭加載通過剛體參考點給定集中力來實現,管端進給量通過給定管端面節點耦合參考點施加位移來實現。
2.2管端無約束狀態脹形
基于AA5083材料性能參數繪制理論FLD,根據HGMF工藝仿真數據預測管端無約束狀態管件脹形極限,分析脹形過程管件變形狀態和壁厚變化規律。AA5083管材理論FLD的建立采用M-K理論[24-25],材料參數按照熱單向拉伸試驗(t=190 ℃)結果給定,本構方程依照式(1),忽略厚向異性特征,假定材料符合Hill48屈服準則,通過數值方法求解得到變形溫度為190 ℃的理論成形極限曲線。初始厚度不均度f0=0.99,并通過熱單向拉伸試驗和數值仿真的結果來比對驗證。
通過管端無約束的HGMF工藝仿真,選取壓頭加載力分別為210 kN、230 kN和250 kN的三個脹形狀態,順序提取管坯軸向節點的第一主應變和第二主應變數值,并繪制在理論FLD上,如圖7所示,其中B點為管坯脹形最大直徑點,A點和C點分別為管坯上下圓角點。B點將管件母線分為對稱的上下兩部分,但其主應變線并不重合,這是本工藝采用單向加載方式形成的特征。隨著脹形的發展,壓頭力逐漸增大,B點向成形極限線逐步靠近。當壓頭力F=250 kN時,B點的主應變值達到理論FLD的破裂判定區域。此時,管端縮料量St=24.8 mm,B點脹形直徑D=140.2 mm,壁厚δ=1.09 mm,如圖8所示。管材自由變形區脹形最大直徑和壁厚變化隨著脹形的發展呈現單調線性變化。
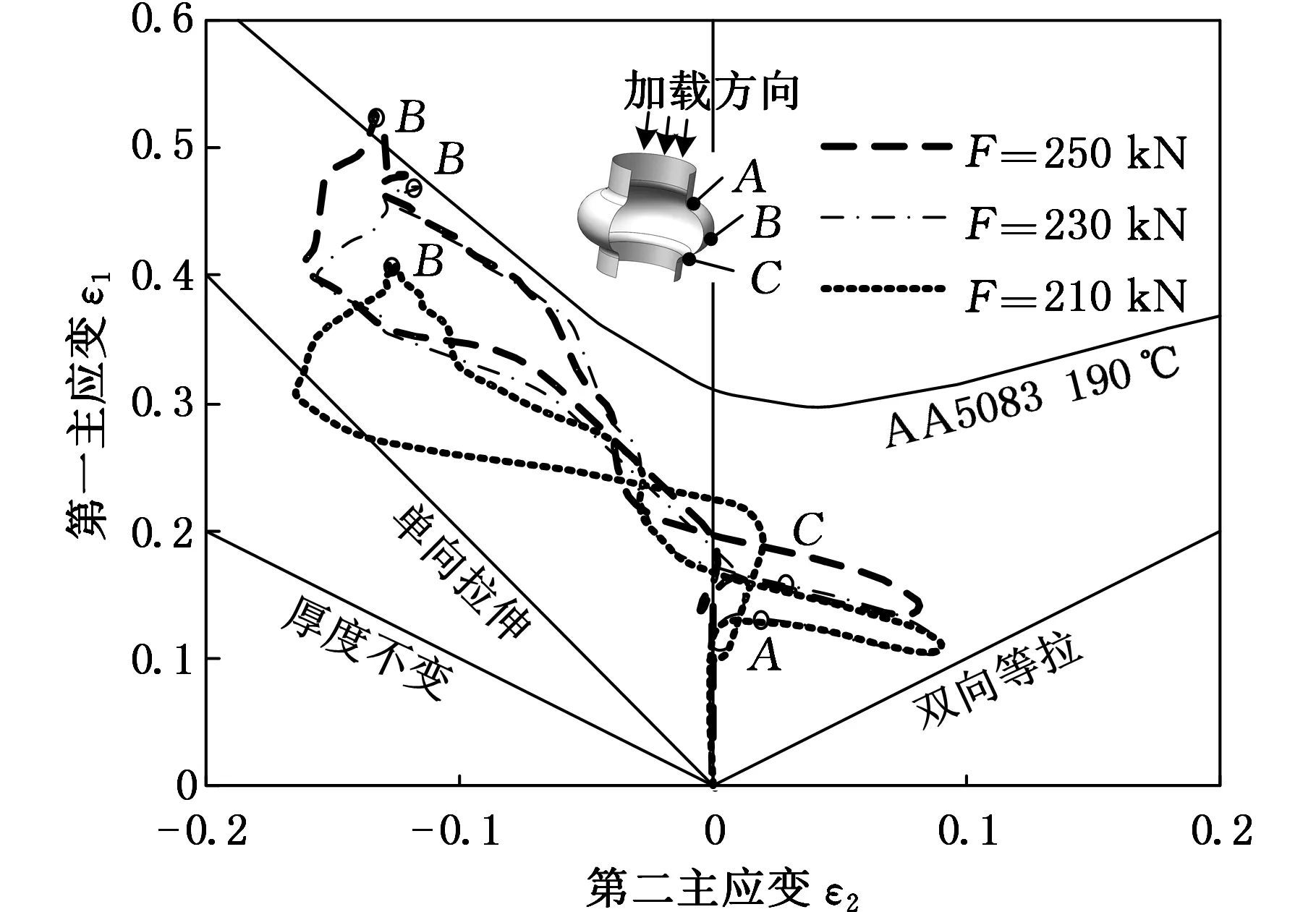
圖7 管端自由收縮時不同壓頭力下主應變軌跡
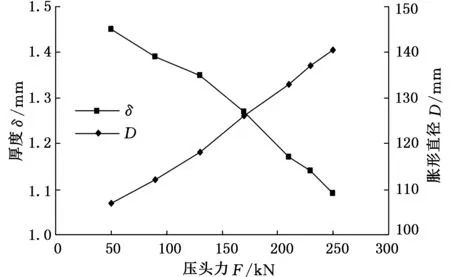
圖8 管端無約束狀態脹形最大直徑和壁厚變化曲線
為了增大管件的脹形極限,避免因壁厚局部區域的減薄而造成的破裂失穩,在管件脹形時需要對最大直徑點B點所在區域進行補料。
