基于CAXA2013數控車軟件在實訓教學中的應用
2016-11-16 15:36:27馬智敏
新一代 2016年15期
馬智敏
摘 要:在中職學校數控車實訓教學中普遍采用手工編程的方法進行編程,但是手工編程效率低,準確性差。經常碰到對一些特殊弧形零件無從下手,牽扯到宏程序更是難上加難,然而CAXA數控車軟件包含了三維建模和數控車削編程模塊,在對工件的加工過程中,可以利用軟件進行數控車削自動編程。結合CAXA的強大的參數化功能和后處理器支持多種數控機床功能,可迅速自動生成數控代碼,縮短編程人員的編程時間,提高程序的正確性和安全性,降低教學難度,提高工作效率。
關鍵詞:CAXA2013數車軟件;特殊弧形零件;自動編程;后置處理
一、引言
自動編程就是利用計算機專用軟件編制數控加工程序的過程。目前,常見的數控車床自動編程軟件有CAXA數控車,Mastercam,UG、pro-E等。其中,CAXA2013數控車軟件是我國自主研發的一款集計算機輔助設計(CAD)和計算機輔助制造(CAM)于一體的數控車床專用軟件,它具有零件二維輪廓建模、刀具路徑模擬、切削驗證加工和后置代碼生成等功能。下面通過一復雜弧形零件—手柄輪廓零件的數控編程來介紹CAXA2013數控車在自動編程中的具體應用。
二、典型特殊弧形零件加工
(一)手柄零件圖分析。零件手柄的輪廓線由直線、橢圓、螺旋線和圓弧所構成,該零件圖的加工難點在于由R42的圓弧段、橢圓曲線和R8圓弧段相切形成的光滑曲面的編程計算,若采用手工編程,則各段曲線相切處的節點計算非常復雜,必須借助計算機輔助繪圖。
(二)手柄的加工工藝分析。手柄零件的數控加工流程包括外輪廓、外槽和外螺紋的粗加工及精加工,零件的加工難點在于特殊弧形外輪廓的編程加工。下面著重介紹基于CAXA2013數控車軟件的特殊弧形外輪廓的粗、精加工編程。
在利用CAXA2013數控車軟件對零件進行數控自動編程加工前,首先要對零件進行加工工藝分析,正確劃分加工工序,選擇合適的加工刀具,設置相應的切削參數,確定加工路線和刀具軌跡,以保證零件的加工效率和加工質量。
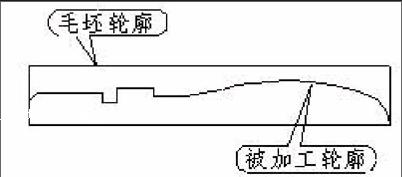
(三)毛坯及外輪廓的建模。在CAXA2013數控車軟件中對加工對象進行輪廓建模時,需要同時給出毛坯輪廓和加工對象的外輪廓,輪廓的建模可以通過CAXA數車軟件直接繪制或者利用AutoCAD中dxf圖形文件的導入來實現。在CAXA2013數車軟件中導入dxf圖形文件的具體步驟為:首先利用軟件繪制好所需的毛坯及手柄外輪廓,并將其保存為dxf文件,然后利用CAXA數車中的數據輸入功能dxf文件讀入到CAXA數車的界面中。毛坯及手柄的具體外輪廓圖如圖1所示。
圖1手柄的毛坯和被加工輪廓圖
(四)外輪廓的自動編程
1.外輪廓粗車加工。根據加工工藝中先粗后精的加工原則,首先對手柄的外輪廓進行粗車加工,單擊CAXA2013數車工具欄上的“輪廓粗車”圖標,根據加工要求填寫各項加工參數、進退刀方式、切削用量的粗車參數表,加工參數和輪廓車刀選取。
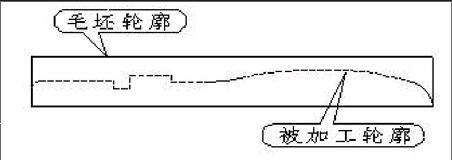
在各項參數設置結束之后,根據系統提示分別拾取圖1中的被加工輪廓和毛坯輪廓,采用限制鏈拾取方式,分別拾取左面輪廓線和右面R8圓弧部分的輪廓線,如圖2所示。
圖2 拾取被加工表面輪廓
根據刀具路徑軌跡選擇合適的進退刀點,系統則自動生成粗車外輪廓的刀具軌跡圖。
2.外輪廓精車加工。外輪廓的精車與粗車設置相似,只是將加工參數適當改變,用其余采用系統默認設置,此處不贅述。
3.外輪廓的粗精加工軌跡仿真及程序生成。CAXA2013數車軟件中生成的粗、精加工刀具軌跡,可以進行模擬仿真,以驗證加工程序的正確性。程序生產是根據當前數控系統的配置要求,把生成的加工軌跡轉化成G代碼數據文件,即生成CNC數控程序。
三、數控加工
程序生成后,需要將得到的數控代碼傳輸到數控機床,引導機床先進行仿真加工,如果不能滿足加工要求,就需要對原NC程序進行修正,并重新進行數控加工仿真,直到確定無誤后,再裝上毛坯,機床就可以按照程序加工出合格的零件。
四、結論與展望
通過在CK6136數控機床上實體零件的加工結果表明,利用CAXA數車軟件自動編程加工得到的手柄外輪廓曲面與手工宏程序編程加工得到的手柄外輪廓曲面相比,前者表面光潔度較好,加工表面質量高。另外,由于自動編程代碼可以通過R232串行口直接輸入至數控系統,避免了復雜的面板輸入操作,自動編程加工所需時間是手工編程加工所需時間的1/3左右,因此大大提高了零件的加工效率。
本文對特殊弧形零件—手柄外輪廓的自動編程做了初步探討,利用CAXA數車軟件進行了加工設置,生成了加工程序代碼。此方法突破了手工編程的局限性,避免了手工編程時繁瑣的節點計算工作,節省了在宏程序編程中多次走空刀所耗費的時間。