主軸套筒式復合鏜桿的研究及應用
2016-10-27 05:52:33陳文云,徐健康,陳陽君
新技術新工藝 2016年8期
?
主軸套筒式復合鏜桿的研究及應用
T系列金剛鏜床是一種用于孔加工的老型號設備,機床自身配置相關鏜桿,也可特殊訂貨配置銑刀桿,其簡單實用,價格低廉,目前仍有不少企業還在使用。原T系列金剛鏜床配置的鏜桿結構只能單鏜刀鏜孔,不能實現深孔的多級臺肩孔加工,機械加工的效率較低[1]。如果按現有鏜桿結構設計成多工位加工,一方面導致鏜桿懸臂過長,剛度差,無法保證加工精度;另一方面,由于機床的工作行程是不變的,當被加工件本身高度過大,鏜孔較深,鏜桿懸臂過長時,也會影響機床的有效工作行程,往往導致工件無法加工。當臺肩孔和孔口倒角有較高深度精度要求時,若使用原配置鏜桿加工,其深度精度不易控制,且要多次換刀,效率低,質量不穩定。
基于上述設備存在的缺陷,通過創新、合理的反包主軸套筒式復合鏜桿結構研究,在不增加鏜桿懸臂長度的情況下,安置多工位鏜刀,可實現高精度、高效率地同時加工氣缸體多級臺肩缸孔,效率高,質量穩定。
1 金剛鏜床加工氣缸體缸孔的案例分析
1.1 案例產品技術要求
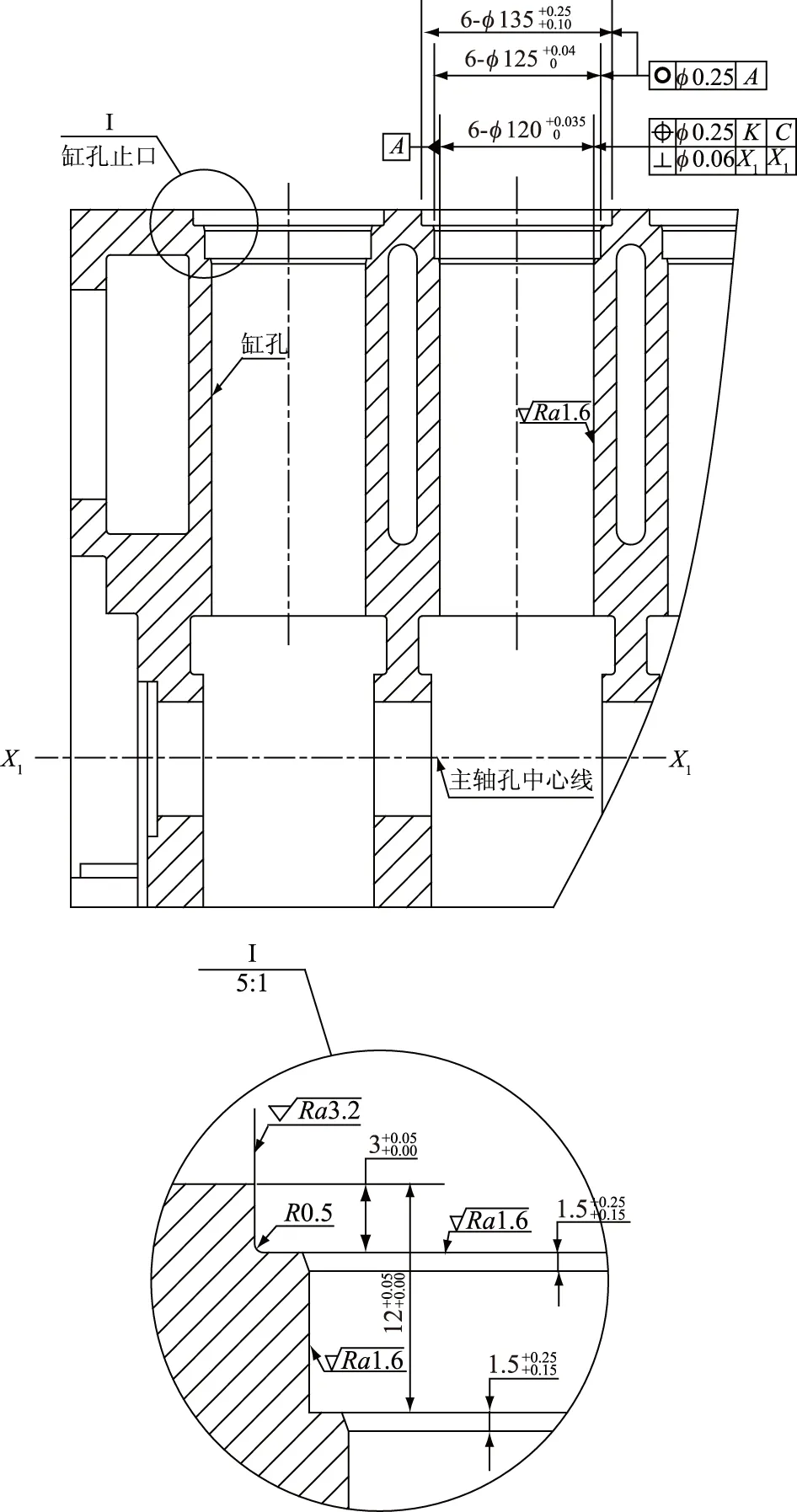
圖1 缸孔加工工序尺寸圖
目前,使用生產線專用機床完成氣缸體大批量加工。對于新產品開發和較小批量生產,使用數控龍門鏜銑床或大工作臺面臥式加工中心加工完成,后者成本較高;因此,部分單位往往使用立式金剛鏜床完成氣缸體缸孔的加工。
1.2 使用金剛鏜床及原機床配置鏜桿加工缸孔
利用普通立式金剛鏜床加工氣缸體缸孔是人與設備高度結合的加工方法,對操作工人的要求非常高,需要集體力、眼力、腦力和專注力于一體進行操作,稍有疏忽就會造成加工報廢。

圖2 機床配置鏜桿
使用該類金剛鏜床及原機床配置鏜桿(見圖2和圖3)加工6缸氣缸體缸孔、缸孔止口及倒角,需要3次更換缸孔鏜刀、止口鏜刀及倒角刀,執行動作接近300個,加工時間約為35 min。加工中主要存在如下難點:1)氣缸體的缸孔止口深度難控,必須一邊操作,一邊檢測加工精度,是質量瓶頸;2)工人勞動強度特別大,生產節拍長,又是生產瓶頸。總體來看,效率低,質量的穩定性過多的依賴操作人員的技能。
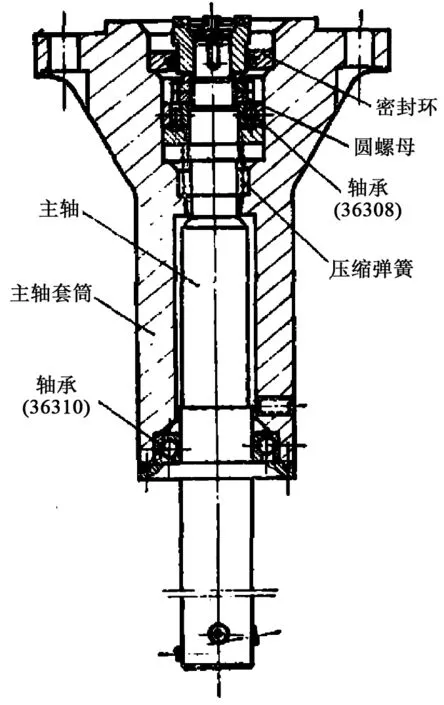
圖3 機床配置鏜桿結構圖
2 主軸套筒式多工位復合鏜桿結構組成[2-3]
針對上述情況,研究了一種主軸套筒式多工位復合鏜桿(見圖4和圖5),有效地解決了利用普通立式金剛鏜床進行缸孔加工存在的瓶頸。該新型鏜桿投入使用后,工作穩定,加工質量得到有效保證,在新產品開發及較小批量并線生產中成效顯著,得到認可。
主軸套筒式多工位復合鏜桿包括剛性支架、設有離合器的傳動軸及套筒組成的鏜桿。傳動軸兩端分別由角接觸球軸承Ⅰ和滑動軸承懸架在剛性支架上,其特征在于傳動軸上設有套筒,套筒一端由內六角圓柱頭螺釘Ⅱ、彈性墊圈和端面鍵與傳動軸緊固聯接,另一端由角接觸球軸承Ⅱ懸架在剛性支架上活動連接,主軸套筒與傳動軸為固定連接;所述套筒上設有多工位設置的鏜刀頭Ⅰ、鏜刀頭Ⅱ和倒角成型鏜刀頭Ⅲ,由內六角圓柱頭螺釘Ⅲ、調刀楔塊和緊定螺釘固定在套筒上;控制加工深度的可調定位桿與剛性支架通過螺紋聯接,鎖緊螺母起到鎖緊可調定位桿的作用。
