基于正交試驗(yàn)的混粉電火花加工的研究*
2016-10-27 05:52:59蘇宏志,王顯方
新技術(shù)新工藝 2016年8期
?
基于正交試驗(yàn)的混粉電火花加工的研究*
混粉電火花加工是通過在電火花工作液中混入一定比例的硅、鋁等微細(xì)粉末導(dǎo)電顆粒,來改善放電狀態(tài),從而克服普通電火花加工的某些缺點(diǎn),降低表面粗糙度,減小白硬層的厚度,消除微觀裂紋,使加工后的表面達(dá)到類似鏡面的效果。其可實(shí)現(xiàn)大面積穩(wěn)定加工,也可直接用于精密模具型腔表面的最終加工。加工后的表面耐磨性和耐蝕性均得到提高。混粉電火花加工在模具制造中的大面積精加工中表現(xiàn)出優(yōu)越的潛在能力,特別是加工效率高,表面均勻性好,有效降低表面粗糙度的能力越來越受到模具制造行業(yè)的重視。
本文通過正交試驗(yàn)法,以常規(guī)電火花加工的表面質(zhì)量為參照,對(duì)混粉電火花加工的表面粗糙度進(jìn)行研究,深入探討混粉電火花加工中不同工藝參數(shù)以及不同混粉工作液對(duì)表面粗糙度的影響大小。
1 混粉電火花加工正交試驗(yàn)
正交試驗(yàn)是研究多因素、多水平試驗(yàn)的主要方法,它是根據(jù)正交性原則在所有的試驗(yàn)中挑選部分有代表的點(diǎn)進(jìn)行試驗(yàn),尋找出一組最優(yōu)的水平組合[1]。混粉電火花加工中影響因素較多,且每一個(gè)不同水平因素都會(huì)對(duì)加工零件表面粗糙度產(chǎn)生不同影響結(jié)果。
1.1 主要影響因素的選取
影響混粉電火花加工中表面加工質(zhì)量的主要因素有脈沖寬度、峰值電流、伺服電壓、空載電壓、電極材料和放電面積等[2]。考慮到試驗(yàn)加工條件等實(shí)際因素,本文以脈沖寬度、峰值電流、伺服電壓以及空載電壓變化為主要研究對(duì)象,分析這4個(gè)參數(shù)變化對(duì)加工表面粗糙度的影響程度,利用正交試驗(yàn)仿真,尋求4個(gè)參數(shù)變化水平的最佳組合。
1.2 試驗(yàn)設(shè)計(jì)
為了深入研究上述4個(gè)參數(shù)變化在電火花加工中對(duì)表面粗糙度的影響大小,試驗(yàn)設(shè)計(jì)對(duì)同一組參數(shù)分別在常規(guī)工作液、混鋁粉工作液和混硅粉工作液等3種工作液中完成電火花加工。加工設(shè)定深度為50 μm,并借助精度為1 nm的SE—3H表面測(cè)量?jī)x完成表面粗糙度數(shù)值測(cè)定。試驗(yàn)?zāi)康氖且猿R?guī)工作液加工為參照,分析對(duì)比得到混鋁粉工作液、混硅粉工作液的電火花加工時(shí)的最佳參數(shù)和其他影響因素。
1.3 試驗(yàn)條件的確定
試驗(yàn)在A35R電火花加工機(jī)床上完成,依據(jù)機(jī)床加工性能,對(duì)脈沖寬度、峰值電流和伺服電壓等3個(gè)因素分別取3個(gè)水平數(shù)值,由于機(jī)床性能限制空載電壓選取2個(gè)水平數(shù)值,組成L16(34×21)的正交表格。試驗(yàn)因素以及所取的水平數(shù)值見表1,正交表格見表2。試驗(yàn)中采用的銅棒電極直徑為10 mm,工件為NAK80模具鋼。常規(guī)電火花加工中工作液為煤油,混粉電火花加工的工作液是在煤油中混入硅粉(直徑約5 μm,濃度為6 g/L)、鋁粉(直徑約5 μm,濃度為6 g/L)微細(xì)粉末分別構(gòu)成的混硅粉工作液和混鋁粉工作液。
