列管式加熱器全自動清洗系統的研發與應用
2016-11-16 09:20:40吳湘檸
廣西糖業 2016年4期
吳湘檸
(廣西機械工業研究院,廣西 南寧 530007)
列管式加熱器全自動清洗系統的研發與應用
吳湘檸
(廣西機械工業研究院,廣西 南寧 530007)
文章闡述了列管式加熱器全自動清洗系統開發的背景,進行了項目的需求分析,明晰了開發目標,論述了列管式加熱器全自動清洗系統的原理、技術方案和技術特點,指明了列管式加熱器全自動清洗系統未來的發展方向。
列管式加熱器;自動清洗;機器人
1 項目背景
目前國內糖廠普遍采用人工直接操作高壓水射流沖槍的方式對蒸發罐和列管加熱器積垢進行清洗,清洗壓力一般為60~80MPa,工人的勞動強度大,工作效率低,清洗質量差,存在很大的安全隱患,常發生工傷安全事故。由于工作環境惡劣,每清洗一個列管式加熱器需用5個以上的工人輪流作業,隨著勞動力成本的上漲和人民生活水平的不斷提高,目前糖廠很難招聘到從事繁重體力勞動的沖罐工,薪酬矛盾和用工矛盾日益突出。為了解決上述問題,廣西機械工業研究院聯合廣西上上糖業有限公司合作開發列管式加熱器全自動清洗系統,該項目從2011年3月開始研發,2014年4月通過項目鑒定。
2 需求分析及開發目標
該項目的難點在于在工作環境惡劣,邊界約束條件苛刻。首先是工作環境,要求設備能適應40℃以上的溫度和100%的濕度,對電氣設備提出了很高的要求;其次是蒸發罐的結構對沖罐設備的尺寸和重量的邊界約束條件苛刻。沖罐工作要求的工作尺寸為Φ(3000~6000)×3200mm,而蒸發罐的人孔尺寸被限制在500×600mm的狹小空間范圍內,所以設備的寬度和高度尺寸不能超過500×600mm,同時因為入口尺寸小,為了入罐方便,設備的重量要求越輕越好。另外,每個蒸發罐需要進行沖洗的列管孔數量在2000~7000個之間,這些管孔由于制造的誤差及使用過程制造的盲孔,實際上屬于無序排列,大量列管孔坐標數據的提取成為一個難題。另外,糖廠是連續生產型企業,對輪罐時間有嚴格要求,要滿足糖廠的生產工藝要求,每個列管沖洗的時間應控制在4s以內。最后是壓力容器罐內安全電壓的要求,按國家標準必須采用36V以下安全電壓的電機。驅動高壓水槍上下往復運動的伺服電機必須滿足高頻正反轉且具有大的轉動慣量。根據上述需求分析,項目組制定了如下開發目標。
2.1 安全性能指標
2.1.1 電器安全
第一,選用36V安全電壓的電機和儀器儀表。
第二,電氣設備防水等級IP65。
2.1.2 機械防護
確保高壓水槍始終在清罐機中,嚴防高壓水槍傷人。
2.2 生產效率指標