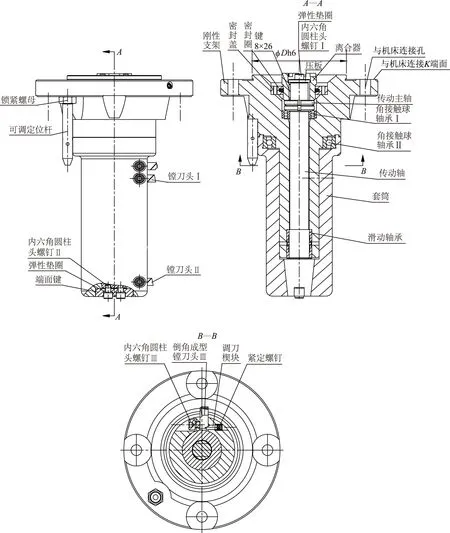
圖4 復合鏜桿結構圖

圖5 復合鏜桿三維仿真模型
3 主軸套筒式多工位復合鏜桿結構工作原理
3.1 與機床連接方式
該復合鏜桿以剛性支架大端面K及φDh6短軸與機床定位,通過剛性支架大端面的4個連接孔與機床緊固連接。剛性支架通過角接觸球軸承Ⅰ、角接觸球軸承Ⅱ和滑動軸承等3個零件將傳動軸與主軸套筒懸架起。
3.2 轉矩傳遞過程
轉矩傳遞過程如下:機床原動力轉矩→離合器→鍵→傳動軸→傳動端面鍵→主軸套筒→鏜刀(Ⅰ、Ⅱ、Ⅲ)。機床原動力轉矩通過離合器、鍵、傳動軸旋轉運動,傳動主軸通過傳動端面鍵帶動復合鏜桿主軸套筒旋轉運動,主軸套筒上安裝有多工位鏜刀(根據需要設置),用于多級臺肩孔加工。
3.3 進給深度的控制[4]
該新型復合鏜桿設置有可調整定位桿,加工狀態時,定位桿接觸到氣缸體端面即停止進給,可有效控制氣缸體缸孔止口及倒角的深度尺寸精度和倒角尺寸。
對刀方法如下:缸孔直徑方向試切對刀安裝完畢后,測量調整止口鏜刀端面至定位桿的端面尺寸,加工試切,然后測量試切止口深度偏差,如在公差范圍內,即可用螺母鎖緊定位桿;如超差或接近公差極限,則需要二次調整后再試切、測量和調整定位桿,直至滿足要求后用螺母鎖緊定位桿。
4 結語
目前,已對多臺T系列金剛鏜床進行了技術改造,配置了該新型復合鏜桿,投入生產至今,運行良好。使用配置新型復合鏜桿加工6缸氣缸體缸孔、缸孔止口及倒角,3把鏜刀同時安裝,同時對刀,同時加工,執行動作減少至110余個,加工時間約為15 min。滿足生產節拍和加工精度要求,質量穩定。
該項技術改造既方便新產品開發,又可滿足小批量并線生產,省去了粗、精2臺多軸鏜缸孔專用機床,初步估算凈節約設備投資額約550萬元。
[1] 上海市金屬切削技術協會. 金屬切削手冊[M]. 3版. 上海:上海科學技術出版社,2000.
[2] 王文斌. 機械設計手冊[M]. 北京: 機械工業出版社, 2004.[3] 袁哲俊,劉華明. 刀具設計手冊[M]. 北京:機械工業出版社,1999.
[4] 楊叔子. 機械加工工藝手冊[M]. 北京:機械工業出版社,1991.
陳文云1,徐健康2,陳陽君3
(1.中船第九設計研究院工程有限公司,上海 200063;2.永康市質量技術監督檢測中心,浙江 永康 321300;3.上海信品工程科技有限公司,上海 201206)
研究了一種新型復合鏜桿,包括設有離合器的傳動軸和剛性支架。傳動軸兩端分別由角接觸球軸承Ⅰ和滑動軸承懸架在剛性支架上。傳動軸上設有數個鏜刀的套筒,套筒一端由鍵和螺釘與傳動軸固定聯接,另一端由角接觸球軸承Ⅱ懸架在剛性支架上。鏜刀頭由壓緊螺釘、調刀楔塊和緊定螺釘固定在套筒上。與現有技術相比,采用該鏜桿技術,不增加鏜桿懸臂長度即可安置多工位鏜刀,充分利用現有機床和動力轉矩,可實現多級臺肩孔同時加工。復合鏜桿懸臂的剛度好,加工精度高,大大提高了設備的工作效率。
金剛鏜床;多工位;復合鏜桿;懸臂;滑動軸承
The Spindle Sleeve Composite Boring Bar of Exploration and Application
CHEN Wenyun1, XU Jiankang2, CHEN Yangjun3