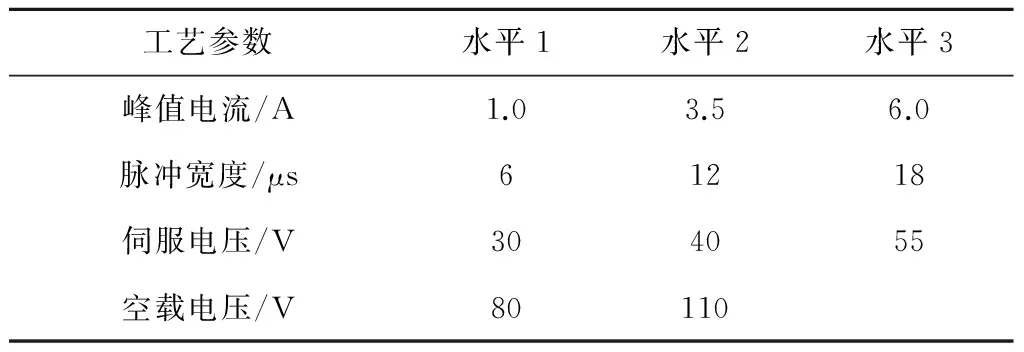
表1 試驗(yàn)因素以及所取的水平數(shù)值

表2 試驗(yàn)條件
2 試驗(yàn)數(shù)據(jù)處理及分析
2.1 數(shù)據(jù)處理
在SPSS軟件中完成試驗(yàn)數(shù)據(jù)的方差分析,根據(jù)控制變量的個(gè)數(shù),可以分成單因素方差分析和多因素方差分析。多因素方差分析是指控制變量有多個(gè),測(cè)試多個(gè)因素不同水平變化對(duì)觀察變量綜合影響;單因素方差分析是指控制變量只有1個(gè)(但1個(gè)控制變量可以有多個(gè)觀察水平),其主要測(cè)試某一個(gè)控制變量的不同水平對(duì)觀察變量造成的顯著差異和變動(dòng)。在方差分析中,極差是不同水平各因素評(píng)價(jià)的均值,它的大小反映了同一控制變量取不同水平時(shí),指標(biāo)變化的幅度。極差越大說明該因素的水平變化對(duì)觀察變量的影響越大,該因素對(duì)觀察變量影響居主要地位;反之,則說明該因素居次要地位[3]。采用單因素方差分析,脈沖寬度、峰值電流、伺服電壓和空載電壓等4個(gè)因素不同水平時(shí),對(duì)觀察變量即表面粗糙度的影響程度見表3。

表3 不同水平的控制變量對(duì)表面質(zhì)量的影響程度
2.2 數(shù)據(jù)分析
從表3可知,在常規(guī)工作液、混硅粉工作液和混鋁粉工作液等3種工作液中進(jìn)行電火花加工,峰值電流、空載電壓、伺服電壓和脈沖寬度等4個(gè)因素對(duì)表面粗糙度的影響規(guī)律基本一致,即觀察變量表面粗糙度都是隨著峰值電流、空載電壓、伺服電壓和脈沖寬度這4個(gè)因素增加而增加。首先,峰值電流的變化給表面質(zhì)量帶來的影響最大,當(dāng)峰值電流從1.0 A增大到6.0 A時(shí),表面粗糙度從Ra0.791 8、Ra0.820 5和Ra0.742 5 μm猛增到Ra1.877 5、Ra2.02和Ra1.785 μm;其次,隨著脈沖寬度的增加,表面粗糙度值也越來越大。在常規(guī)電火花加工液中,脈沖寬度對(duì)表面粗糙度的影響尤為明顯,分析其原因是由于脈沖寬度跟放電能量成正比關(guān)系,放電能量的積累以及放電時(shí)間的長(zhǎng)短對(duì)加工表面粗糙度影響更為劇烈;而在混粉電火花加工中,放電通道快速生長(zhǎng),放電通道較為分散,放電斑點(diǎn)大,擊穿時(shí)間小,脈寬中能量積累占的比重大,因此脈沖寬度影響相對(duì)較小[4]。
脈沖寬度、峰值電流、空載電壓和伺服電壓這4個(gè)參數(shù)在3種不同工作液中對(duì)零件加工表面粗糙度的影響顯著度對(duì)比圖如圖1所示。從圖1中可以看出,峰值電流、伺服電壓和空載電壓的變化對(duì)常規(guī)電火花加工液、混鋁粉電火花加工液和混硅粉電火花加工液影響顯著度都是從大到小變化,而脈沖寬度對(duì)工作液的改變基本上沒有變化;因此,粉末加入有效改變了工作液的工作狀態(tài),特別是使峰值電流、伺服電壓和空載電壓的變化對(duì)零件加工表面粗糙度的影響顯著降低。

圖1 不同條件下控制變量對(duì)表面質(zhì)量的影響顯著度對(duì)比圖
