懸掛式軌道交通車輛檢修工藝及裝備研究
2016-10-24 08:14:07張峻領張茂帆王孔明
現代城市軌道交通 2016年5期
張峻領,張茂帆,王孔明
(中國中鐵二院工程集團有限責任公司科學技術研究院,四川成都 610031)
懸掛式軌道交通車輛檢修工藝及裝備研究
張峻領,張茂帆,王孔明
(中國中鐵二院工程集團有限責任公司科學技術研究院,四川成都 610031)
懸掛式軌道交通制式與其他軌道交通形式存在較大的區別,傳統車輛檢修工藝及裝備已不適用于懸掛式軌道交通,因此,有必要對其進行深入研究,以滿足應用需求。以懸掛式軌道交通車輛構造為基礎,首先對其檢修作業范圍進行分解,在此基礎上完成檢修工藝和工藝裝備方案研究,望對未來懸掛式軌道交通車輛基地的設計有所幫助。
懸掛式軌道交通;檢修工藝;工藝裝備
近年來,為滿足國內應用需求,懸掛式軌道交通(圖 1)已逐步取得國內業主認可。2015 年 10 月,成都市金堂縣完成懸掛式軌道交通建設協議的簽訂。2016 年 1 月,九寨溝縣人民政府達成《九寨溝縣空中軌道交通項目戰略合作框架協議》。2016 年 1 月,黃果樹懸掛式軌道交通項目開建。

圖 1 懸掛式軌道交通
懸掛式軌道交通作為一種軌道交通型式,其車輛制式、運營維護方式、檢修工藝均不同于其他傳統的軌道交通制式。因此,有必要對其系統進行深入研究。本文主要針對其檢修工藝及裝備進行研究。
由于懸掛式軌道交通制式與其他軌道交通形式存在較大的區別,傳統檢修工藝及裝備不適用于懸掛式軌道交通,本文以懸掛式軌道交通車輛構造研究為基礎,首先對其檢修作業范圍進行劃分,在此基礎上完成檢修工藝和工藝裝備方案研究。
1 懸掛式軌道交通車輛簡述
懸掛式軌道交通利用道路上部空間設高架橋,高架橋采用梁軌合一模式,車輛轉向架設于箱梁內部,實現車輛行走,基本型式如圖 2 所示。
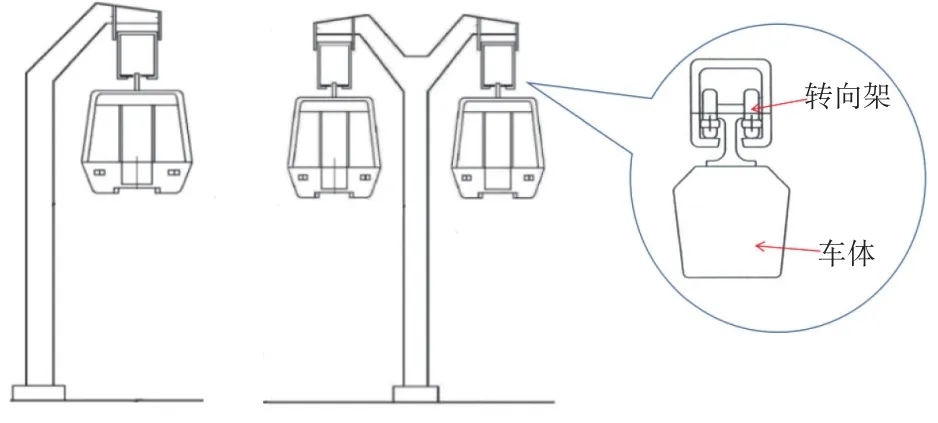
圖 2 懸掛式軌道交通基本型式
懸掛式軌道交通車輛主要由車體和轉向架兩部分組成,如圖 3 所示。

圖 3 懸掛式軌道交通車輛
車輛轉向架由轉向架構架、走行輪、導向輪、穩定輪、電動機等部分組成,與其他軌道交通轉向架相比,結構更為復雜,且最大的區別在于懸掛式軌道交通車輛采用實心橡膠輪作為走行輪。轉向架基本結構如圖 4 所示。
