分體夾裝式冷滾打主軸設計及可靠性分析
2016-10-13 09:26:53楊明順袁啟龍
中國機械工程 2016年18期
李 龍 李 言 姚 遠 楊明順 袁啟龍 董 皓
西安理工大學,西安,710048
?
分體夾裝式冷滾打主軸設計及可靠性分析
李龍李言姚遠楊明順袁啟龍董皓
西安理工大學,西安,710048
針對冷滾打成形中主軸受高頻沖擊的特點,對現有冷滾打主軸結構進行改進,給出了一種分體夾裝式冷滾打主軸結構,并建立了相應的有限元分析模型。通過數值模擬的方法得到了該結構的模態和受力情況,驗證了該結構的可行性。在此基礎上,設計了用于C630車床的冷滾打實驗用主軸,采用LMS系統得到了該主軸的前三階模態,并通過和數值模擬方法所得結果進行對比,驗證了有限元分析方法和結果的有效性。在C630車床上用該主軸結構對紫銅和20鋼塊料進行了冷滾打成形實驗,進一步證明了分體夾裝式冷滾打主軸結構的可行性。
冷滾打;主軸;結構分析;LMS系統
0 引言
隨著現代塑性成形技術的發展,降低塑性成形設備能耗和減小成形力,提高生產柔性和產品精度成為塑性成形技術創新的主要方向[1-2]。冷滾打成形技術作為一種常溫下的塑性成形方法,其成形效率高、能耗低、工藝簡單、加工柔性好,具有廣闊的應用前景[3-4]。自瑞士的Krapfenbauer等設計了第一臺冷滾打設備后[5],對實現這一成形方法的設備研究就未間斷,瑞士Grob公司在滾打輪與滾壓頭連接處增加一個可調止推環結構,使滾打輪以一定安裝傾角固定在滾壓頭上,解決滾打輪的安裝傾角問題,并將冷滾打技術用于內花鍵成形中[6],Deriaz等[7]和Geser[8]針對傳統的Grob機床進行數控化改造,優化了整機結構,并改進了支撐和夾裝裝置,使設備在高速加工過程中的承載能力更強。我國在引進國外相關設備的基礎上也對冷滾打設備進行了自行研發,先后對冷滾打機床進行試制,總結出許多設計經驗和改進建議。李言等[9]對CA6140機床進行改造,使冷滾打成形技術用于絲杠的成形。牛婷等[10-11]對LQ200型花鍵冷敲機的運動系統進行了分析,并對傳動系統和分度結構給出了設計標準,使得機床剛度得到進一步提升。蘇金波等[12]分析了數控花鍵冷敲機滾打輪最小軸徑,給出了滾打輪軸徑的優化設計值。馬群等[13]分析了連續分度冷滾打干涉現象產生的原理,設計了改進的滾打頭結構,利用斜銅套將滾打輪自轉軸反向傾斜一個安裝角,提高了冷滾打成形的精度。
