工藝規范體系構建與編制研究
2016-11-11 02:41:52金大元
新技術新工藝 2016年8期
?
工藝規范體系構建與編制研究
工藝規范是企業技術規范體系中的重要一環。它直接面向作業層,需要有高度的可操作性和近乎完善的正確性。工藝規范其實也是企業工藝技術和能力的體現。國家提出的“制造2025”戰略,最需要工藝能力的支撐。國外著名企業(如波音和空客公司)也非常重視工藝規范體系的建設。波音公司建立了涉及10個專業工藝領域的工藝規范。我國的商用飛機項目中也已開始建立工藝規范體系[1]。幾年前,中國電子科技集團公司第三十六研究所開始系統化地開展針對工藝規范的研究和建設工作。本文在對工藝規范的基本涵義、特點和作用進行簡要論述的基礎上,結合本所的特點,研究企業工藝規范體系構建的思路、方法和框架結構,并結合具體案例分析工藝規范的編制原則、要求和內容等。
1 工藝規范的基本內涵、特點和作用
1.1 工藝規范的基本內涵
工藝規范是指在制造過程中應遵循的準則、程序、方法和基本要求。其是規定產品加工環節和對象的制造技術和制造要求的一類標準, 也是對工藝技術的總結、提煉和提高[2]。企業工藝規范包含著企業在產品制造方面探索和積累的訣竅和經驗,代表了企業的制造能力和水平。
1.2 工藝規范的特點
工藝規范應具備一般規范的有效性、正確性、可操作性和法規性。與其他規范(如設計規范)相比,在正確性和可操作性方面應有更高的要求。對設計人員來說,一份專業設計規范只是他在產品設計中的指導文件之一;而對技能操作人員來說,工藝規范是他完成加工作業的最主要的文件,有時甚至是唯一的操作指導文件。因此,工藝規范的正確性和可操作性會直接影響到產品質量。
1.3 工藝規范的作用
工藝規范統一了制造的工作流程,從而起到了縮短工作周期,提高產品質量的作用。它可以固化并推廣成熟的工藝技術,從而提高工藝的穩定性、一致性。體系化的工藝規范是一家企業制造能力的最好體現和證明。
2 工藝規范體系構建
2.1 基本思路
廣義上的工藝規范體系包括了工藝管理規范、工藝技術規范、規范化的操作文件以及工藝工作指南等[3],在這當中包含了與產品過程不直接相關的管理規范。本文基于技術規范體系的范疇來研究工藝規范,主要將指導性的工藝規范和操作性的工藝規范納入體系建設內容,這樣可以避免與企業的其他管理體系(如質量管理體系)等產生交纏和矛盾。在體系的構建中還考慮了如下方面。
1)應符合本所產品和業務現狀,以提高適用性;同時又具備一定的擴展性,以在一定時期內適應企業產品和業務發展需要。
2)針對本所存在的工藝文件種類繁多、零散的現狀,進行必要的整合。將典型工藝文件、較成熟的關鍵工藝文件等經轉化后,統一納入到操作類工藝規范中。
3)操作類工藝規范是體系中的核心部分,它直接作為現場工藝文件,是操作和檢驗的依據,應基本做到各專業加工制造的完整覆蓋。
4)工藝規范在成熟性條件下,還應考慮到先進性、成套性。
2.2 構建方法
本所的工藝規范體系中將工藝規范分為兩大類,即通用工藝規范和專用工藝規范。
通用工藝規范分為指導類工藝規范和操作類工藝規范兩類:1)指導類工藝規范主要用于指導工藝設計和規范相關工藝控制要求;2)操作類工藝規范按本所目前和今后一段時期內涵蓋的制造技術專業領域來劃分,分為電子裝聯工藝規范、線纜加工工藝規范、粘貼和化工工藝規范以及機械制造工藝規范。操作類工藝規范作為現場工藝文件,直接指導作業者操作。
專用工藝規范根據本所產品特點,按平臺進行劃分,分為航空產品工藝規范、船載產品工藝規范、地面產品工藝規范和航天產品工藝規范。從理論上來說,所有的工藝規范都是具備通用性的。這里的專用是指其適用性主要為某一平臺領域。而在該平臺領域,這類工藝規范屬于頂層的工藝文件,用于指導整個工藝設計和制造過程,對于相同平臺的各產品項目具有很強的通用性。
2.3 體系結構框架
基于上述思路和方法,建立了本所的工藝規范體系(見圖1)。整個體系框架由具體的共計84項工藝規范支撐。
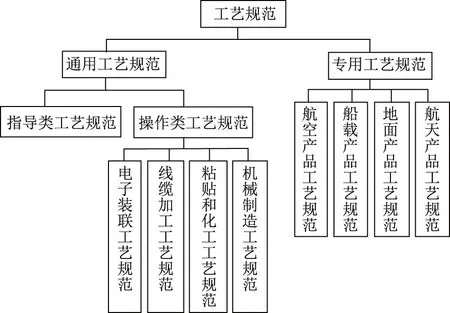
圖1 工藝規范體系框架
1)指導類工藝規范。包括提出過程控制要求的電子裝聯過程多余物預防與控制要求、SMC/SMD器件防氧化控制要求、元器件防靜電控制要求等規范以及用于指導工藝師進行工藝設計的高速切削加工、激光切割加工和板金加工等11項工藝規范。。
2)操作類電子裝聯工藝規范。包括再流焊焊接工藝、表面貼裝工藝、焊膏刷涂工藝、電裝手工焊接工藝、BGA植球返修工藝和CCGA裝焊工藝等14項工藝規范。
3)操作類線纜加工工藝規范。包括線纜端頭處理工藝、半剛電纜組件加工工藝、柔性電纜組件加工工藝、線纜冷壓接工藝和線纜繞接工藝等15項工藝規范。
4)操作類粘貼與化工工藝規范。包括密封膠涂覆工藝、環氧樹脂膠粘接工藝、導電膠粘接工藝、硅橡膠粘固工藝、電子產品三防工藝、線圈浸漬絕緣漆工藝和電子產品清洗工藝等21項工藝規范。
5)操作類機械制造工藝規范。包括螺套/螺桿壓裝工藝、擠壓內螺紋工藝、柔性蓋板制造工藝、鋁合金氮氣爐釬焊工藝和形變鋁合金熱處理工藝等涉及機械制造過程的18項工藝規范。