粉末的加入顯著提升了電火花加工表面的質(zhì)量,分析其原因是粉末的加入顯著提高了工作液的極化電離分解和運(yùn)送電荷能力,進(jìn)而極大地促進(jìn)了放電擊穿作用;同時(shí),粉末顆粒之間的互相影響,導(dǎo)致放電電場(chǎng)最大位置出現(xiàn)在粉末周圍,電子發(fā)射不是從一個(gè)電極向另一個(gè)電極擴(kuò)展,而是粉末之間、粉末與電極之間同時(shí)作用。因此,在同樣的條件下,混粉電火花加工的擊穿速度比常規(guī)電火花快,能量累積相對(duì)較少,在放電通道一定的情況下,單位面積上的能量密度小,放電蝕坑小,表面質(zhì)量好[5]。常規(guī)電火花加工與混粉電火花加工工件表面的照片對(duì)比圖如圖2所示。從圖2可以看出,混粉電火花加工(混硅粉工作液)放電凹坑分布較均勻,形狀規(guī)則而平坦,而常規(guī)工作液中加工出的表面,放電凹坑深且不規(guī)則。
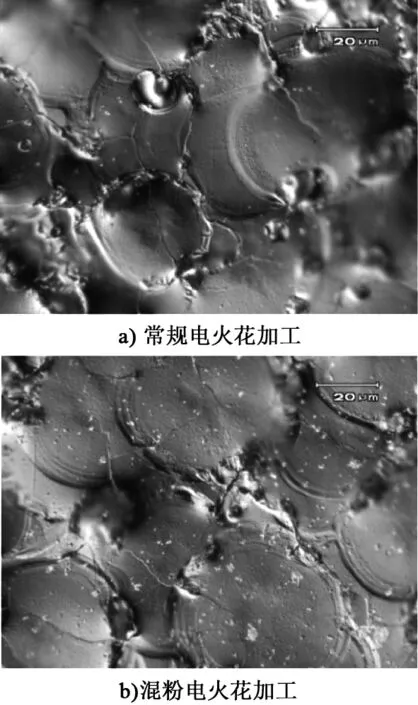
圖2 常規(guī)電火花與混粉電火花加工表面顯微對(duì)比
粉末的加入對(duì)改善工件表面粗糙度具有很好的作用,但由于鋁、硅粉末之間電子親和力、熔點(diǎn)沸點(diǎn)、電阻率和熱導(dǎo)率存在的差異,使得混鋁粉和混硅粉電火花加工表面質(zhì)量有明顯的不同。鋁的介電常數(shù)比硅高,其放電能力較強(qiáng),放電路徑擴(kuò)展過程中形成的末梢分枝較少,消耗能量小,放電通道在較短的時(shí)間內(nèi)產(chǎn)生,從而使擊穿后的放電能量增加,因此,導(dǎo)致試驗(yàn)表面粗糙度較高[6];另外,鋁的極化程度較高,其周圍電場(chǎng)變形較為嚴(yán)重,需要的外加電場(chǎng)強(qiáng)度減小,加工速度較快,但放電間隙較大,穩(wěn)定性較差,導(dǎo)致混鋁粉工作液的電火花加工質(zhì)量比混硅粉工作液的電火花加工質(zhì)量較差。
3 結(jié)語
對(duì)于混粉電火花加工,由于工作液中粉末的加入,使放電間隙和工作液的復(fù)合介電常數(shù)都有所增大,特別是放電間隙增大的變化程度更為明顯,這就保證了小脈沖能量下的正常放電,從而減小了放電凹坑的尺寸和深度,使加工表面質(zhì)量得以改善[7]。此外,與常規(guī)電火花加工相比,在相同的放電參數(shù)條件下,混粉電火花加工由于放電間隙較大,放電通道擴(kuò)展更充分,陽極放電點(diǎn)面積較大,而放電凹坑更淺,同時(shí)也因?yàn)榉烹婞c(diǎn)分散性良好,放電凹坑分布更均勻,使加工表面會(huì)更平整。對(duì)比常規(guī)工作液、混硅粉工作液和混鋁粉工作液這3種電火花加工,參數(shù)對(duì)表面粗糙度的影響規(guī)律基本一致,但粉末加入使得各參數(shù)影響作用加大,尤其是混硅粉工作液電火花加工對(duì)加工質(zhì)量的提高更為明顯。
[1] 謝云波,趙東升,周鶴群,等.基于正交試驗(yàn)的電火花加工實(shí)驗(yàn)分析[J].精密制造與自動(dòng)化,2009(3):31-32.
[2] 高緒寶,顧琳,趙萬生,等.混粉電火花加工工件表面質(zhì)量影響因素分析[J].制造業(yè)自動(dòng)化,2009,31(3):1-4.