學者們的研究成果表明,冷滾打主軸是冷滾打設備的核心構件,其剛度和對滾打輪的定位精度直接影響著滾打成形件的質量,但是目前現有冷滾打設備存在滾打輪安裝更換困難、滾打輪支撐剛性差和定位精度難以保證的問題,這些問題制約了冷滾打加工的生產效率和成形質量。針對上述問題,本文在分析現有冷滾打主軸結構的基礎上提出分體夾裝的主軸形式,并應用有限元方法驗證了該主軸結構的可行性。在此基礎上對這一結構進行了一定的改進,并在LMS系統上驗證有限元模態分析方法的正確性。同時利用C630車床,采用該主軸結構對紫銅和20鋼塊料進行冷滾打成形實驗,通過對成形件齒廓形狀、表面硬度和金相組織的分析進一步驗證了該主軸結構的合理性,以此為冷滾打主軸的設計改進提供參考。
1 冷滾打主軸結構設計
冷滾打成形技術是一種常溫下利用滾打輪對工件進行高頻沖擊和滾壓相復合的塑性成形技術,其基本原理如圖1所示,滾打輪偏心安裝在滾打主軸上,當主軸轉動時將帶動滾打輪公轉,滾打輪打擊工件時在摩擦力作用下發生自轉,主軸每轉動一周,滾打輪打擊一次工件,在工件的不斷進給下每次擊打造成的塑性變形量逐步積累,最終在工件表面形成所需的形狀。
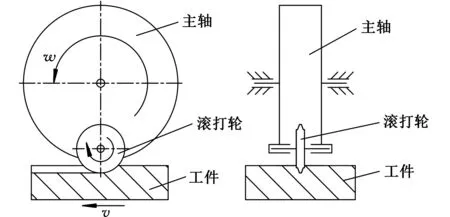
圖1 冷滾打成形基本原理圖
由此可見,冷滾打成形是一個高頻沖擊的加工過程,因此滾打主軸除了要求有很好的剛性外,還需避免因加工產生的沖擊發生共振。同時滾打輪擊打工件時,滾打輪和滾打輪的支撐軸承會承受很大的沖擊力,容易損壞,因此結構上要提高滾打輪支撐軸承的可靠性,并且易于更換滾打輪和其支撐軸承。
目前,冷滾打主軸的結構形式按滾打輪的安裝方式主要有軸向卡裝和徑向連接兩種,其結構示意圖如圖2所示。其中如圖2a所示,軸向卡裝式主軸是采用鎖緊螺母結構鎖緊打頭蓋,從而對滾打輪進行定位卡裝,滾打輪和打頭蓋之間裝墊片以調整軸向位置,滾打輪通過半圓銅套可實現回轉,這種結構滾打輪及其軸承承載能力強且易于更換,但是其結構較為復雜,剛性較差,軸向不易定位,采用半圓銅套作為軸承,對裝配和潤滑有較高要求,一旦銅套磨損易發生抱死。徑向連接式主軸通過連接螺釘將滾打輪芯軸固定在主軸上,滾打輪通過滾打輪芯軸上的滾針軸承實現回轉,軸向通過銅墊定位,這一結構主軸剛性好,滾打輪支撐采用標準件,定位精度高,但是滾打輪承載能力較差,滾針軸承易損壞。

(a)軸向卡裝主軸
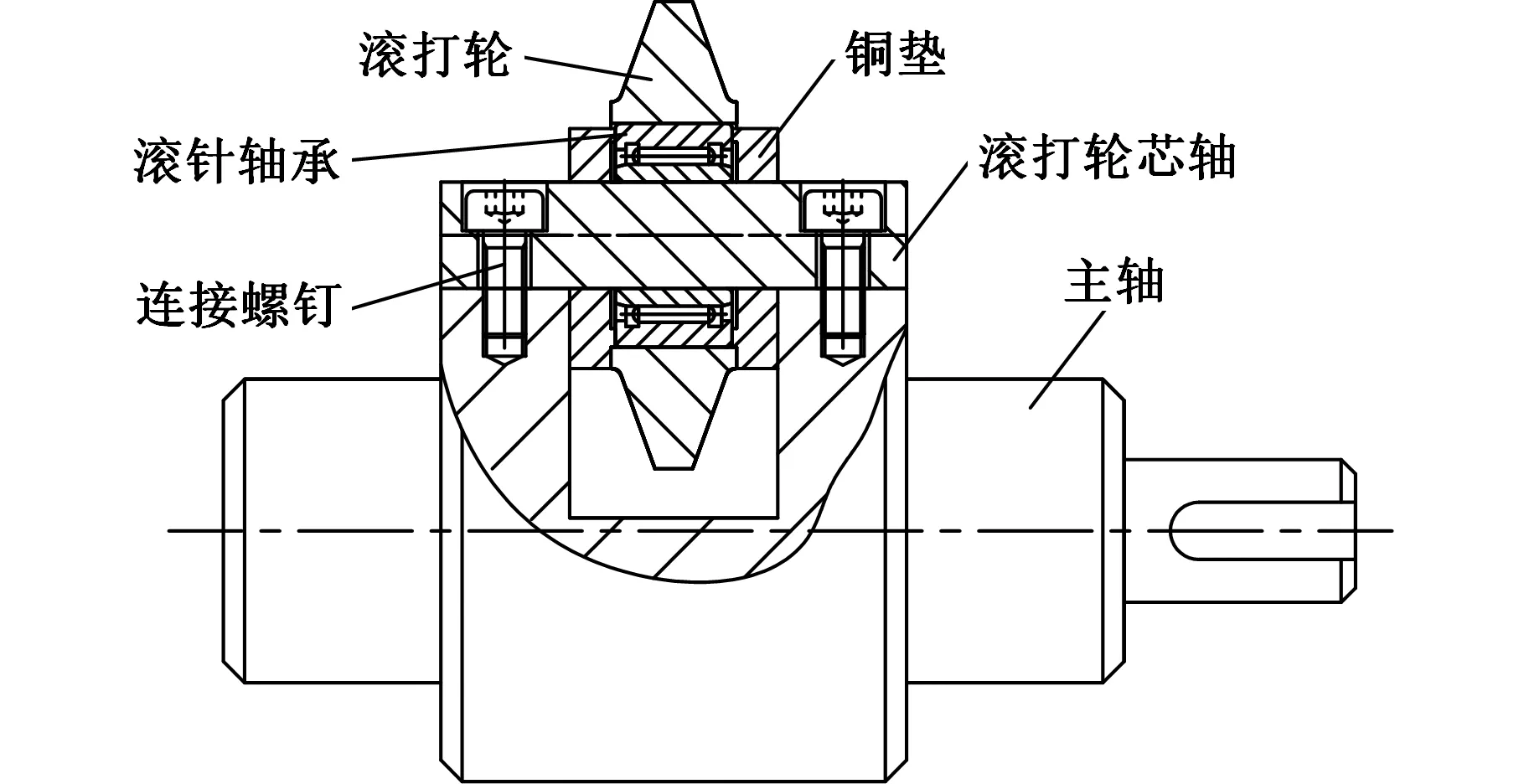
(b)徑向連接主軸圖2 冷滾打主軸結構
分體夾裝式主軸在以上兩種結構的基礎上改進而來,其結構如圖3所示。該結構滾打主軸主要由左右段軸、滾打輪、軸承和相應的連接緊固件組成,左右兩段軸通過自身的配合以及銷定位,通過螺釘緊固以此夾裝滾打輪,滾打輪通過兩側滾針軸承和銅墊支撐定位。該結構多采用標準件,結構緊湊,滾打輪承載能力好于徑向連接式主軸,同時又保留了軸向卡裝式主軸的優點。為充分論證分體夾裝式冷滾打主軸設計的可行性和可靠性,需要對其進行相應的模態和受力分析。