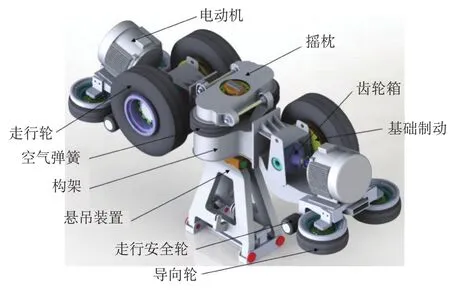
圖 4 轉向架基本結構
與其他城市軌道交通車輛不同,懸掛式軌道交通車輛電氣設備均設于車輛頂部(非車輛底部),如圖 5 所示,電氣設備主要包含制冷裝置、牽引控制器、輔助電源、熔斷器等。
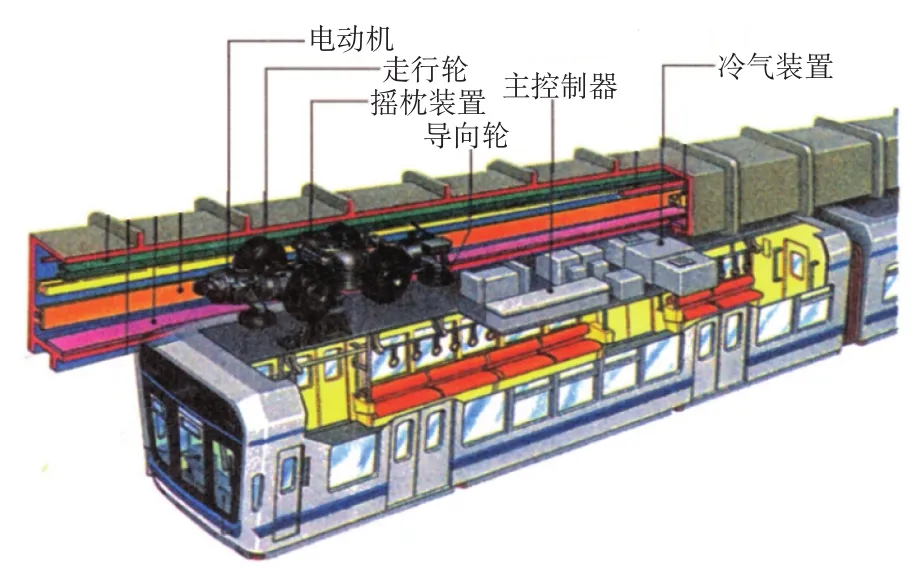
圖 5 車輛車頂設備布置
典型懸掛式軌道交通車輛主要參數如下。
(1)車輛基本尺寸參數。MC車體長度 10 292 mm;M0車體長度 9 340 mm;車體最大寬度 2 300 mm。3 節編組車輛編組形式 MC- M0-MC,總長度約32 m。
(2)走行輪軸距 1 200 mm,輪距 360 mm,直徑518 mm。
(3)導向輪軸距 2 020 mm,輪距 500 mm,直徑280 mm。
(4)轉向架中心距 6 600 mm。
(5)轉向架重量 2 550 kg。
由以上參數可看出,懸掛式軌道交通車輛及其部件的尺寸和重量均遠小于地鐵車輛。
2 車輛檢修指標及檢修內容
懸掛式軌道交通車輛檢修指標及檢修內容與跨坐式軌道交通類似,可參照執行,根據參考文獻[1] 提供的檢修指標,提出懸掛式車輛修程,如表 1 所示。
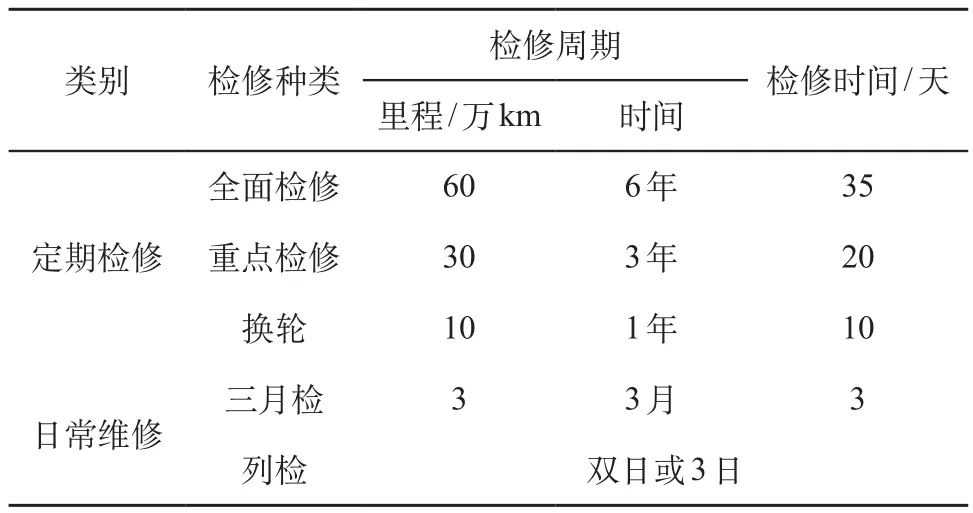
表 1 懸掛式軌道交通車輛檢修修程及技術指標
各修程作業內容如下。
(1)全面檢修。系將車輛全部解體,即架車、解體、檢修。主要針對轉向架等進行測量與整形,更換橡膠輪胎,對牽引電機、電器、電氣線路等部件全部進行分解、修理、調試和試驗,使其完全恢復技術性能;對車輛重新進行油漆標記;配件互換;對車體進行重新組裝、靜調、動態調試。
(2)重點檢修。架車,基本解體,檢修,主要是對轉向架、牽引電機、集電靴、制動系統、車鉤、緩沖裝置、車門、各種電氣控制裝置等主要部件進行分解、檢查、修理、互換、調試、試驗。對儀器、儀表進行校驗。對車體及其余部件的技術狀態進行檢查修理,更換橡膠輪胎及故障部件并進行試驗。重點檢修后對車體進行靜調和動態調試。
(3)換輪。由于實心橡膠輪胎使用壽命大約 8 萬~10 萬 km,通常建議車輛走行 10 萬 km 或運行 1 年后更換實心橡膠輪。