2.3管端主動進給脹形
由前文分析可知,管端無約束狀態下,壓頭力F=250 kN時管件最大直徑點B點的主應變值已達到AA5083的理論FLD破裂判定區域。因此下面將在脹形最大直徑D=140 mm條件下,討論管端進給和初始壓頭力組成的加載路徑對管件母線主應變曲線、管端縮料量、壁厚變化和成形壓力的變化規律,其中管端進給分為給定初始壓頭力和不給定初始壓頭力兩種方式。
2.3.1相同軸端進給量、不同初始壓頭力對脹形質量的影響
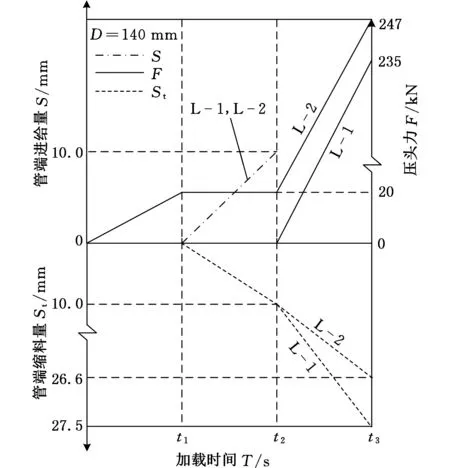
圖9 相同管端進給量下加載路徑和管端最終收縮量
圖9為2種加載路徑L-1、L-2以及對應的管端縮料量,首先分別對顆粒介質施加初始力F0=0和F0=20 kN,保持F0不變,管端給定相同進給量S=10 mm,脹形繼續發展,壓頭繼續加載至達到脹形最大直徑(D=140 mm)。成形過程中兩種加載路徑下脹形最大直徑點分別為B1和B2,管端縮料量St分別為27.5 mm、26.6 mm。兩種加載路徑下管坯變形過程如圖10所示。管坯在變形中產生了3類皺紋,b類皺紋沿軸向形成,a類和c類皺紋沿周向形成,3類皺紋隨著管端進給量的施加基本上同時出現。隨著管端進給量的增大,a類和b類皺紋相交區域形變劇烈,初始壓頭力F0=20 kN時此處的形變程度明顯減小。隨著壓頭力的增大,初始壓頭力F0=20 kN的皺紋被展平,而初始壓頭力F0=0的皺紋未展開。認為皺紋能完全展開并獲得合格試件的為有益皺紋,因此,壓頭力F0=20 kN時所產生的褶皺為有益皺紋。圖11示出了脹形最大直徑點B點在成形過程中的應變路徑,管件脹形區母線主應變軌跡隨著初始壓頭力的增大向成形極限靠近。在成形初始階段由于管端進給,管件軸向應變大于環向應變,使管件產生皺紋,隨著壓頭力的增大,環向應變大于軸向應變,有利于皺紋的展開。當無初始壓頭力時,脹形過程中最大直徑點B點應變路徑變化劇烈,無初始壓頭力時管件壁厚的變化也較劇烈(圖12),因此對管件施加F0=20 kN的初始壓頭力有益于成形質量的提高。