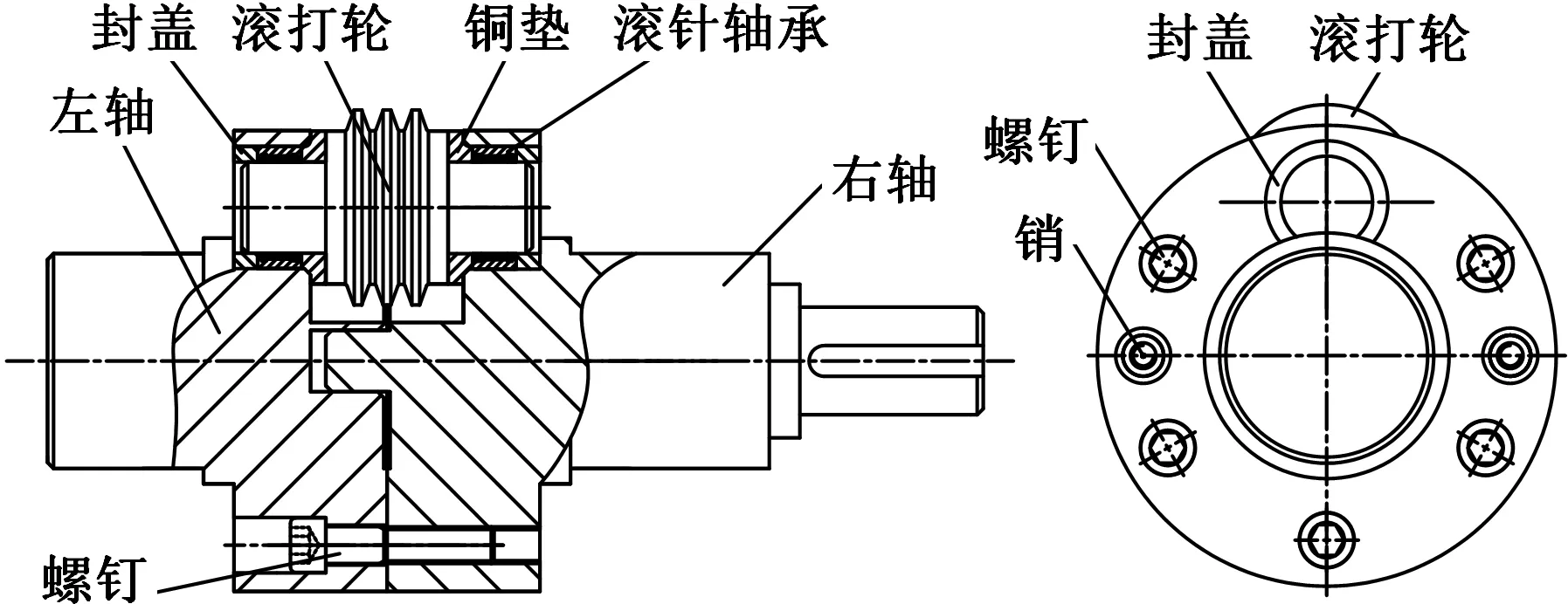
圖3 分體夾裝式冷滾打主軸結構圖
2 分體夾裝式冷滾打主軸有限元分析
2.1有限元模型的建立
為了便于分析和計算,本文對所設計的主軸進行了一定的簡化,忽略了倒角,并簡化了滾針軸承、銅墊和封蓋,其簡化后模型的主要尺寸如圖4所示,并在有限元分析軟件ABAQUS里建立了相應的實體模型,采用C3D10三維10節點2階四面體實體單元進行網格劃分。左右軸單元大小控制為6 mm,其余部件單元大小控制為4~5.5 mm。劃分單元總數為91 622,節點個數為140 661,如圖5所示。材料的物理機械性能為彈性模量E=209GPa,泊松比μ=0.269,密度ρ=7890kg/m3,屈服強度σs=360MPa。各零部件之間由相應的結合面耦合連接在一起。
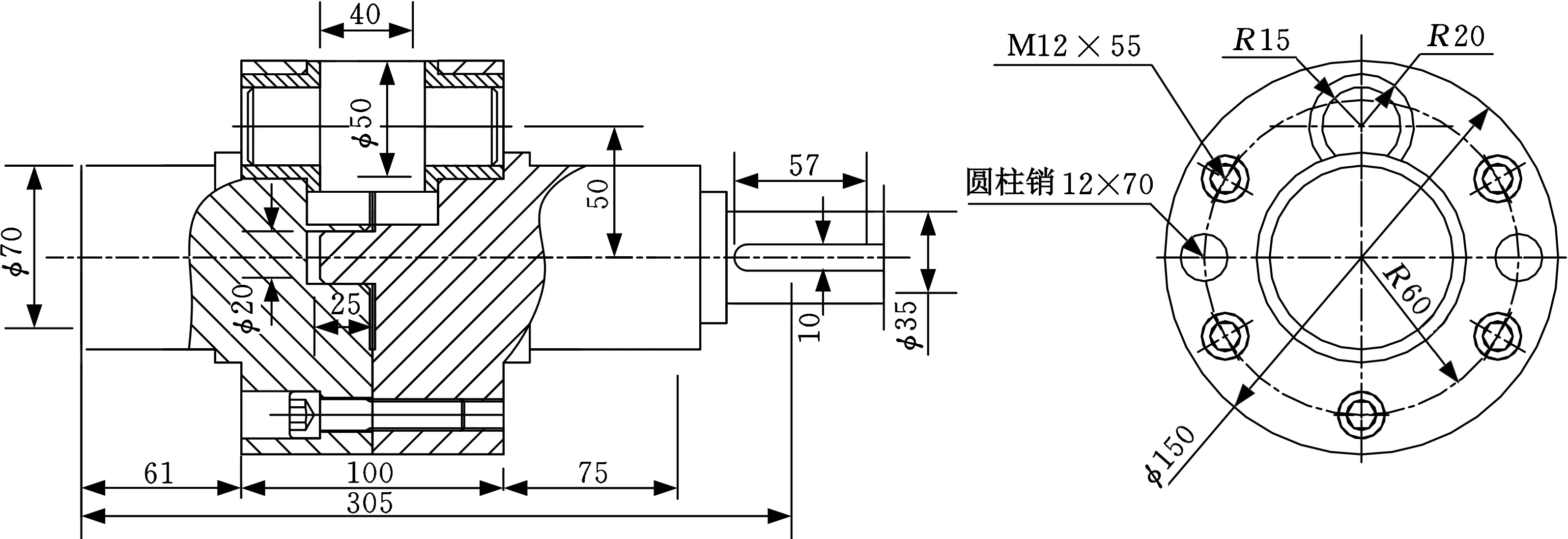
圖4 分體夾裝式冷滾打主軸主要結構尺寸

圖5 模型網格劃分
2.2模態分析
模態分析是對零部件自身動態特性進行分析的方法。通過模態分析可得到零件的固有頻率,并以此分析固有頻率與激振頻率之間的關系,避免與工作載荷產生的振動發生共振。其數學模型為

(1)
由于該運動方程是常系數線性齊次微分方程組,其解的形式為
(2)
其中,ω為結構振動固有頻率;φ為振動初相位。
將式(2)代入式(1)即可得到結構自由振動特征方程:
(K-ω2M)X=0
(3)
式(3)有非零解的條件是其系數行列式等于零,即
det|K-ω2M|=0
(4)
因此,求解系統自由振動動力特性,就是求矩陣特征值ωi和矩陣向量Xi。
在有限元模態分析中,對模型只能施加零位移約束,將非零位移以零位移約束替代,其他約束(如載荷等)將被忽略。因此,需要將螺釘的預緊力通過主軸相應位置結合面處的彈性阻尼系數進行等效處理,由于左右軸用螺釘沿軸向連接,因此僅考慮結合面法向的彈性阻尼系數。由吉村允孝法[14]求得螺釘擰緊扭矩T=50 N·m時,主軸結合面相應位置上的等效剛度系數為1.656×106N/m,阻尼系數為1.656×10-8N·s/m。
對主軸軸頸處(使用中此處安裝軸承)進行剛性自由度約束,僅保留軸向轉動。去掉模型中的連接螺釘,左右軸之間原結合位置通過彈簧阻尼器連接,經計算得到主軸前5階固有頻率和振型分別如表1和圖6所示。

表1 冷滾打主軸前5階固有頻率及振型特征
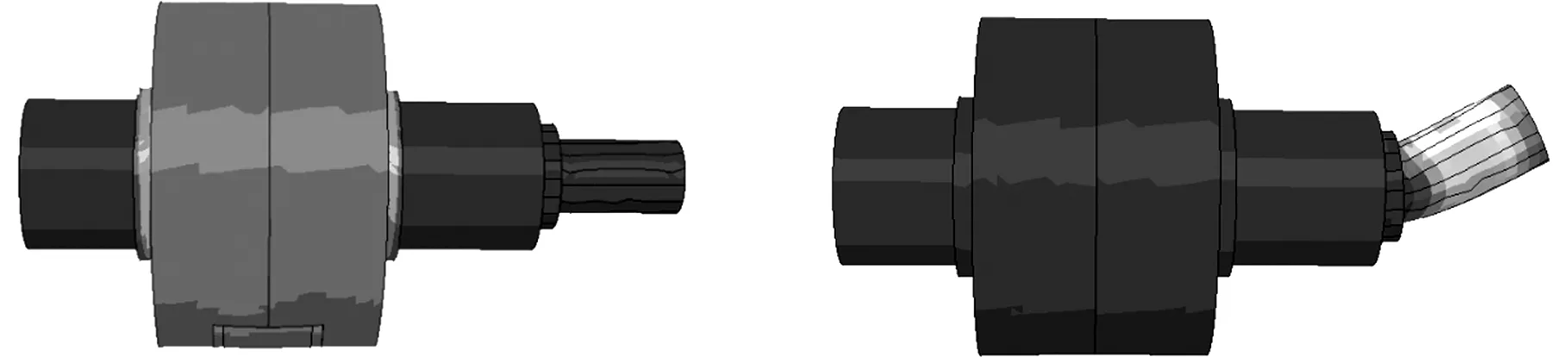
(a)1階振型 (b)2階振型