6)專用工藝規范。包括本所目前產品平臺領域的航空產品工藝規范、船載產品工藝規范、地面產品工藝規范和航天產品工藝規范等4項工藝規范。這些規范是制定項目工藝方案的基礎,也為確定零、部、整件等具體的加工工藝方法和流程提供了指導。
3 工藝規范編制
3.1 編制原則
工藝規范,尤其是直接指導操作的工藝規范,首要的原則是保證其正確性。因此,只能把已證明是成熟的流程和方法納入規范中。對于一些迫切需要用到的,但同時又沒有過多歷史數據支持的工藝,就必須經過必要的專項驗證。例如,本所在電子產品裝聯過程中,經常會遇到由于BGA器件因各種原因,需重新植球焊接的問題。但以前由于沒有統一的規定要求,重植球和焊接質量往往無法保證。所以本所確定需要編制一份《BGA植球返修工藝規范》。為了保證正確性,在編制前專門設立工藝研究專題,對BGA植球返修工藝進行研究和驗證,從而確定關鍵的工藝參數和合理的流程。這種做法證明是有效的。按照《BGA植球返修工藝規范》進行的操作,基本都實現了植球的成功,器件焊接質量也得到了保證。當然規范還應考慮到制造效率和成本,盡可能地以最少的流程、最短的時間完成作業。
3.2 編制要求
工藝規范指導的是產品的物化過程,而物化過程離不開“人、機、料、法、環”五要素。因此,一份完整的工藝規范通常都應涵蓋這五要素。同時,發布了工藝規范的編制指南,詳細闡述了相關工藝規范編制要求,對具體的工藝規范編制具有很好的指導作用。
3.3 編制內容
工藝規范的內容應完整、清晰和通俗易懂。操作人員容易接納,也就提高了效率,同時也可減少誤操作。下述以《BGA植球返修工藝規范》為例作簡要介紹。
《BGA植球返修工藝規范》共分9節,分別為范圍、引用文件、縮略語、材料、設備與工具、環境要求、操作人員要求、工藝過程、常見問題和解決方法。可以看出,這些內容完全覆蓋了“人、機、料、法、環”五要素。其中,范圍即本規范適用的范圍;引用文件和縮略語指本規范中用到的文件和縮略語;材料節詳細列出了BGA植球返修需要用到的所有材料;設備和工具列出了過程需用的設備和工具及其要求;環境和操作人員要求則對進行BGA植球返修的環境和人員進行了規定。
規范的核心內容為工藝過程節,該節詳細地規定了工藝流程、焊接準備、清理焊盤、焊片對位、涂助焊劑、漏球、焊接以及檢驗的方法和要求。而且規范中順序與實際操作順序基本保持一致,具有很好的使用性。工藝過程中的一些工藝參數,如鋼片開孔尺寸、鋼片厚度和烙鐵溫度等均是前期通過了工藝驗證后確定的。
本規范還列出了作業過程中可能遇到的常見問題和相應的解決方法,很實用,也非常人性化,是本規范的一個亮點。實踐中也得到了操作人員的高度肯定。
4 結語
工藝規范體系的建立,是企業邁向規范、成熟的一個標志,也是企業制造能力和產品競爭能力的重要體現。采取適宜的思路、方法是有效構建工藝規范的基礎。建立完善的工藝規范體系也是現代企業贏得市場成功的重要保證。
[1] 陳潔.大型商用飛機工藝規范體系構建[J].航空制造技術,2012(22):32-35.
[2] 畢國楦.航空工業標準化基礎[M].北京:航空工業出版社,2002.
[3] 項迎,余仿春,秦昭,等.航天企業工藝規范體系的建立與實踐[J].航天工業管理,2013(6):47-49.
責任編輯 鄭練
金大元
(中國電子科技集團公司第三十六研究所,浙江 嘉興 314033)
論述了工藝規范的基本涵義、特點和作用。基于企業自身,研究了企業工藝規范體系構建的思路、方法和結構。結合具體案例,分析了工藝規范的編制原則、要求和內容等。
工藝規范;體系;制造;標準化
Researches on the Configuration of Process Criteria System
JIN Dayuan
(No.36 Research Institute of CETC, Jiaxing 314033, China)
Briefly discuss the definition, characteristic, and function of the process criteria. Then the ideas and ways of designing the process criteria system are given. Based on the real cases, the guideline, requirement and content of writing a process criteria are analyzed.
process criteria, system, manufacturing, standardization
金大元(1964-),男,研究員,副總工程師,主要從事電子設備結構、工藝、制造技術和企業技術規范等方面的研究。
2016-04-22
TH 16
A
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新高考·高一物理(2014年1期)2014-09-18 01:26:07
石油化工應用(2014年8期)2014-03-11 17:40:03