圖10 相同軸端進給量不同壓頭力下管件脹形過程
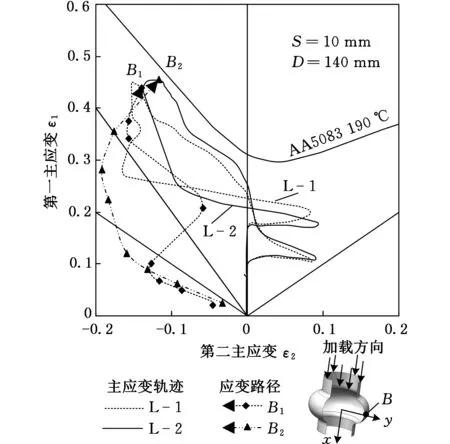
圖11 S=10 mm時不同初始壓頭力下主應變軌跡
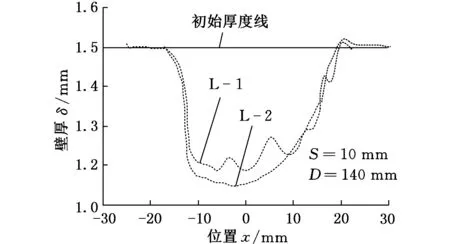
圖12 S=10 mm時不同初始壓頭力下壁厚分布
2.3.2相同初始壓頭力、不同管端進給量對脹形質量的影響
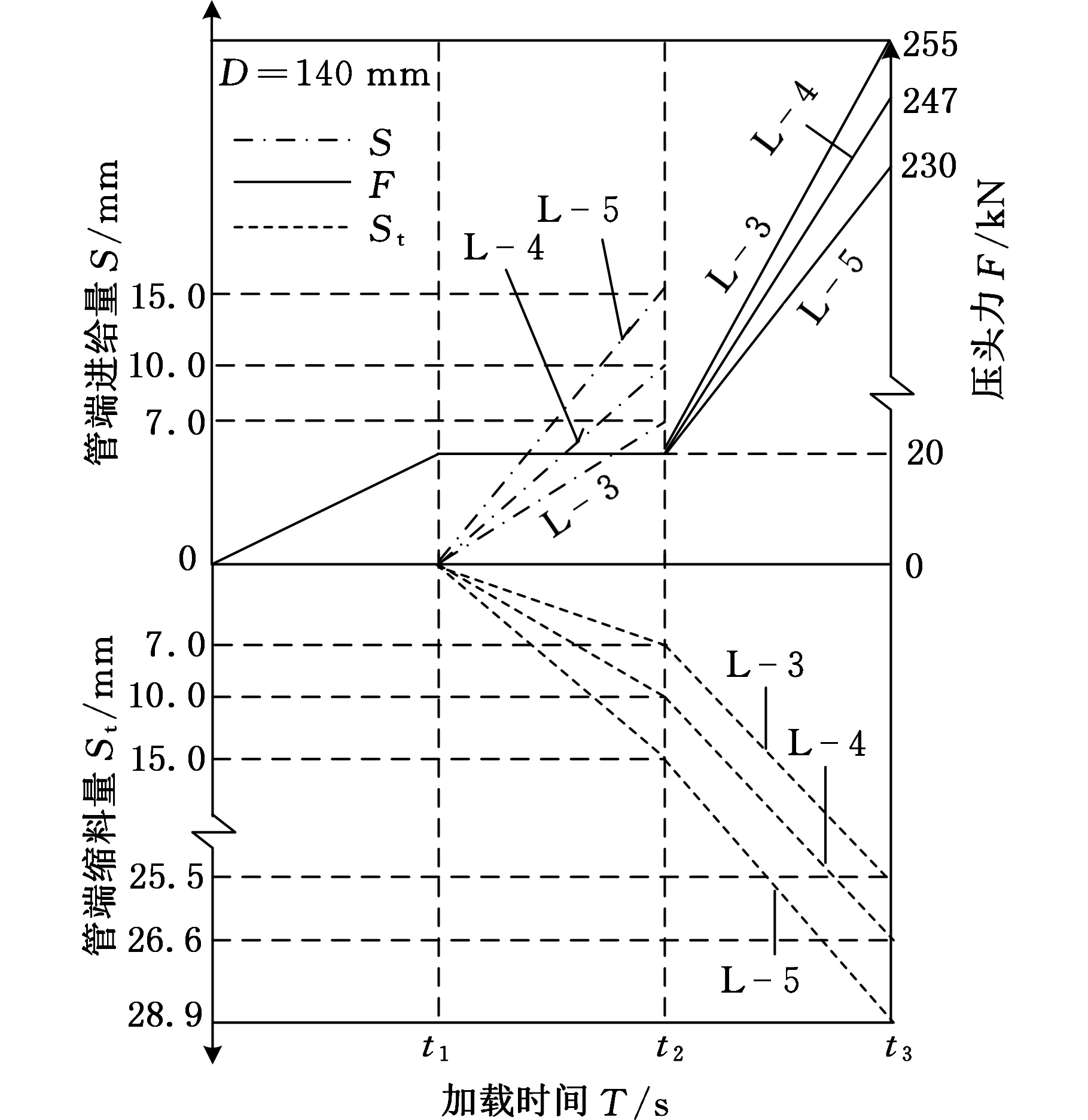
圖13 相同壓頭力下加載路徑和管端收縮量
圖13所示為3種加載路徑L-3、L-4和L-5以及對應的管端縮料量。首先對顆粒介質施加初始力F0=20 kN,保持F0不變,管端分別給定進給量S為7 mm、10 mm和15 mm,脹形繼續發展,壓頭繼續加載至脹形最大直徑D=140 mm。成形過程中脹形最大直徑點分別為B1、B2和B3,管端最終收料量St分別為25.5 mm、26.6 mm和28.9 mm。管件母線主應變曲線隨著管端進給量的增大而遠離成形極限(圖14),壁厚減薄率隨著管端進給量的增大而減小(圖15)。分析最大直徑點B點的主應變路徑可知,管坯軸向應變隨著管端進給量的增大而增大,當管端進給量S=15 mm時最大直徑點B點應變路徑變化程度大于管端進給量S為7 mm、10 mm時的變化程度。
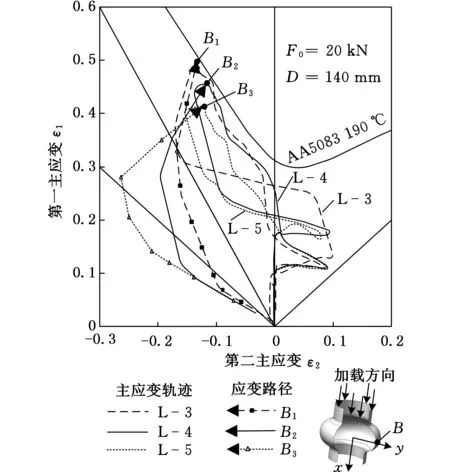
圖14 F0=20 kN時不同管端進給量下主應變軌跡
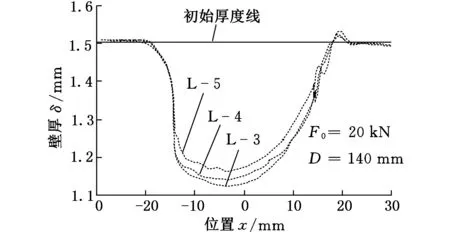