(c)3階振型 (d)4階振型
(e)5階振型圖6 冷滾打主軸各階振型
由表1和圖6可知,冷滾打主軸的1階模態振型為軸向扭轉;2階模態振型為右軸軸頭部扭擺;3階模態振型為左右軸在結合面處沿徑向扭擺;4階模態振型為滾打輪安裝部分沿軸向擺動;5階模態振型為右軸軸頭軸向扭轉。2階和5階模態振型均為局部模態振型,主要發生在軸頭部,除4階模態振型對滾打輪位置影響較大外,其余各階振型對滾打輪影響都很有限。冷滾打主軸的工作轉速一般要求在1000~5000 r/min,即工作頻率在16.7~83.3 Hz之間,遠低于主軸軸頸在剛性約束下計算所得模態的各階固有頻率。因此,在正常工作過程中,該主軸設計結構安全可靠,不會發生共振現象。
2.3受力分析
由冷滾打成形原理和相關研究文獻[15-17]知,冷滾打成形過程中,主軸僅在擊打工件瞬間受到極大的徑向沖擊力作用,最大值在15~30 kN之間,其余時間所受載荷都很小,因此對主軸可靠性的受力分析可以等效為主軸在最大徑向載荷下的穩態靜力分析。
靜力分析可用來分析結構在穩態載荷和穩定慣性力作用下引起的位移、應力、應變和力等響應情況,以及能夠被等效為靜態載荷作用下的結構響應的問題。線性結構的靜力分析平衡方程為
KU=F
(5)
式中,U為系統節點位移向量;F為系統節點力向量。
通過求解式(5),可得到系統各節點位移,再由幾何方程(連續介質物質中描述特定物理性質的方程)和本構方程(彈性體內應力分量與位移分量之間的微分關系式)進一步得到單元內部的應變及應力。
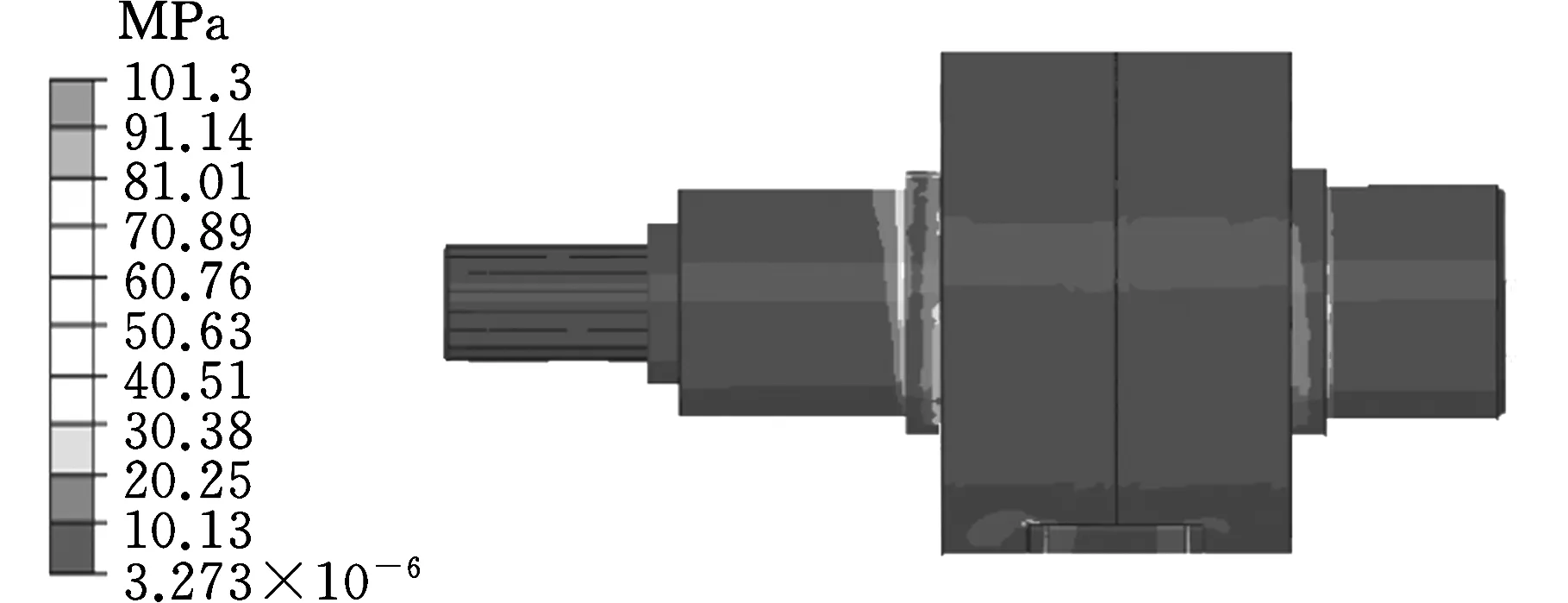
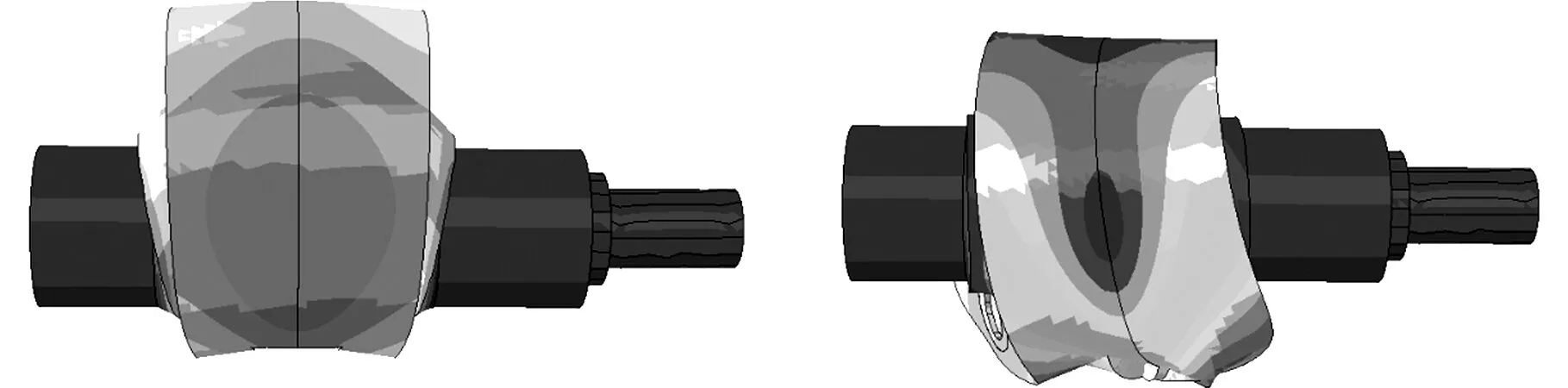
(a)主軸正向等效應力云圖
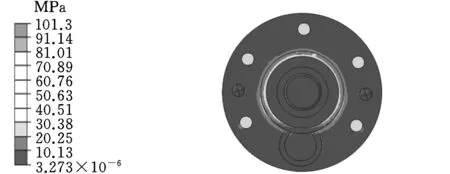
(b)主軸側向等效應力云圖

(c)滾打輪和螺釘位置剖面等效應力云圖

(d)主軸柱銷位置剖面等效應力云圖圖7 主軸等效應力云圖
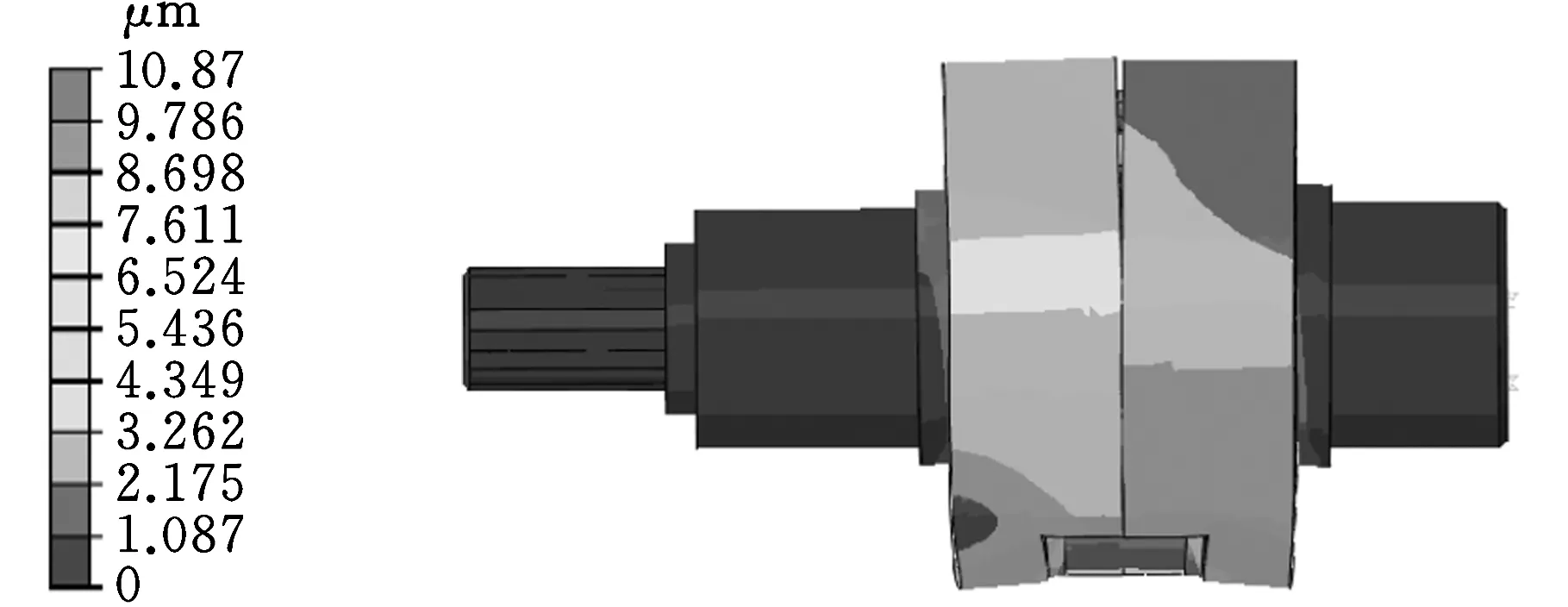
(a)主軸等效位移云圖
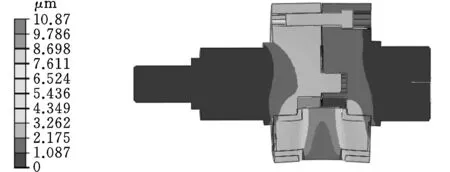
(b)滾打輪位置剖面等效位移云圖圖8 主軸位移云圖
