
如何將傳統繼電器控制的雙重連鎖正反轉電路轉換為PLC
2016-11-18 21:50:55陳海容
中小企業管理與科技·下旬刊 2016年10期
關鍵詞:三相異步電動機
陳海容
摘 要:本文主要闡述了關于如何將傳統繼電器控制的雙重連鎖正反轉電路轉換為PLC控制。PLC選用的是三菱公司的FX2N-48MR 型號,利用PLC 控制代替傳統繼電器控制,使三相異步電動機能夠正轉與反轉,實現三相異步電動機數字化控制。PLC所使用的梯形語言形象、直觀、方便易學,在工業環境下應用PLC更方便,更安全實惠。
關鍵詞:可編程邏輯控制器(PLC);三相異步電動機;正反轉啟動
中圖分類號: TN108.7 ? ? ? ? ? ?文獻標識碼: A ? ? ? ? ? ?文章編號: 1673-1069(2016)30-193-2
0 ?引言
PLC的主要功能是取代傳統繼電器,執行邏輯、計時和計數等順序控制功能,建立一種柔性的程序控制系統。它已經廣泛應用于電力、交通運輸、機械制造等各行各業,它具有靈活、功能強大、易學易用、高可靠性、抗干擾能力強、體積小、重量輕、價格便宜等特點。社會的不斷發展,對于動力的需求越來越高。目前動力的來源,絕大部分源于電動機。隨著電動機的使用日益增多,電動機的控制也成了一門技術。對于電動機的控制線路有許多種,然而對于比較常用、廣泛、經濟、安全的控制線路,則只有按鈕和接觸器、雙重連鎖正反轉控制線路。而用 PLC 來控制電動機雙重連鎖正反轉的電路,可以使電路更加容易控制。
1 ?分析任務是基礎
1.1 熟悉原理圖
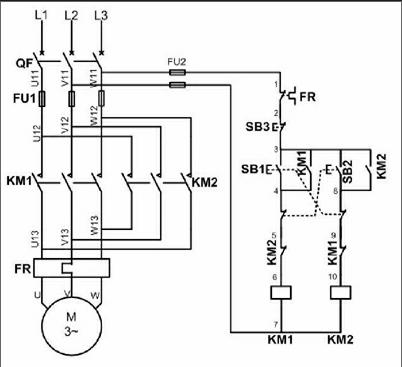
在電力拖動控制中,許多生產機械往往要求運動部件能正、反兩個方向運動。例如,生產機床工作臺的前進與后退;萬能銑床主軸的正轉與反轉;起重機的上升與下降等;這些生產機械要求電動機能實現正、反轉控制。三相異步電動機的正反轉是靠調換其中任意兩相電源的相序來實現的,轉換是由兩個交流接觸器來完成,一個正常接法,完成正轉,另一個接觸器將其中兩相調換,實現反轉,兩個接觸器單獨控制,并由機械連鎖,或觸點連鎖來保護。原理圖如下:
<E:\123\中小企業管理與科技·下旬刊201610\97-197\45-1.jpg>
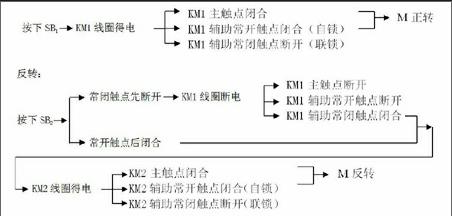
1.2 理解工作原理
只有在理解電路的工作原理之后,才能來進行合理、正確的編程,進而通過接線、演示來驗證PLC控制的正確性。
<E:\123\中小企業管理與科技·下旬刊201610\97-197\45-2.jpg>
2 ?轉換技巧是關鍵
2.1 對輸入、輸出點的處理
在繼電器控制系統中大量使用了各種控制電器,在電路改造時,應先歸納出輸入、輸出點數,然后分配相應的輸入、輸出口。如本項目中的交流接觸器,交流接觸器的線圈是執行元件,要為它們分配相應的PLC輸出繼電器號。
2.2 對按鈕的處理
在繼電器控制線路中,一般啟動用常開按鈕,停止用常閉按鈕。用PLC控制時,啟動和停止都用常開按鈕。不管使用哪種按鈕都可以,但畫出的PLC梯形圖卻不同。
2.3 對熱繼電器的處理