圖15 F0=20 kN時不同管端進給量下壁厚分布
綜上分析,以脹形最大直徑D=140 mm為目標,通過對不同加載路徑下成形極限、最大直徑點B點應變路徑、起皺演化過程、管端縮料量和壁厚變化的仿真分析可知,最優的加載路徑為:初始壓頭力F0=20 kN,管端進給量S=10 mm,最終壓頭力F=247 kN,此時,最大壁厚減薄率為24%,管坯軸端的最終縮料量為26.6 mm。
3 工藝試驗
3.1試驗裝置
根據熱態HGMF介質管材脹形工藝特點以及試驗設備所能實現的工藝加載方案,設計了熱態HGMF介質管材脹形試驗裝置(圖16),包括模架、溫度控制和數據采集分析系統。模架由上模座、凹模和下模座組成,上模座和凹模固定不動,管坯放置于凹模中,顆粒放置于下模座中,通過壓頭和下模座的向上位移分別對顆粒施加壓頭力和管端進給。溫控系統由均勻分布于上下模座以及凹模的20根加熱棒和3根熱電偶組成的閉環控制系統組成。壓頭和下模座的實時位移及壓力信號數據通過液壓機控制臺獲得,將數據輸入到外接智能信號采集分析儀,最后存儲于計算機系統進行數據分析。
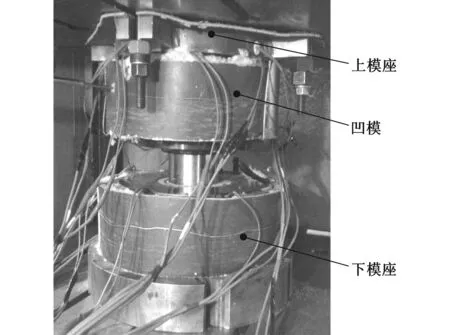
圖16 熱態NMG介質管材脹形試驗裝置
管材脹形試驗在課題組自行設計的2000kN多功能油壓機上進行,該壓機分為上下4個滑塊,壓力、行程、速度均為數字控制,每個滑塊可單獨實現控制,壓力參數分辨能力為±0.1MPa,位置參數分辨能力為±0.1mm,速度參數分辨能力為±0.1mm/s。工藝脹形中,恒等壓力通過下主缸來實現,管件軸端進給通過下滑塊的向上運動來實現。
3.2管端自由縮料狀態管件成形試驗
(a)初始管坯 (b)F=230 kN
(c)F=250 kN (d)破裂圖17 無管端進給不同壓頭力下脹形管件