(4)三月檢。主要是對轉向架、牽引電機及主要電器進行全面細部檢查。對重點部件,如懸掛結構、走行部分、受流器、空調、電氣控制系統、牽引、制動等部件進行檢查、修理、測試,更換損耗件,清洗空調的空氣濾清器,根據需要進行蓄電池充電。
(5)列檢。對車輛走行部分、牽引傳動系統、各種電氣裝置、制動控制裝置的狀態進行外觀檢查,更換損耗件。重點處理危及運行安全的故障,確保行車安全。
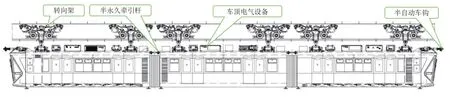
圖 6 懸掛式軌道交通主要設備布置圖
3 檢修工藝及工藝裝備
由于懸掛式單軌交通車輛的特殊走行機構,使其檢修工藝設計上與地鐵車輛有較大的差異。傳統地鐵車輛檢修模式,主要采用檢查坑用于走行機構日常檢查;設架車機用于車輛與轉向架解體;采用起重機對車頂設備直接起吊和吊裝。以上模式均已不能適用于懸掛式軌道交通車輛的特殊走行機構。
如圖 6 所示,懸掛式軌道交通車輛主要部件(如轉向架、牽引傳動系統、車鉤、制動系統等)均集中在車頂上方。故而,懸掛式軌道交通車輛的檢修作業需以車頂為主。為滿足車頂作業需求,需設計相應的車頂作業平臺,替代傳統地鐵模式的檢查坑、架車機等工藝裝備,實現車輛日常檢修、部件更換、架車作業等功能。
因此,本文將以車頂作業平臺作為基礎,全面分析懸掛式軌道交通車輛的檢修工藝及相應的工藝裝備。
3.1車頂作業平臺基本功能及工藝設計
懸掛式軌道交通車輛運行于正線時系統采用箱型梁結構,轉向架全封閉于箱型梁內。車輛入庫后,為滿足轉向架檢修需求,需采用開放式軌道,滿足列車走行的同時,可進行轉向架檢修作業。本文建議的走行軌形式為雙 L 形軌道,如圖 7、圖 8 所示。L 形軌道主要由 2 部分組成:導向面和走行面。走行面用于承載列車走行輪在庫內的走行,導向面用于限制轉向架下部導向輪的左右運動,達到庫內列車運行導向的作用。
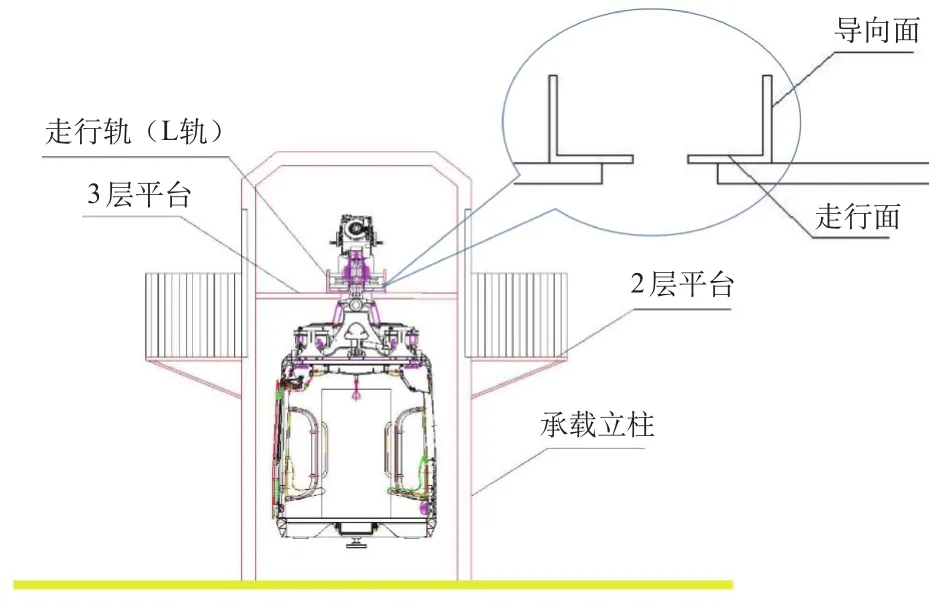
圖 7 車頂作業平臺及走行軌
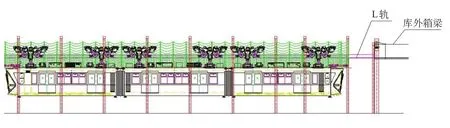
圖 8 車頂作業平臺布置簡圖
車頂作業平臺在承載列車走行的同時,設 2 層平臺和 3 層平臺,3 層平臺主要用于轉向架檢修,2 層平臺主要用于車頂設備和轉向架下部懸掛系統檢修作業。雙L軌在端部與庫外箱型梁接口,庫外箱型梁的供電系統在尾部作絕緣處理,充分保證庫內作業安全。