主軸采用M12內六角圓柱頭螺釘,螺栓強度等級為5.6級,螺釘預緊力范圍為12~18 kN,本文在螺釘端部加載14 kN拉力作為螺釘的預緊力,各結合面通過面面接觸對耦合連接,左右軸接觸面摩擦因數設為0.5,其余設為0.2。本文對滾打輪下表面施加60 kN等效靜載荷以代替動態沖擊。主軸軸頸即支承軸承處施加剛性約束,僅可使主軸進行軸向旋轉。由此得到主軸等效應力場和位移情況分別如圖7和圖8所示。由等效應力場分布可知,最大應力出現在螺釘和主軸連接處、銅墊和滾打輪接觸位置以及軸承和主軸結合處,最大應力值為101.3 MPa,后兩處出現應力最大值是因為模型簡化造成的應力集中,實際值應該較小。主軸主體受力不大,僅在軸頸變徑處有應力集中,最大值為60.76 MPa。5個緊固螺釘中與滾打輪安裝位置對稱的螺釘受力最大,主要集中在螺釘頭部和連接尾部。軸承和滾打輪接觸側最大受力為81.01 MPa。兩定位銷在左右軸結合面處發生應力集中,最大值為40.51 MPa,各部件受力均遠小于其許用應力值。
由圖8可知,主軸整體最大位移發生在滾打輪處,滾打輪向軸心位置內凹,最大值為10.87 μm;由于左右軸靠螺釘連接,因此左右軸位移并不對稱,在螺釘預緊力和外載荷作用下,螺
紋連接側位移較大,最大值出現在滾打輪安裝對側的螺釘連接處,其最大值為7.611 μm;左右兩軸在滾打輪對側位置張開,最大位移為5.540 μm。上述結果表明主軸各部件因受力而引起的尺寸精度的改變均在5級精度內,其影響遠小于零件本身尺寸精度等級和冷滾打加工精度等級。因此,綜合以上結果可知該結構主軸能夠滿足實際冷滾打加工的要求。
3 實驗論證
3.1實驗用主軸
為論證上述分析計算方法的正確性,在滿足較好加工工藝的基礎上,對上述主軸進行適當修改,使其用于C630車床進行實際加工測試。所設計主軸將原有2個定位銷改為一個,并布置在滾打輪對側,同時將緊定螺釘增加到6個,提高螺釘連接可靠性,進一步提高主軸承受載荷的能力。為了在C630車床上便于安裝,將滾打主軸左側軸頸改細,用以套裝在回轉頂尖外套上,以此安裝在機床尾座上,主軸右側可通過三爪卡盤固定,實物如圖9所示,其結構尺寸如圖10所示。
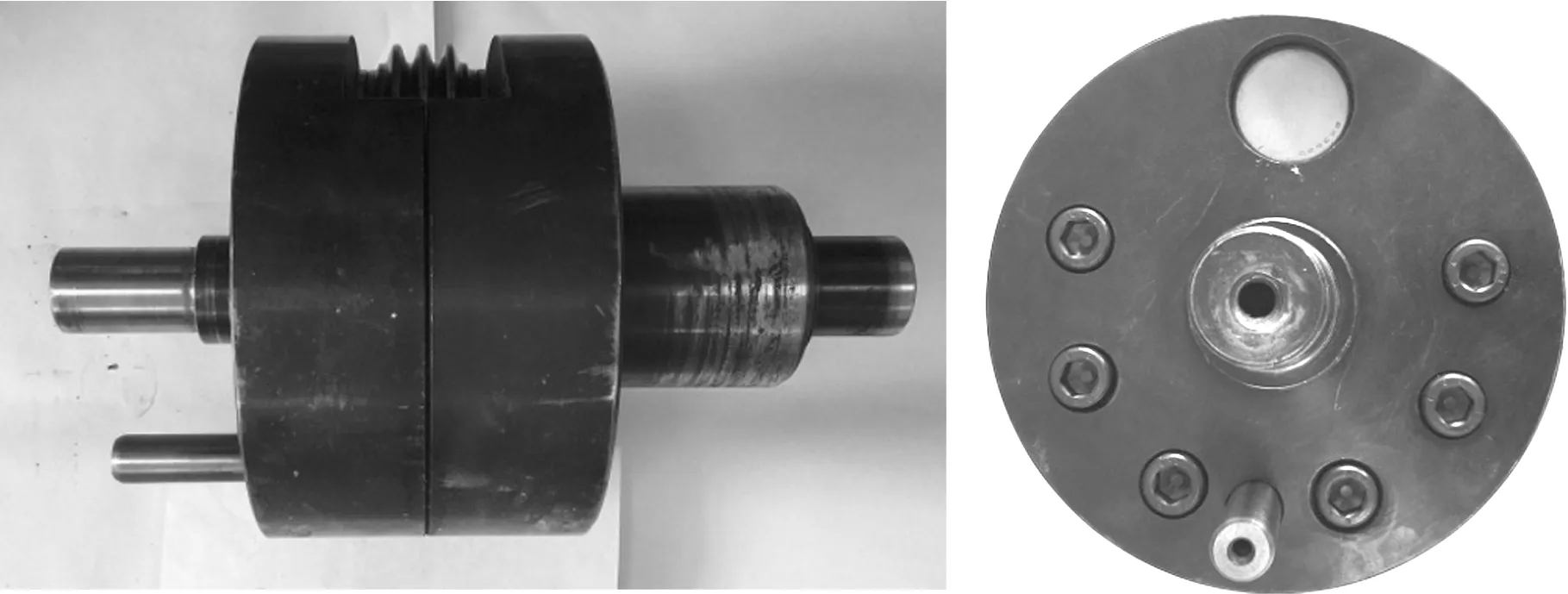
圖9 實驗主軸實物圖
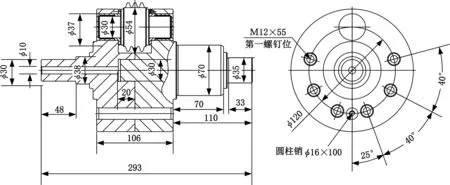
圖10 實驗主軸主要結構尺寸圖
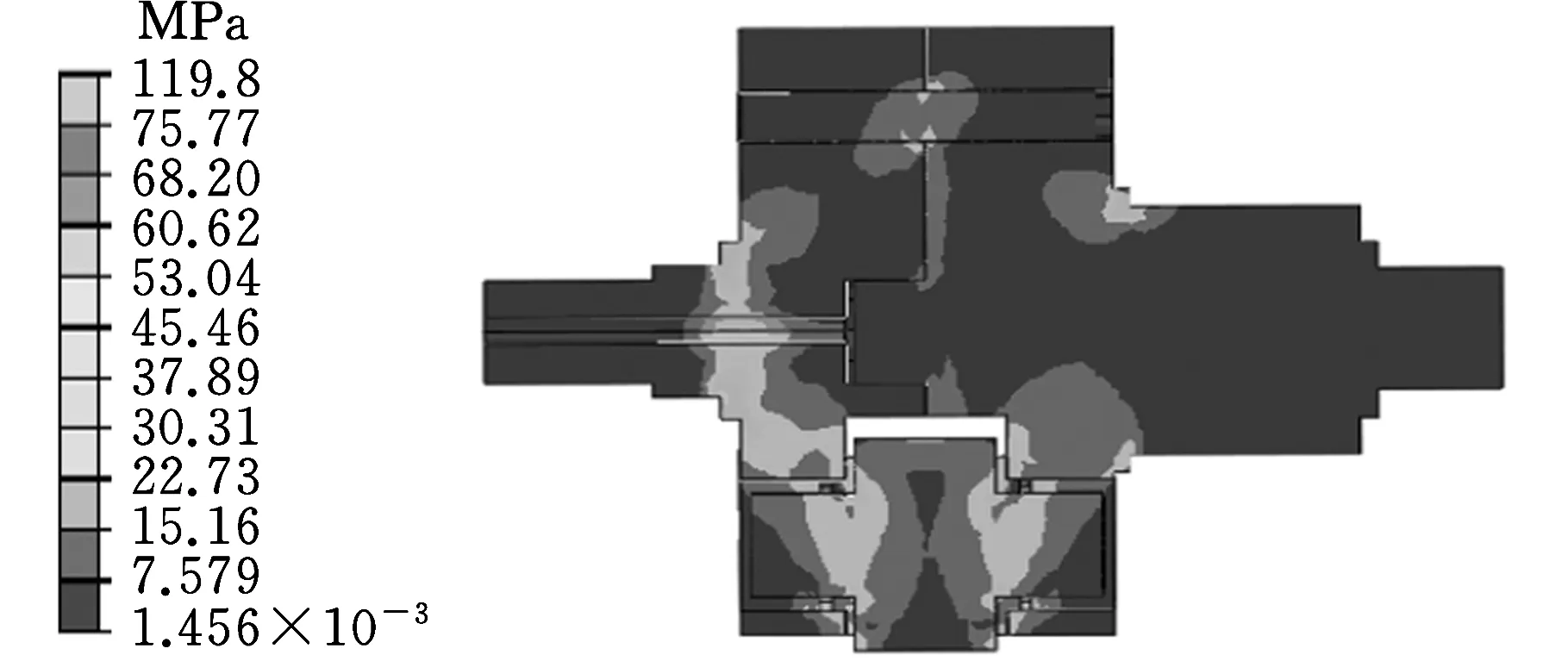
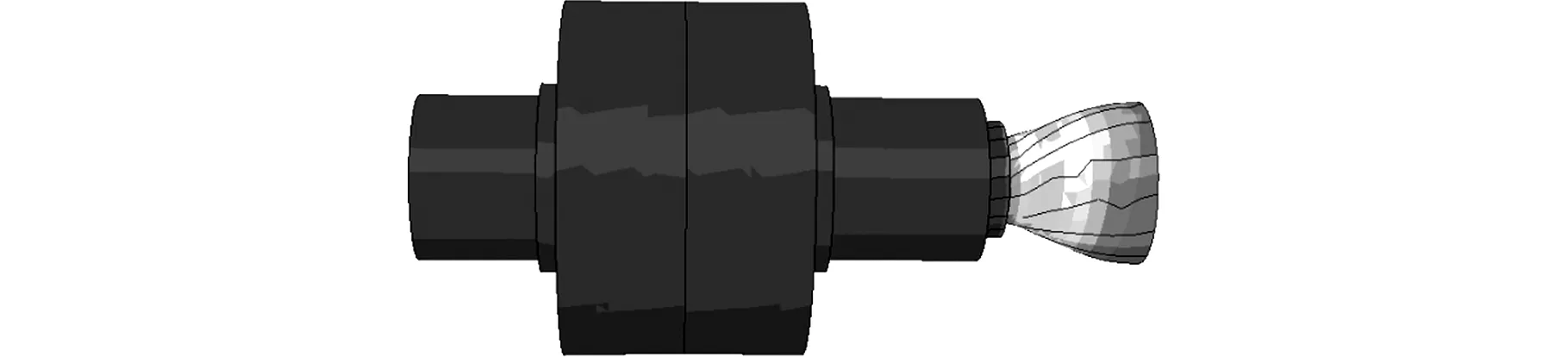
(a)滾打軸與緊定銷位置等效應力云圖
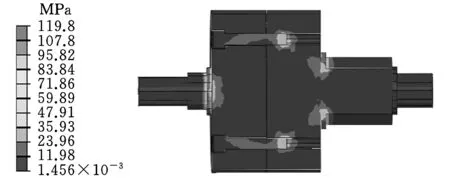
(b)螺釘位置等效應力云圖圖11 實驗主軸等效應力云圖
(a)滾打軸與緊定銷位置位移云圖

(b)螺釘位置位移云圖圖12 實驗主軸位移云圖
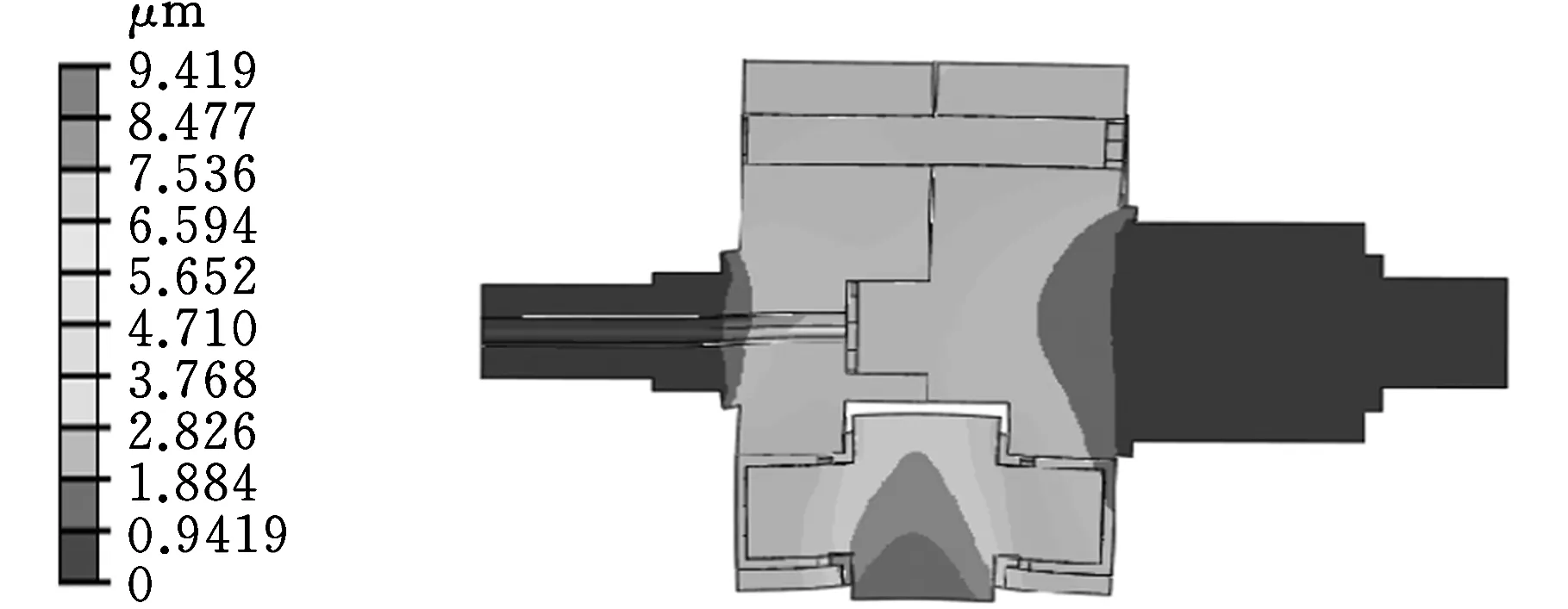