圖17所示為管端自由縮料狀態不同壓頭力下脹形管件,當壓頭力F=230kN時,管件脹形輪廓和壁厚變化均勻,實測最大脹形直徑為D=138.5 mm,脹形比(γ=Dmax/D0)為1.38,最小壁厚為1.15 mm,管端縮料量為25 mm。當壓頭力達到F=250 kN時管坯脹形區發生了沿著軸向的破裂,呈現明顯的韌性斷裂特征。這與模擬脹形最大直徑點B點處于破裂判定區域的預測結果(圖7)相同。
3.3管端主動進給管件成形試驗
圖18所示為相同管端進給量S=10 mm、不同初始壓頭力下脹形管件的工藝試件及中間狀態。當初始壓頭力為F0=0時,管端起皺未完全脹開,管件發生了沿著軸向的破裂。對脹形管件的中間狀態進行分析,管件產生了4個波峰向內的皺紋,皺紋將管周均勻分成4個部分,這與數值模擬中管坯起皺情況相同(圖10),并且圖12、圖13中管件最大直徑點B點應變路徑和壁厚變化較劇烈,因此管件的破裂可能是由于a區和b區形變劇烈所導致。當初始壓頭力為F0=20 kN時,管件產生了5個波峰向內的皺紋,皺紋將管周均勻分成5個部分,皺紋尺寸小于初始壓頭力F0=0時產生的皺紋,隨著壓頭力的增大,這5個皺紋被展平,并且管件最終脹形輪廓和壁厚均勻性較好。因此認為初始壓頭力F0=20 kN時產生的皺紋有益于管件成形。
(a)F0=0
(b)F0=20 kN圖18 相同管端進給(S=10 mm)不同初始壓頭力下脹形管件及中間形態
相同初始壓頭力F0=20 kN、不同管端進給量下獲得的脹形管件如圖19所示。當達到最大脹形直徑D=140 mm時,進給量S=7 mm和10 mm壁厚變化均勻,壓頭力F分別為250 kN和240 kN;當管端進給量為S=15 mm時,管件發生了沿著軸向的破裂,呈現明顯的韌性斷裂特征,這可能是由于過大的管端進給使a區和b區形變劇烈,起皺后期無法展開,從而引起破裂。
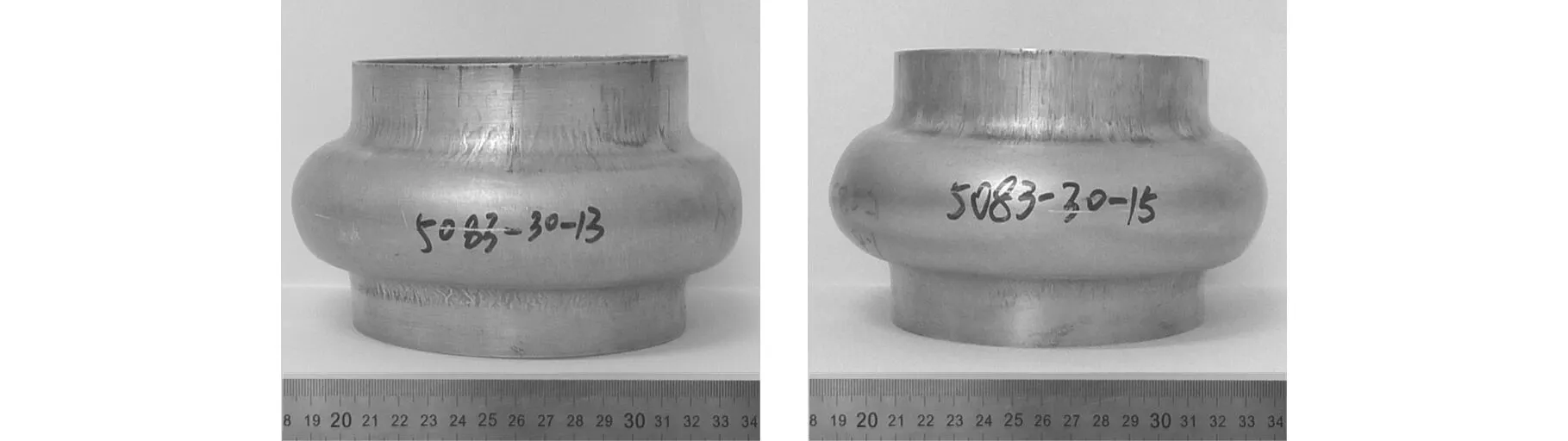