3.2列車停放及列檢作業工藝方案
3.2.1檢修工藝流程
列車停放及列檢作業流程:列車入庫→庫內調車→列車停放→列檢。
3.2.2庫內調車
通常地鐵列車在列車停車線設接觸網,列車靠自身動力自走行入庫,入庫后主要通過檢查坑進行車底檢查。但懸掛式軌道交通與之不同,轉向架與接觸網同設于車頂,接觸網入庫有極大的安全隱患,且不利于轉向架檢修作業。因此,通常不建議庫內架設接觸網。
為滿足列車庫內走行需求,結合懸掛式軌道交通車輛特點,可采用庫內地面調拉設備滿足列車庫內調車作業需求。調拉設備走行于地面,通過列車車鉤牽引列車前進至停止位。懸掛式軌道交通車輛較輕,列車起動阻力不超過 40 kN,以電機作為動力的小型地面車輛足以滿足牽引需求。調拉設備及調拉列車如圖 9 所示。
3.2.3列檢
對于懸掛式軌道交通車輛,列檢作業重點是車輛頂部裝置的外觀檢查并更換損耗件。因此,設置走行軌和作業平臺,一方面承擔列車日常停放的功能,另一方面可完全滿足日常檢修作業需求。
(1)轉向架檢修作業。為滿足作業需求,作業平臺的導向面需具備局部拆除功能,以保證有足夠的作業空間利于轉向架檢修作業。
(2)其他電氣系統檢修作業。為滿足轉向架與車頂之間的所有電氣設備的檢修作業需求,需設置 2 層作業平臺,如圖 7 所示。2 層作業平臺設置伸縮板,方便檢修人員踏入車頂進行檢修。
3.3換輪、三月檢及重點檢修作業工藝方案
換輪、三月檢和重點檢修的主要工作均為部件更換,由于轉向架的特殊結構,部分部件的更換(如輪對)需架車作業,其他部件需采用起重機進行起吊作業。
結合車頂作業平臺的特殊結構,架車作業可利用車頂作業平臺的支撐結構,通過安裝相應的懸吊設備,實現架車,如圖 10 所示。通過在車頂作業平臺的縱向橫梁上安裝吊臂和螺桿的方式,實現轉向架及車體的整體起吊,在此基礎上可進行各項部件更換作業。在輪對更換時,首先對作業臺位的導向軌進行拆卸,然后將螺桿、吊臂與轉向架進行連接,轉向架(含車體)通過螺桿運動起升后即可完成輪對的更換。
3.4全面檢修
3.4.1檢修工藝流程
全面檢修工藝流程:列車入庫→車頂設備拆卸起吊→列車解編→轉向架拆解運輸→車體運輸→部件檢修及車體組裝。