采用與上文有限元計算方法相同的邊界條件和求解方法,得到所設計主軸在等效載荷下的等效應力和位移情況,如圖11和圖12所示。等效應力仍然集中在螺釘和主軸連接處、銅墊和滾打輪接觸位置以及軸承和主軸結合處,其中螺釘連接部位應力值最大為119.8MPa,此外,由于左軸軸頸變細,因此較右側此處主軸有較大應力值,最大值為60.62MPa。銷和軸承處等效應力最大值分別為37.89MPa和53.04MPa,與改變定位銷位置并增加緊固螺釘數前所得結果相比均有降低。
滾打輪位移最大值為9.419μm,左右軸最大拉開距離為3.642μm,出現在軸的外沿靠近第2和第5個螺釘位置處(螺釘位置見圖10,螺釘位沿逆時針方向編號),均比改變定位銷的位置并增加緊固螺釘數前有所減小,螺釘連接處位移與2.3節所得結果相近,主軸主體變形較改變定位銷和螺釘前更加均勻。因此實驗用主軸的連接及緊固方式更加合理。
3.2LMS模態實驗
在進行實驗前,采用LMS系統[18]對所設計主軸進行模態分析。LMS系統采用最小二乘復頻法代替傳統的最小二乘復指數法,對小阻尼、大阻尼以及密集模態系統的參數識別都有很好的精度,可應用于工程模態分析領域,能夠通過實際測量得到所測實體給定范圍內固有頻率。將主軸通過軟繩懸掛,并在主軸上裝加速度傳感器,如圖13所示。通過錘擊對主軸施加激勵,頻響經由LMS數據采集系統傳入計算機,由LMS Test.Lab分析并求得其自由模態下0~15 kHz內的固有頻率分別為4003.345 Hz、5746.123 Hz和11 338.514 Hz。

圖13 主軸模態實驗傳感器布置圖
將實驗主軸模型用第2章所述有限元方法進行分析,除不對主軸施加自由度約束外,其余設置均相同,得到該主軸自由模態下0~15 kHz內的固有頻率分別為4813.6 Hz、6345.9 Hz和10 029.8 Hz,將實驗和仿真結果進行對比,結果如圖14所示,兩者雖有一定誤差,但數值模擬結果一定程度上能夠反映出主軸的實際固有頻率,因此上述分析主軸模態的方法是有效的。產生誤差的原因主要是數值計算所用模型對軸承以及螺釘預緊連接進行了簡化,并且忽略了各個部件間的裝配間隙。
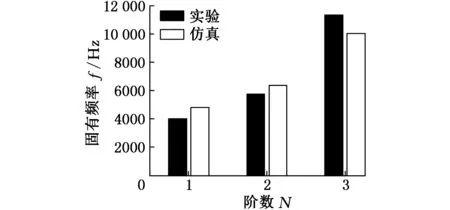
圖14 主軸自由模態仿真和實驗對比
3.3冷滾打成形實驗

(a)紫銅 (b)20鋼圖15 冷滾打實驗現場
分別對紫銅和20鋼進行了冷滾打成形實驗,實驗現場如圖15所示。加工參數為主軸轉速1200 r/min;工件進給速度,紫銅為60 mm/min,20鋼為30 mm/min;打入深度,紫銅為3 mm,20鋼為2.5 mm;成形過程中不加冷卻液和潤滑液,工件和滾打輪保持干燥。