(a)S=7 mm (b)S=10 mm
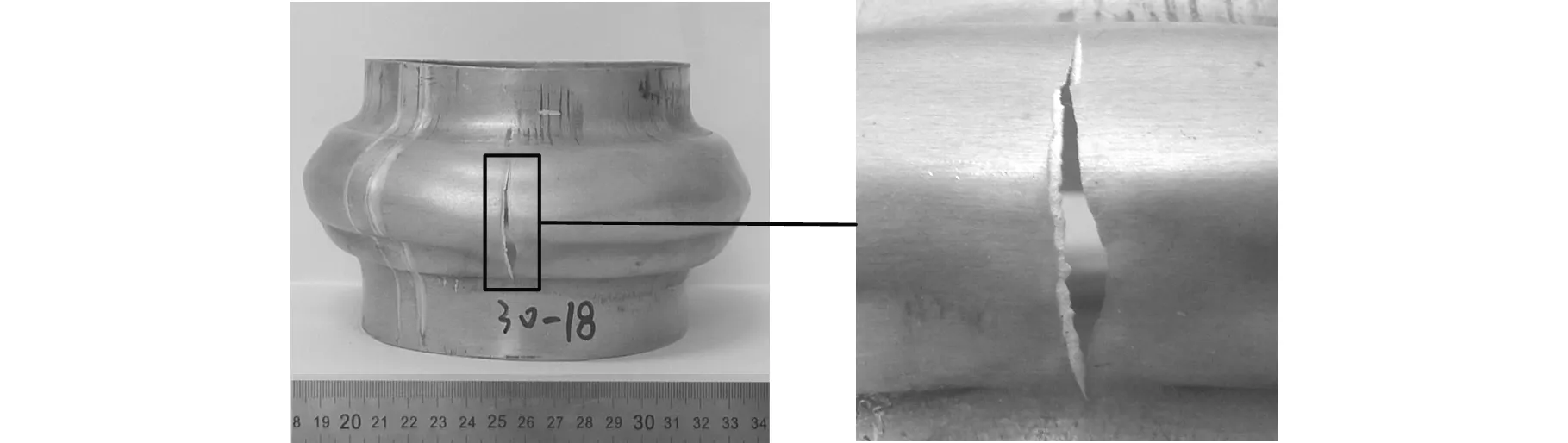
(c)S=15 mm (d)破裂圖19 相同初始壓頭力、不同管端進給量下脹形管件(F0=20 kN,D=140 mm)
采用自制厚度測量儀測定脹形管件厚度分布,初始壓頭力F0=20 kN、管端進給量S=10 mm時管件的實測壁厚分布和數值模擬結果如圖20所示。管坯實測最小壁厚為1.13 mm,管端收縮量為24 mm,試驗所測壁厚減薄量小于模擬值,兩者壁厚變化趨勢基本一致,壓頭力小于模擬值,誤差都在5%以內,證明了管材HGMF介質脹形工藝仿真模型的準確性。因此合理的管端進給和初始壓頭力可以提高管件極限脹形尺寸。
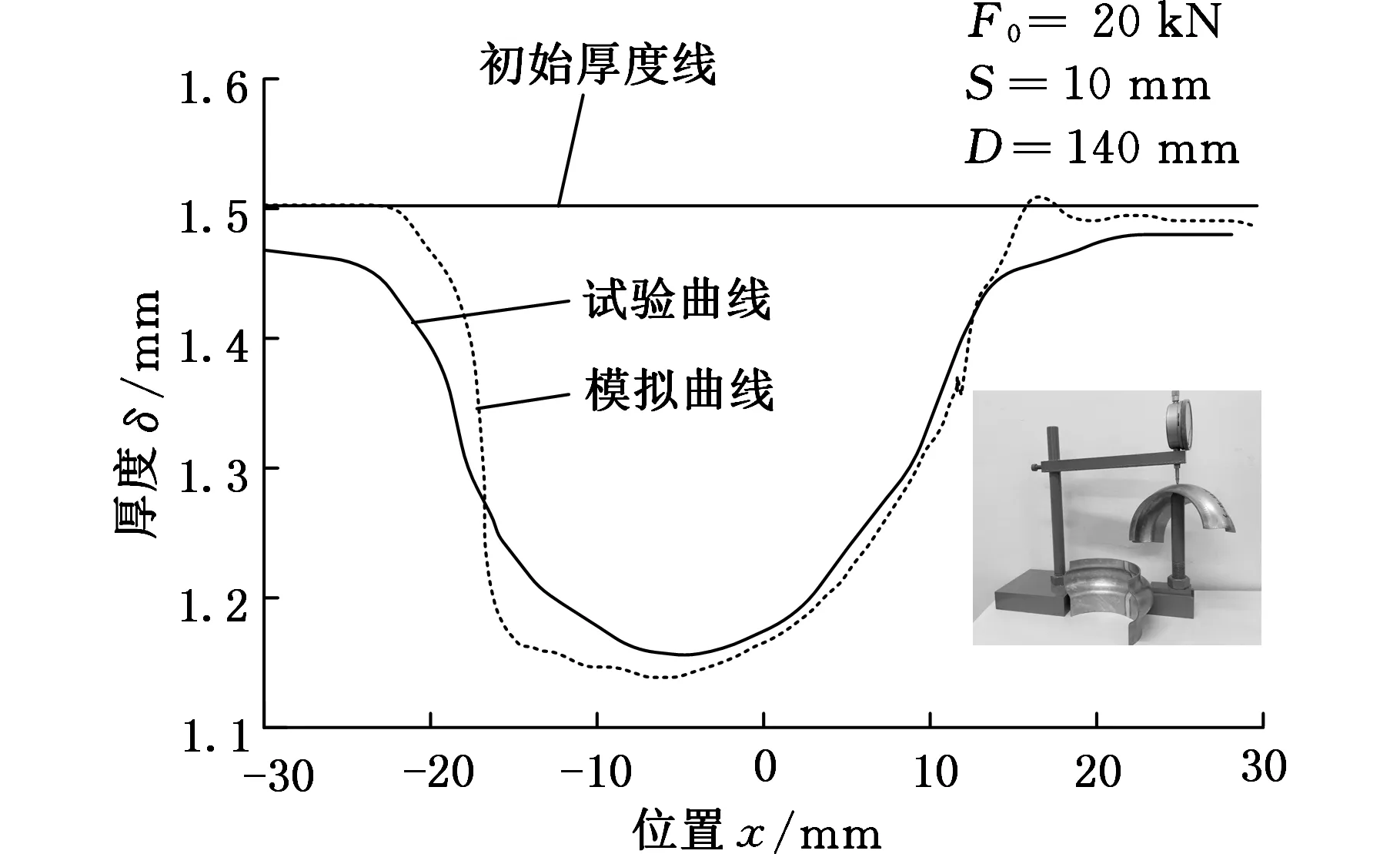
圖20 脹形管件壁厚試驗和仿真結果的對比
4 結論
(1)AA5083合金的熱單向拉伸試驗結果表明,變形溫度的升高對其成形性能影響顯著,變形溫度在190 ℃時均勻延伸率和屈強比出現極值,綜合考慮成形質量和塑性成形性能,確定此溫度為AA5083焊接管材的等溫脹形工藝條件。
(2)建立了管材HGMF工藝仿真模型,結合理論FLD分析了加載路徑對管件主應變曲線、管端縮料量和壁厚變化的影響規律,以此優化了管端進給和壓頭加載的匹配關系,獲得了最優加載路徑,提高了管材的脹形極限。
(3)管材HGMF工藝脹形試驗表明,不同加載路徑條件下獲得的試驗數據與數值模擬的變化趨勢相符,幾何形狀和壁厚分布等數據誤差不超過5%,證明了管材HGMF介質脹形工藝仿真模型的準確性;在管坯預成形自由脹形區形成有益皺紋是提高管件脹形極限的重要途徑。
[1]趙長財, 王銀思, 李曉丹,等. 固體顆粒介質成形工藝變形模型研究[J]. 中國機械工程, 2007, 18(1):75-79.