若PLC的輸入點較充裕,熱繼電器的常閉觸點可占用PLC的輸入點;若PLC的輸入點比較緊張,熱繼電器的常閉觸點可不輸入PLC中,而接在PLC外部的控制電路中。如果熱繼電器作為PLC的輸入點,為了防止按鍵抖動的影響,一般熱繼電器用常閉按鈕代替。
2.4 互鎖觸點的處理
傳統繼電器控制的雙重連鎖正反轉控制電路中,為了防止兩個交流接觸器同時得電閉合,造成電源相間短路,需在控制電路中接入接觸器的動斷觸點進行互鎖,或者
利用按鈕的動斷觸點進行互鎖。在改造設計時,在輸出線圈電路中,串聯輸入繼電器的動斷觸點進行互鎖,確保安全。
3 ?程序設計是核心
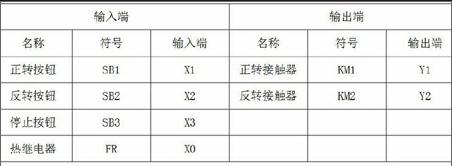
3.1 I/O地址分配表
PLC有很多的I/O口,所以在設計應用時需要進行I/O口的具體分配。本項目的I/O口分配如下:
<E:\123\中小企業管理與科技·下旬刊201610\97-197\45-表1.jpg>
3.2 繪制PLC外接線圖
I/O口分配完畢后,根據分配的I/O口繪制PLC外圍接線圖,如下圖(a)。
3.3 設計梯形圖程序
根據電氣原理圖及PLC的I/O口分配,進行PLC梯形圖的程序設計,參考程序如上圖(b)。
4 ?安裝調試是保障
4.1 安裝與接線
①按 PLC控制 I/O 口接線圖在模擬配線板上正確安裝,元件在配線板上布置要合理,安裝要準確,緊固;配線導線要緊固,美觀,導線要進線槽,嚴禁損傷線芯和導線絕緣,各電器元件接線端子上引出或引入的導線要有端子標號,引出端要用別徑壓端子。
②將熔斷器、接觸器、繼電器,PLC 裝在一塊配線板上,而將按鈕、行程開關等裝在另一塊配線板上。
4.2 系統調試
①程序輸入
根據控制要求,在軟件中編寫完程序,并下載到PLC。
②通電前的檢測
正確使用電工工具及萬用表,對電路進行仔細檢查,確保無短路故障,通電試驗時做好防護措施,注意人身和設備的安全。
③PLC 的調試
將PLC 撥到RUN ,使之進入運行狀態。當按下按鈕X1時,PLC上對應的X1指示燈亮一下,主電路上KM1 接觸器線圈吸合,PLC上Y1指示燈亮,電機開始正轉;當按下按鈕X2時,PLC上對應的X2指示燈亮一下,主電路上KM1接觸器線圈斷開,KM2 接觸器線圈吸合,PLC上Y2指示燈亮,電機開始反轉;當按下按鈕X3時,KM2接觸器線圈斷開,電機馬上停止。
參 考 文 獻
[1] 程周.電氣控制與PLC原理及應用:歐姆龍機型[M].電子工業出版社,2012.
[2] 宋伯生,陳東旭.PLC應用及實驗教程[M].機械工業出版社,2006.
[3] 佚名.PLC技術基礎與編程實訓[M].科學出版社,2014.
猜你喜歡
無線互聯科技(2016年13期)2017-01-10 02:14:41
中國科技博覽(2016年25期)2016-12-20 18:01:04
中國科技博覽(2016年17期)2016-08-26 20:28:56
中國科技博覽(2016年17期)2016-08-26 20:27:19
中國科技博覽(2016年14期)2016-04-25 09:56:48
科技視界(2015年25期)2015-09-01 17:16:41