按以上工藝流程拆解完成后,轉向架、車體、車頂設備分別運輸至轉向架檢修間、車體檢修間和電氣設備檢修間。
3.4.2工藝方案及裝備
全面檢修工藝仍需以車頂作業平臺作為基礎完成相關作業,如圖 11 所示。
(1)車頂設備起吊。列車在高架作業平臺停車后,為滿足設備起吊需求,各轉向架之間的走行軌、作業平臺均需完全打開,便于車頂設備起吊,如圖 12 所示。
(2)列車解編。設備起吊完畢后,關閉設備起吊口,列車解編,并將解編車輛調拉至平臺端部,車輛調拉可采用地面調拉設備。
(3)車體與轉向架分解。在車體與轉向架分解前,采用托盤車托住車體,如圖 11 所示。托盤車設舉升平臺,2 個托盤車同步舉升實現車輛走行輪與走行軌面的分離,分離之后可進行轉向架拆解作業。然后通過 2 個托盤車的同步運動將車體平移至車頂作業平臺外側;同時,通過天車完成轉向架的起吊作業。最終實現轉向架與車體的分解作業。

圖 9 調拉設備及列車調拉
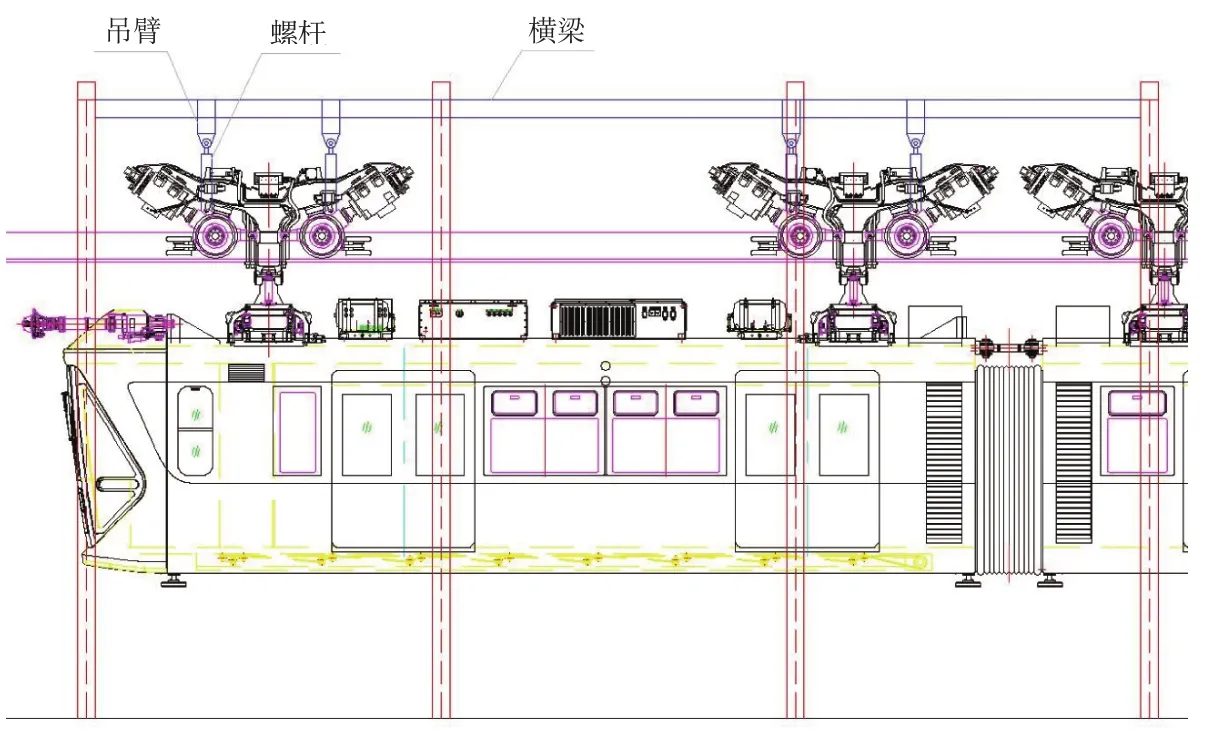
圖 10 架車作業
托盤車需滿足以下功能需求:①兩托盤車同步舉升,舉升高度誤差不得過大,需保證車體的平穩性;②兩托盤車前進、后退速度和方向一致,且保證車體平穩運輸。近幾年,自動控制技術飛速發展,滿足該功能的設備較多,如應用于航空領域的重載全向移動平臺車等。
(4)轉向架起吊作業。轉向架與車體分解后,將轉向架推送至 3 層平臺端部,通過起重機將其起吊至地面。
(5)部件檢修及車體組裝。車體、轉向架、車頂設備拆解完畢后,分別運輸至檢修車間進行檢修。各部件檢修完畢后,可按以上工藝流程的逆向過程完成車體組裝。
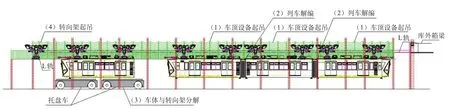
圖 11 全面檢修作業工藝流程
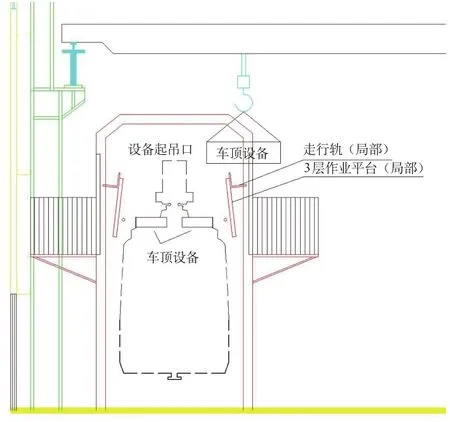
圖 12 車頂設備起吊
4 結束語
本文結合懸掛式軌道交通車輛的結構特點,對車輛檢修工藝進行了系統研究,同時提出了車頂作業平臺、地面調拉設備、托盤車等新型工藝裝備。這些工藝裝備在懸掛式軌道交通車輛的檢修作業中將是不可或缺的組成部分,本文限于篇幅原因對其描述不盡完善,隨著懸掛式軌道交通的進一步發展,將對其展開進一步研究工作。
以上檢修工藝方案可能不盡完美,但望就此研究拋磚引玉,推動懸掛式軌道交通車輛檢修工藝的深入發展。
[1] 曹克非. 跨座式單軌車輛段工藝設計研究[J]. 鐵道工程學報,2008,25(2):94-96,103.
[2] 薄海青. 懸掛式單軌交通車輛檢修工藝及關鍵設備探討[J]. 鐵道標準設計,2013(1):121-126.
責任編輯 冒一平
Study on Vehicle Maintenance Technology and Equipment of Suspension Rail Transit
Zhang Junling, Zhang Maofan, Wang Kongming
The suspension rail transit system has a very big difference comparing with other rail modes, and the traditional vehicle maintenance technology and equipment are no more suitable for suspension rail transit, therefore, it is necessary to carry out further study. On the basis of the suspension rail vehicle structure, the vehicle maintenance working range is decomposed. Therefore the solutions for maintenance technology and equipment are fi nalized.
suspended rail vehicle, maintenance technology, technical equipment
U232 : U269.32
2016-03-21
四川省科技支撐項目(2016GZ0337)
張峻領(1986—),男,工程師
猜你喜歡
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(2015年3期)2015-12-23 09:27:14
石油化工應用(2014年8期)2014-03-11 17:40:03