ZhaoChangcai,WangYinsi,LiXiaodan,etal.ResearchonFormingModelofSolidGranulesMediumFormingTechnology[J].ChinaMechanicalEngineering, 2007, 18(1):75-79.
[2]董國疆, 趙長財, 曹秒艷,等. 圓筒件固體顆粒介質成形壁厚及變形規律研究[J]. 中國機械工程, 2010, 21(16):1992-1998.
DongGuojiang,ZhaoChangcai,CaoMiaoyan,etal.StudyonWall-thicknessandDeformationRegularityofCylinderPartBasedonSolidGranulesMediumForming[J].ChinaMechanicalEngineering, 2010, 21(16):1992-1998.
[3]趙長財, 李曉丹, 董國疆,等. 板材固體顆粒介質成形新工藝及其數值模擬[J]. 機械工程學報, 2009, 45(6):211-215.
ZhaoChangcai,LiXiaodan,DongGuojiang,etal.SolidGranulesMediumFormingTechnologyandItsNumericalSimulation[J].JournalofMechanicalEngineering,2009, 45(6):211-215.
[4]董國疆, 趙長財, 曹秒艷,等. 管板材SGMF工藝傳壓介質的物理性能試驗[J]. 塑性工程學報, 2010, 17(4):71-75.
DongGuojiang,ZhaoChangcai,CaoMiaoyan,etal.ExperimentResearchonPhysicalPropertiesofPressure-transferMediuminSGMFofPlatesandPipes[J].JournalofPlasticityEngineering, 2010, 17(4):71-75.
[5]杜冰. 固體顆粒介質管材窄環帶脹縮成形工藝研究[D]. 秦皇島:燕山大學, 2014.
[6]曹秒艷. 鎂合金板材固體顆粒介質拉深成形工藝理論及試驗研究[D]. 秦皇島:燕山大學, 2012.
[7]杜冰, 趙長財, 劉一江,等. 管材內高壓成形變形模式研究[J]. 機械工程學報, 2014, 50(16):126-134.
DuBing,ZhaoChangcai,LiuYijiang,etal.ResearchonDifferentPatternsofTubeBulgingProcess[J].JournalofMechanicalEngineering, 2014, 50(16):126-134.
[8]杜冰, 趙長財, 李雪峰,等. 高溫合金凸環管件固體顆粒介質成形工藝[J]. 中國有色金屬學報, 2014, 24(7):1721-1729.
DuBing,ZhaoChangcai,LiXuefeng,etal.FormingTechnologyofHighTemperatureAlloyConvexRingShapedTubebySolidGranuleMedium[J].TheChineseJournalofNonferrousMetals,2014, 24(7):1721-1729.
[9]DuBing,ZhaoChangcai,DongGuojiang.StudyonThin-walledTubeFormingbySolidGranuleMediumForming[J].ICICExpressLetters, 2014, 8:2649-2654.
[10]趙長財, 任學平, 董國疆,等. 管材固體顆粒介質成形工藝及其塑性理論研究[J]. 中國機械工程, 2007, 18(16):2000-2005.
ZhaoChangcai,RenXueping,DongGuojiang,etal.ProcessesofSolidGranuleMediumFormingandPlasticResearch[J].ChinaMechanicalEngineering, 2007, 18(16):2000-2005.
[11]趙長財, 董國疆, 肖宏,等. 管材固體顆粒介質成形新工藝[J]. 機械工程學報, 2009, 45(8):255-260.
ZhaoChangcai,DongGuojiang,XiaoHong,etal.NewProcessofSolidGranuleMediumForming[J].JournalofMechanicalEngineering, 2009, 45(8):255-260.
[12]HashemiSJ,NaeiniHM,LiaghatGH.PredictionofBulgeHeightinWarmHydroformingofAluminumTubesUsingDuctileFractureCriteria[J].ArchivesofCivilandMechanicalEngineering, 2015, 15(1):19-29.
[13]ValenteRAF,JorgeRMN,RoqueAP.SimulationofDissimilarTailor-weldedTubularHydroformingProcessesUsingEAS-basedSolidFiniteElements[J].TheInternationlJournalofAdvancedManufacturingTechnology, 2008, 37(7):670-689.