冷滾打成形后滾打輪仍能靈活回轉,銅墊和軸承滾針無明顯變形劃蝕。每一試塊上滾打成形多次,成形所得工件如圖16所示,所形成齒形保持了較好的一致性和完整性,且齒面光潔無明顯斷裂和刮蝕,表明工藝系統有較好的穩定性且滾打輪滾打過程中未出現卡死。
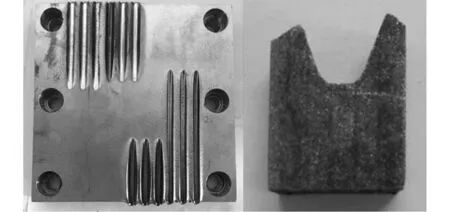
(a)紫銅試件

(b)20鋼試件圖16 成形試件
從所得試件的穩定成形區各截取一段完整齒形,如圖16所示。通過ZESIS公司的接觸式三坐標測量設備CONTURA G2對齒廓進行了測量,并和滾打輪廓形進行了比較,結果如圖17所示。如不考慮材料回彈和主軸支撐(三爪卡盤和機床尾座)剛度的影響,不同材料實驗所得齒形和滾打輪廓形具有很好的一致性,表明滾打主軸具有足夠的強度及剛度保證滾打輪徑向和軸向的定位精度。
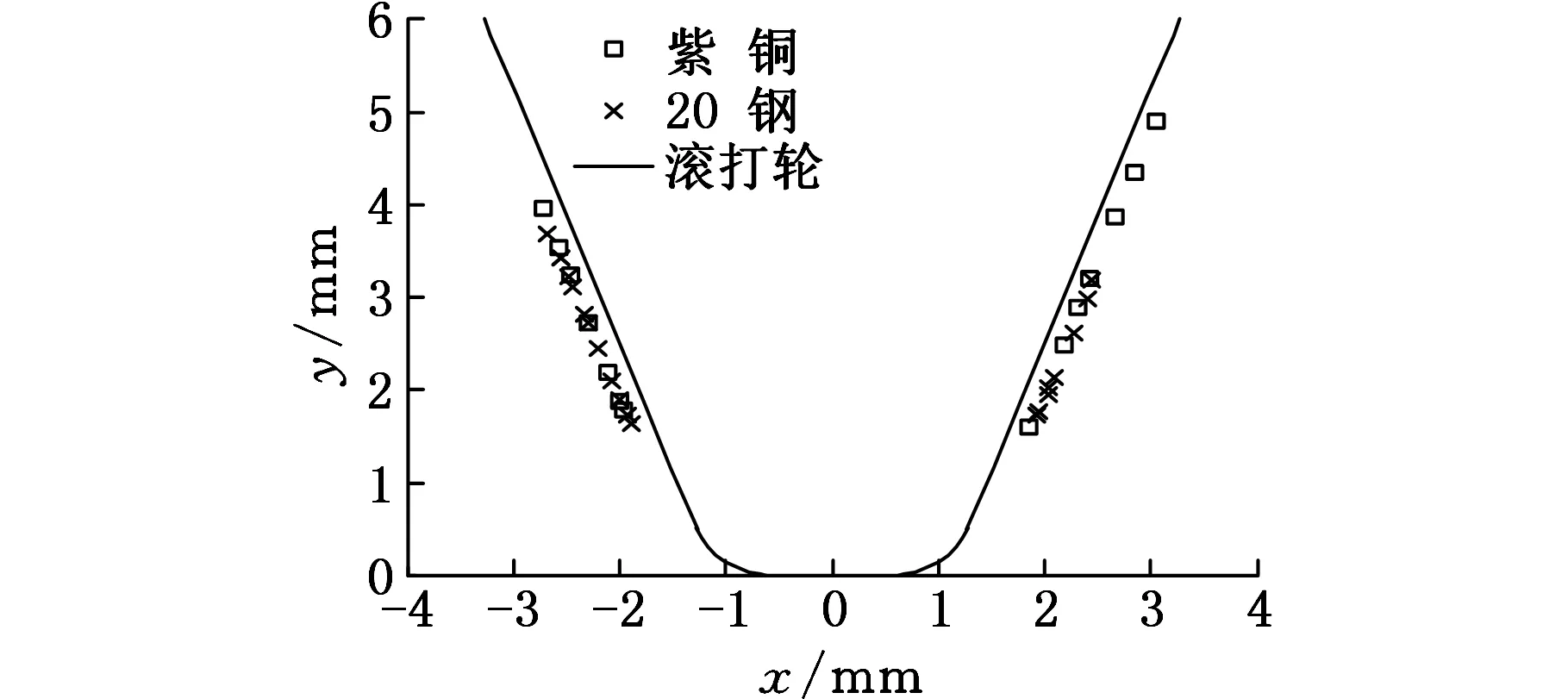
圖17 成形試件廓形和滾打輪廓形比較
多次測量齒根和齒壁處表面硬度并取平均值,同時與成形前試件硬度相比較其結果如表2所示,由表2可以發現滾打成形后表面硬度有所上升,齒根處提高幅度最大。對齒底和齒壁進行晶像實驗,得到其局部晶像組織圖,如圖18所示。可以看出在齒底和齒壁表層晶體組織密集,并呈現出與齒廓線走向一致的纖維化線狀分布。

表2 成形前后材料表面硬度對比 HB
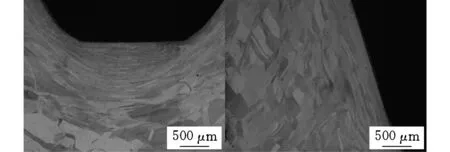
(a)紫銅齒底(左)和齒壁(右)
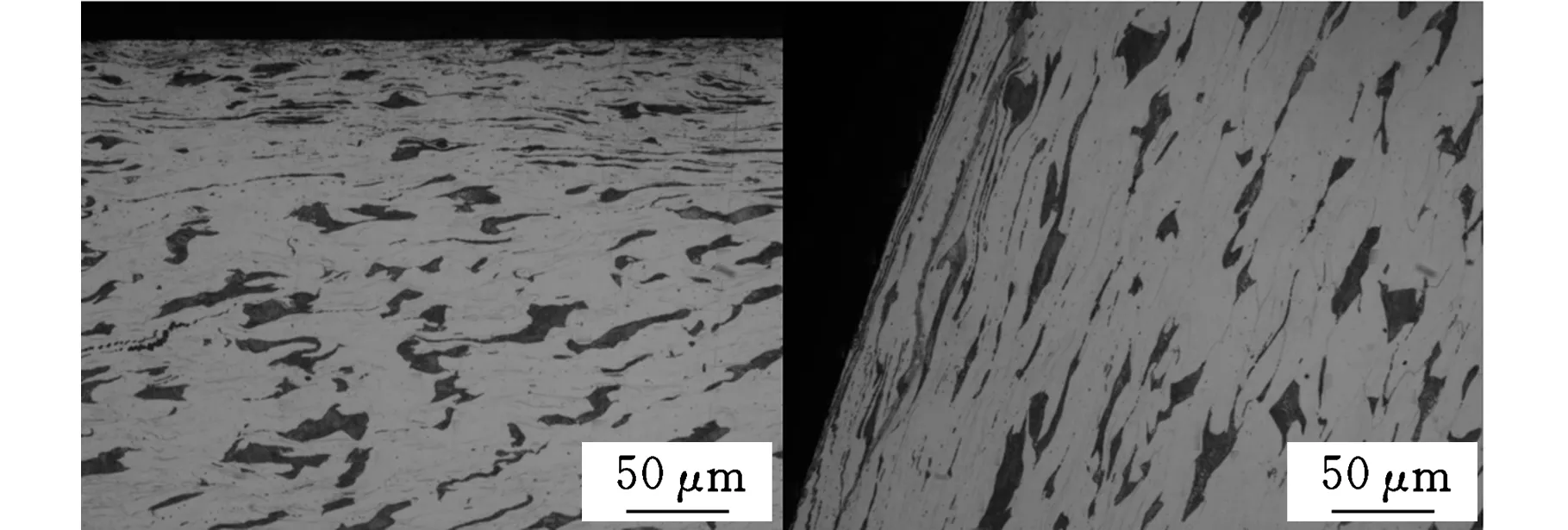
(b)20鋼齒底(左)和齒壁(右)圖18 成形件齒底和側壁金相組織圖
4 結論
(1)對于冷滾打成形工藝,分體夾裝的主軸形式較軸向卡裝主軸和徑向連接主軸結構具有更高的工藝性和剛性。
(2)通過有限元分析,論證了所設計的分體夾裝式主軸結構具有足夠的剛度和強度,能夠滿足主軸最大轉速5000 r/min、最大等效載荷60 kN的加工要求,且在最大載荷下主軸零部件變形控制在5級精度內。
(3)分體夾裝式主軸結構可用于C630車床,實驗證明在對紫銅和20鋼塊料的冷滾打成形中,該主軸結構具有足夠的強度及剛度,能夠保證滾打輪徑向和軸向的定位精度,并能使成形件表面形成硬化層和金屬纖維組織。
[1]Wang Zhongren.Theory and Approach to the Less-loading Closed Die Forging[J].Journal of Mechanical Engineering,2013,49(18):92-98.