[3] Wu K L, Yan B H, Huang F Y, et al. Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric[J]. International Journal of Machine Tools and Manufacture, 2005,45(10):1195-1201.
[4] 隋修武,劉觀平,周鐸,等.非混粉電火花鏡面加工及表面質(zhì)量檢測(cè)[J].納米技術(shù)與精密工程,2015,1(1):62-68.
[5] 張宗才,伍端陽. 混粉電火花加工在型腔模中的應(yīng)用[J]. 電加工與模具,2010,5(5):69-72.
[6] 蘇宏志,趙福令,王元?jiǎng)?粉末對(duì)混粉電火花液固混合工作液的作用機(jī)制[J].機(jī)械設(shè)計(jì)與制造,2010,5(5):113-115.
[7] 高緒寶,顧琳,趙萬生.混粉電火花加工工件表面質(zhì)量影響因素分析[J].制造業(yè)自動(dòng)化,2009,31(3):1-4.
責(zé)任編輯 鄭練
蘇宏志,王顯方
(陜西工業(yè)職業(yè)技術(shù)學(xué)院 機(jī)械工程學(xué)院,陜西 咸陽 712000)
利用正交試驗(yàn)法,對(duì)比分析了峰值電流、脈沖寬度、伺服電壓以及空載電壓等4個(gè)參數(shù)在常規(guī)電火花加工和混粉電火花加工中對(duì)表面粗糙度影響的差異,結(jié)果表眀,在混粉電火花加工中,粉末的加入使得電火花加工參數(shù)對(duì)表面粗糙度的影響顯著增大,尤其在混硅粉電火花加工中,參數(shù)對(duì)表面粗糙度的影響更為明顯。研究結(jié)論為混粉電火花加工的研究提供了參考。
混粉電火花加工;正交試驗(yàn);表面粗糙度
Research on Powder Mixed EDM based on Orthogonal Experiment
SU Hongzhi, WANG Xianfang
(Shaanxi Polytechnical Institute, Xianyang 712000, China)
The influence of peak current, pulse width, servo voltage and no-load voltage based on normal EDM and powder mixed EDM is studied by orthogonal experiment. The results show that the technological parameter has more obvious influence on the surface roughness in machining powder mixed of Si. The experimental conclusion provides reference for the powder mixed EDM.
powder mixed EDM, orthogonal experiment, surface roughness
* 陜西省教育廳自然科學(xué)專項(xiàng)科研計(jì)劃項(xiàng)目(14JK1056)
蘇宏志(1973-),男,碩士,副教授,主要從事機(jī)械加工與數(shù)控技術(shù)等方面的研究。
2016-03-21
TG 661
A