(1.China Shipbuilding NDRI Engineering Co., Ltd., Shanghai 200063, China; 2.Yongkang City of Quality and
Technical Supervision Inspection Center, Yongkang 321300, China; 3.Shanghai Xinpin Engineering Technology
Co., Ltd., Shanghai 201206, China)
A new type of composite boring bar is introduced, including a clutch shaft and rigid support of boring bar, shaft Ⅰ respectively by angular contact ball bearing and sliding bearing suspension on the rigid support, its characteristic is that on the drive shaft it is equipped with a number of boring cutter sleeve, the sleeve by the key and the screw at one end connected to the drive shaft are fixed, the other end by the angular contacts ball bearing Ⅱ suspension on the rigid support. The described ones in the boring cutter by compression screw and adjustable cutter wedge are set on the sleeve. The boring bar technology compared with the existing technology has not increased boring bar cantilever length placed multi-station boring cutter, making full use of the existing machine tools and dynamic torque, effectively solve the problem of the multi-stage shoulder hole processing at the same time, compound boring bar cantilever of good rigidity, high machining accuracy, and greatly improve the work efficiency of the equipment.
king kong boring, multi-station, composite boring, bar cantilever, sliding bearing
陳文云(1964-),男,高級工程師,主要從事機械設計與制造工藝、工程工藝設計等方面的研究。
2016-03-16
責任編輯 鄭練
TG 53
A