單槍效率:4.0s/孔,最大水壓:80MPa。
2.3 產品輕量化指標
設備總重:小于120kg。
2.4 產品拆裝時間
2個人進行操作,安裝時間約20分鐘,拆卸時間約10分鐘。
2.5 可靠性指標
30萬次無重大故障。
2.6 可操作性指標
人機界面友好,操作簡單方便。
2.7 工作環境指標
工作環境溫度能滿足40℃要求。
3 技術原理及方案
列管式加熱器全自動清洗系統采用機器視覺系統進行列管坐標數據的采集,采用數據庫技術記錄和優化清洗路徑,通過上位機下達指令控制四軸數控系統實現清洗設備的XY軸運動,旋轉、換區和定位,以帶動高壓水槍至所需清洗列管,并準確帶動高壓水槍往復運動,實現對列管的清洗除垢作業。
列管式加熱器全自動清洗系統設計方案主要由高壓水槍沖洗裝置、四軸數控系統、機器視覺系統三大部分組成。
當驅動機構帶動主動輪轉動時,在兩個壓輪和主動輪的摩擦力作用下高壓水槍軟管實現上、下往復運動,進行加熱器內加熱管的自動清洗。高壓水槍沖洗裝置結構如圖1所示。
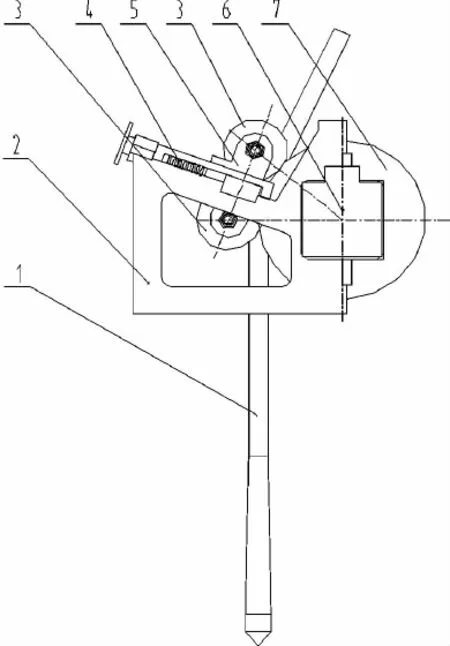
圖1 高壓水槍輸送機構結構
四軸數控系統由XY軸運動平臺、蒸發罐換區裝置、高壓水槍控制系統和自動控制軟件組成。其構成框架圖如圖2所示。
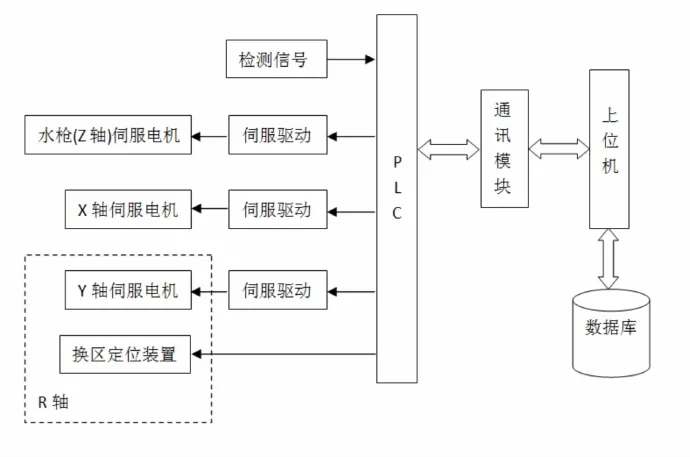
圖2 四軸控制系統框架圖
機器視覺系統一般采用CCD或CMOS照相機攝取檢測圖象并轉化為數字信號,采用先進的計算機硬件與軟件技術對圖象數字信號進行處理,從而得到所需要的各種目標圖象特征值。機器視覺系統一般包括硬件系統和軟件系統。本機器視覺系統的硬件包括:主計算機、USB接口攝像頭、照明系統。本機器視覺系統的軟件包括可分為四個主要部分,圖3為圖像處理流程。

圖3 圖像處理流程
第一部分是圖像信息的獲取。就是軟件將設備攝取的圖像存入計算機中,備后續處理。
第二部分是圖像預處理。預處理的目的是去除背景噪聲干擾、圖像增強等,將原始圖像變成適合于計算機進行特征提取的形式。
第三部分是圖像邊緣提取。在圖像預處理的基礎上,通過分析和總結,提取圖像邊緣。
第四部分是中心計算與輸出。即根據提取的圖像邊緣,采用某種方法獲取圓孔中心,并將圓孔中心邊緣值輸出。
4 產品性能及特點
經過項目組成員三年多得努力,該項目在2014年通過了廣西科技廳組織的項目現場查定和鑒定。該項目經自治區科技廳組織專家查定,清洗列管時間平均3.39秒/支管,設備總重量84.6kg,安裝時間6分35秒,拆卸時間6分10秒。鑒定結論是“項目研究成果處于國際先進、國內領先水平,市場應用前景廣闊。”