[14]SongWJ,HeoSC,KuTW.EvaluationofEffectofFlowStressCharacteristicsofTubularMaterialonFormingLimitinTubeHydroformingProcess[J].InternationalJournalofMachineToolsandManufacture, 2010, 50(9):753-764.
[15]MuammerK.InvestigationoftheEffectofLoadingPathandVariationinMaterialPropertiesonRobustnessoftheTubeHydroformingProcess[J].JournalofMaterialsProcessingTechnology, 2003, 133(3):276-281.
[16]ImaninejadM,SubhashG,LoukusA.LoadingPathOptimizationofTubeHydroformingProcess[J].InternationalJournalofMachineToolsandManufacture, 2005, 45(12/13):1504-1514.
[17]HamaT,OhkuboT,KurisuK,etal.FormabilityofTubeHydroformingunderVariousLoadingPaths[J].JournalofMaterialsProcessingTechnology, 2006, 177(1/3):676-679.
[18]YuanShijian,CuiXiaolei,WangXiaosong.InvestigationintoWrinklingBehaviorofThin-walled5A02AluminumAlloyTubesunderInternalandExternalPressure[J].InternationalJournalofMechanicalSciences, 2015, 92:245-258.
[19]CuiXiaolei,WangXiaosong,YuanShijian.DeformationAnalysisofDouble-sidedTubeHydroforminginSquare-sectionDie[J].JournalofMaterialsProcessingTechnology, 2014, 214(7):1341-1351.
[20]MirzaaliM,SeyedkashiSMH,LiaghatGH.ApplicationofSiumlatedAnnealingMethodtoPressureandForceLoadingOptimizationinTubeHydroformingProcess[J].InternationalJournalofMechanicalSciences, 2012, 55(1):78-84.
[21]HeoSC,KimJ,KangBS.InvestigationonDeterminationofLoadingPathtoEnhanceFormabilityinTubeHydroformingProcessUsingAPDL[J].JournalofMaterialsProcessingTechnology, 2006, 177(1/3):653-657.
[22]LiShuhui,YangBing,ZhangWeigang,etal.LoadingPathPredictionforTubeHydroformingProcessUsingaFuzzyControlStrategy[J].MaterialsandDesign, 2008, 29(6):1110-1116.
[23]DongGuojiang,ZhaoChangcai,CaoMiaoyan.Flexible-dieFormingProcesswithSolidGranuleMediumonSheetMetal[J].TransactionsofNonferrousMetalsSocietyofChina(EnglishEdition), 2013, 23(9):2666-2677.
[24]于忠奇, 侯波, 李淑慧, 等. 耦合溫度和應變率的鋁合金板成形極限預測方法[J]. 機械工程學報, 2010, 46(8):37-41.
YuZhongqi,Houbo,LiShuhui,etal.PredictionofFormingLimitforAluminumAlloySheetCouplingwithTemperatureandStrainRate[J].JournalofMechanicalEngineering, 2010, 46(8):37-41.
[25]劉寶勝, 郎利輝, 李慧麗, 等. 鋁合金板材溫熱介質成形本構建模方法綜述[J]. 塑性工程學報, 2011, 18(3):53-60.
LiuBaosheng,LangLihui,LiHuili,etal.ReviewonMethodsofConstitutiveModelinginWarm/hotHydroforming[J].JournalofPlasticityEngineering,2011, 18(3):53-60.
(編輯盧湘帆)
Formability of Hot Non-metallic Granule Medium of AA5083 Aluminum Alloy Tube under Various Loading Paths
Chen Xiaohua1,2Zhao Changcai1,2Dong Guojiang1Yang Zhuoyun1,2Cao Miaoyan1,2
1.Yanshan University, Qinhuangdao,Hebei,066004 2.Key Laboratory of Advanced Forging & Stamping Technology and Science of Ministry of Education of China,Qinhuangdao,Hebei,066004
Non-metallic granule (NMG) was used as the pressure-transfer medium and applied to the hot internal high-pressure forming technology on tube herein. The constitutive model of AA5083 sheet was created by the hot uniaxial tensile tests. Based on the numerical simulation of bulging on tube with NMG medium and the forming limit diagram (FLD), the influences of loading paths on the distribution of tube thickness, the contraction length of tube end and the path of principal strain were studied. All the work above were also verified by technological tests in the end. The results show that a reasonable match of initial punch force and axial feeding makes tube form a beneficial wrinkle in bulging region which is helpful in improving the forming limit because the material is gathered in the bulging region beforehand.
aluminum alloy tube; hot forming; non-metallic granule; loading path
2015-11-06
國家自然科學基金資助項目(51305386,51305385);河北省自然科學基金資助項目(E2013203093);燕山大學博士基金資助項目(B865)
TG146.2
10.3969/j.issn.1004-132X.2016.18.022
陳曉華,男,1988年生。燕山大學機械工程學院博士研究生。主要研究方向為管板材特種成形工藝及其理論。發表論文2篇。趙長財,男,1964年生。燕山大學機械工程學院教授、博士研究生導師。董國疆,男,1978年生。燕山大學車輛與能源學院副教授。楊卓云,男,1990年生。燕山大學機械工程學院博士研究生。曹秒艷,男,1978年生。燕山大學機械工程學院副教授。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52