[2]郭東明,孫玉文,賈振元.高性能精密制造方法及其研究進展[J].機械工程學報,2014,50(11):119-134.
Guo Dongming,Sun Yuwen,Jia Zhenyuan.Methods and Research Progess of High Performance Manufactuing[J].Journal of Mechanical Engineering,2014,50(11):119-134.
[3]張璐,李言,楊明順,等.增量成形研究進展[J].宇航材料工藝,2011,41(6):32-38.
Zhang Lu,Li Yan,Yang Mingshun,et al.Recent Development of Incremental Forming[J].Aerospace Materials & Technology,2011,41(6):32-38.
[4]崔鳳奎,朱文娟,王曉強,等.高速冷滾打成形技術研究現狀與發展趨勢[J].河南理工大學學報(自然科學版),2012,31(2):191-200.
Cui Fengkui,Zhu Wenjuan,Wang Xiaoqiang,et al.Current Research and Development Trends of High-speed Cold Rolling Technology[J].Journal of Henan Polytechnic University,2012,31(2):191-200.
[5]Ernst G,Krapfenbauer H.Roller Head for Cold Rolling of Splined Shafts or Gears:US,3818735[P].1973-06-25.
[6]KraPfenbauer H. New Methods to Cold Roll Splines on Hollow Blanks[J].European Production Engineering,1994,1(9):39-43.
[7]Deriaz D,Geser P.Device and Method for Producing Tooth-like Profiled Sections on Workpieces:US,7562549[P].2009-07-21.
[8]Geser P.Method and Device for Making at Least Partly Profiled Tubes:US,20070271986[P].2007-11-29.
[9]李言,楊明順,李玢,等.絲杠冷滾打成形動力學仿真及分析[J].西安理工大學學報,2009,25(4):383-387.
Li Yan,Yang Mingshun,Li Bin,et al.Dynamics Simulation and Analysis of Lead Screw Cold Roll-Beating[J].Journal of Xi’an University of Technology,2009,25(4):383-387.
[10]牛婷,李永堂,劉志奇,等.花鍵冷敲機執行機構運動參數分析與運動學仿真[J].機械設計,2014,31(4):41-45.
Niu Ting,Li Yongtang,Liu Zhiqi,et al.Motion Parameters Analysis and Kinematics Simulation of Actuator of Spline Cold Rolling Device[J].Journal of Machine Design,2014,31(4):41-45.
[11]牛婷,李永堂,劉志奇,等.花鍵冷敲機傳動系統設計與分析[J].太原科技大學學報,2015,36(3):175-179.
Niu Ting,Li Yongtang,Liu Zhiqi,et al.Analysis and Design of Transmission Dystem of Spline Cold Striking Machine[J].Journal of Taiyuan University of Science and Technology,2015,36(3):175-179.
[12]蘇金波,雷步芳,劉志奇,等.數控花鍵冷敲機滾打輪最小軸徑的優化設計及驗證[J].鍛壓裝備與制造技術,2014,49(5):90-93.
Su Jinbo,Lei Bufang,Liu Zhiqi,et al.Optimized Design and Verification of Smallest Axle Diameter of Rolling Wheel in CNC Spline Cold Rolling Process[J].China Metalforming Equipment & Manufacturing Technology,2014,49(5):90-93.
[13]馬群,李言,楊明順,等.連續分度冷滾打機床滾打頭結構改進[J].兵工學報,2015,36(8):1587-1593.
Ma Qun,Li Yan,Yang Mingshun,et al.Structure Improvement of Roll-beating Head for Continuous Indexing Cold Roll-beating Machine[J].Acta Armamentarii,2015,36(8):1587-1593.
[14]廖伯瑜,周新民,尹志宏,等.現代機械動力學及其工程應用[M].北京:機械工業出版社,2004.
[15]崔鳳奎.高速精密冷滾打成形技術研究[D].西安:西安理工大學,2007.
[16]張璐,楊明順,李言,等.高速冷滾打過程變形力解析方法及其修正[J].塑性工程學報,2011,18(5):1-7.
Zhang Lu,Yang Mingshun,Li Yan,et al.Analytic Method and Its Modification for Deformation Force of High-speed Cold Roll-beating Forming[J].Journal of Plasticity Engineering,2011,18(5):1-7.
[17]袁啟龍,李言,楊明順,等.塊體材料冷滾打成形變形力研究[J].中國機械工程,2014,25(2):251-256.
Yuan Qilong,Li Yan,Yang Mingshun,et al.Research on Deforming Force of Slab Cold Roll-beating[J].China Mechanical Engineering,2014,25(2):251-256.
[18]崔中,文桂林,陳桂平,等.高速磨床整機動態特性研究[J].中國機械工程,2010,21(7):782-787.
Cui Zhong,Wen Guilin,Chen Guiping,et al.Whole Machine Dynamic Characteristic Analysis of High Speed Grinder[J].China Mechanical Engineering,2010,21(7):782-787.
(編輯王艷麗)
Design and Reliability Analysis of Cold Roll-beating Equipment’s Spindle Adopted Separate Structure
Li LongLi YanYao YuanYang MingshunYuan QilongDong Hao
Xi’an University of Technology,Xi’an,710048
As for the characteristics of spindle impacted with the high frequency on cold roll-beating forming, a separate structure of cold roll-beating equipment’s spindle was given by improving the existing spindle structure of cold roll-beating equipment, and the corresponding finite element model was established. The feasibility of this structure was proved with the modal and stress distribution of this structure which were obtained by the method of numerical simulation. Then the spindle used in the C630 lathe for cold roll-beating forming was designed, and the first three modes of this spindle were obtained using LMS system, then comparing the above results with the results of numerical simulation, the validity of the finite element analysis method and results was confirmed. The experiments shaping the copper and 20 steel by the technology of cold roll-beating were carried out on the C630 lathe with the above spindle structure shaping and further prove the feasibility of this separate structure of cold roll-beating equipment’s spindle.
cold roll-beating; spindle; structural design; LMS system
2016-03-10
國家自然科學基金資助項目(51475366,51475146);陜西省教育廳重點實驗室科學研究計劃資助項目(12JS072)
TG66
10.3969/j.issn.1004-132X.2016.18.020
李龍,男,1989年生。西安理工大學機械與精密儀器工程學院博士研究生。主要研究方向為先進制造技術、現代綠色加工技術。獲發明專利2項。發表論文2篇。李言,男,1960年生。西安理工大學副校長,機械與精密儀器工程學院教授、博士研究生導師。姚遠,男,1990年生。西安理工大學機械與精密儀器工程學院碩士研究生。楊明順,男,1974年生。西安理工大學機械與精密儀器工程學院副教授。袁啟龍,男,1970年生。西安理工大學機械與精密儀器工程學院副教授。董皓,男,1992年生。西安理工大學機械與精密儀器工程學院碩士研究生。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2019年7期)2019-11-25 01:43:04
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
現代企業(2015年9期)2015-02-28 18:56:50
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39