該項目產品的研發成功,解決了長期困擾糖廠蒸發罐自動清洗的難題,并獲得了大量的研究成果。該項目申請國家專利30多項,目前已獲授權20余項,其中發明專利授權5項。該項目獲得了2015年廣西專利博覽會金獎,獲得了廣西工信委國內重大設備首臺套認定。該項目產品具有如下特點。
第一,在國內率先成功開發列管式加熱器全自動清洗系統,設備無需人入罐操作避免了操作人員直接接觸高壓水槍所帶來的安全隱患。如圖4所示。設備使用時,操作人員首先利用輔助入罐設備將機架放入罐內,將旋轉中心安裝在罐內的中心座上,然后將高壓水管及電源連接好,就可以在罐外的操作平臺上通過鼠標進行設備的操作,極大地解放了工人的勞動強度,提高了安全生產率。設備的人機界面友好,操作人員只需培訓30分鐘即可上崗操作。操作界面圖如圖5所示。操作界面上可以清晰的顯示已沖洗的孔和未清洗的孔,合計用時以及故障記錄,非常方便。
第二,通過高壓水射流噴嘴的流體力學模擬仿真,成功開發系列適應糖廠生產工藝的噴嘴,在提高清洗質量方面獲得重大突破。采用本項目開發成功的槍頭進行清洗,解決了容易堵槍的問題,同時清洗質量大幅提高。課題組在廣西上上糖業有限公司和南寧糖業伶俐糖廠現場測試對比,結果顯示清洗質量分別提高1~2倍。未清洗、人工清洗和機器清洗的清洗效果對比圖,如圖6所示。

圖4 設備使用狀況圖
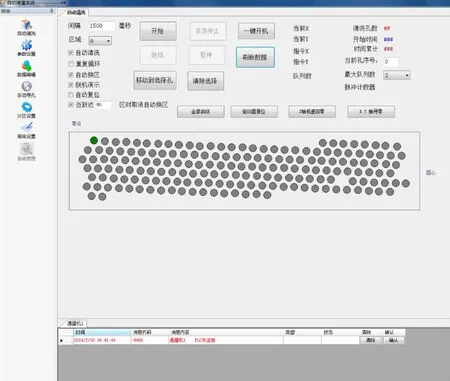
圖5 操作界面圖

圖6 清洗效果對比圖
第三,采用機械優化設計和有限元分析技術,解決了蒸發罐入口尺寸小,對系統設備在體積和重量上的苛刻要求。整機的高度和長度尺寸為500×600mm,整機重量經過多次優化,僅為84.6kg。
第四,開發了一種能適應高溫高濕環境的自控系統裝置,可直接安裝在罐內設備上使用,有效解決了列管式加熱器罐內設備長期適應高溫高濕工作環境的技術難題。該裝置的研發成功,避免了電氣設備接頭經常重復插拔所帶來的控制系統不穩定的問題,使整套系統可靠性大大提高。
第五,開發成功一種基于機器視覺系統的自動找孔方法和裝置,大大提高了加熱管坐標數據提取效率以及坐標數據的準確性,有效解決了列管式加熱器成千上萬加熱管無序坐標數據提取的難題。如果采用人工進行加熱管坐標數據提取,不僅效率低,同時還會產生漏提的問題,最終導致新的盲孔產生。課題組克服了罐內光線強度變化大,管孔變形不均,背景噪聲大等眾多不利因素,成功的實現了加熱管坐標數據的自動提取,提取效果圖見圖7。
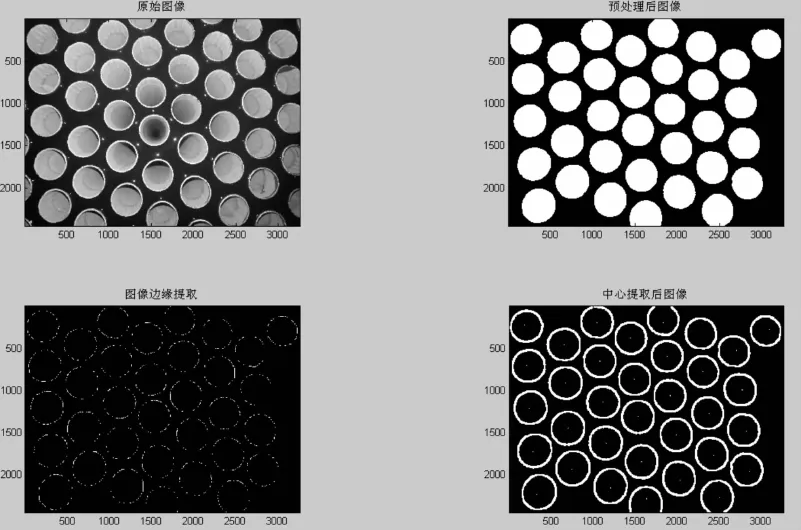
圖7 自動找孔效果圖
第六,聯合開發成功符合本項目需求的36V、1kW伺服電機與驅動器,實現系統電氣設備均采用安全電壓。伺服電機性能狀態監控圖,如圖8所示。
第七,開發了一種依靠摩擦力進行高壓水槍驅動的輪式輸送機構,利用1個主動輪和兩個從動輪即可對高壓水槍進行穩定輸送,結構簡單可靠。
第八,系統模塊化設計,并開發輔助提升裝置,實現系統設備整體出入罐體、轉移等操作,設備裝卸快捷、方便。
第九,系統巧妙利用定位擋塊對頂桿的阻礙,通過Y軸直線運動即可實現機架的旋轉運動,實現了3個動力即可完成設備清洗作業所需的四軸運動。

圖8 伺服電機性能狀態監控
第十,利用管夾將高壓水槍的尾管運動約束在一個有限空間內,成功開發一種高壓水槍尾管整理裝置,有效解決高壓水槍尾管整理的問題。
第十一,開發了一種高壓水槍驅動時防軟管打卷裝置,能有效防止高壓水槍軟管打卷,保證清洗設備正常作業。
第十二,成功開發智能故障報警和診斷系統,利于操作人員快速有效排除設備故障。
該項目成功開發的產品和其它類似產品相比具有以下優點。
一是作業區域實現全覆蓋,無死角和盲區,無需人工補槍。
二是專門開發的噴嘴,清洗質量更高。
三是36V安全電壓伺服電機,符合國家安全標準。
四是設備整體入罐,拆裝時間更短,同時由于減少了電氣接頭的拆裝,設備穩定性和可靠性更高。
五是加熱管坐標數據自動提取,無漏提孔,不會產生新的盲孔。
5 應用情況
該項目研發成功的產品目前已經有20多臺套在廣西、云南、新疆及國外的泰國等地區的10余家糖廠成功應用,均獲得了客戶的肯定與認可。該產品的應用不僅解決了用工難的問題,而且很好的解決了漏沖、沖洗不干凈的問題,由于沖洗質量的提高,應用廠家的蒸發效能均有不同程度的提高,為糖廠的節能減排做出了貢獻。
6 展望
該產品下一步的研發方向主要有以下兩方面。
第一,單機架雙槍頭全自動沖罐機器人的研發。目前使用的是雙機架單槍頭設備,拆裝時間長,設備體積大。要解決單機架雙槍頭的問題除了要解決雙槍頭的同步問題,設備的可靠性還要進一步提高。
第二,設備運行狀態的遠程監控與故障診斷。全自動沖罐機器人集成了機器人技術、自動控制技術和計算機軟件技術,對糖廠在使用和維護方面提出了較高的要求,如果能實現設備運行狀態的遠程監控與故障診斷,將進一步方便糖廠的使用,減少設備故障和維護時間,符合未來工業發展要求。
TS243.3
B
2095-820X(2016)04-07
2016-07-28
該項目獲得了自治區科技廳2012年科技開發計劃和南寧市工信委科技創新計劃的支持(合同號:桂科重12118002-6,市工信委2011-1-13)。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
