振動技術在焊接領域的應用
2016-11-23 04:02:00胡芳友劉浩東
電焊機 2016年1期
王 志,胡芳友,劉浩東
振動技術在焊接領域的應用
王志,胡芳友,劉浩東
(海軍航空工程學院青島校區,山東青島266041)
根據振動頻率和振動引入焊接的時間對振動技術在焊接領域的綜合應用進行分類,主要分為低頻振動隨焊處理工藝、低頻振動焊后處理工藝、高頻振動隨焊處理工藝、高頻振動焊后處理工藝、超聲振動隨焊處理工藝以及超聲振動焊后處理工藝。介紹了每一類處理工藝中各種技術的原理、特點及研究現狀,概述了研究該綜合應用的重要意義。
振動技術;焊接技術;分類;研究現狀;綜述
0 前言
頻率是表征振動的一個重要參數。振動按照頻率高低分為低頻振動、高頻振動和超聲振動。一般將低于200 Hz的振動歸為低頻振動,高于200 Hz的歸為高頻振動,超聲振動的頻率一般高于20kHz(人耳感知的最高頻率)。
將振動技術引入焊接中,是為了改良焊接技術本身無法避免的缺陷而發展起來的一種綜合應用。通常是把振動技術引入到焊接過程當中或者焊接的后處理。因此,根據振動頻率高低和振動引入焊接的時間先后,將該綜合應用分為低頻振動隨焊處理工藝、低頻振動焊后處理工藝、高頻振動隨焊處理工藝、高頻振動焊后處理工藝、超聲振動隨焊處理工藝以及超聲振動焊后處理工藝。
1 低頻振動在焊接領域的應用
1.1低頻振動隨焊處理工藝
1.1.1振動焊接技術
振動焊接技術是指在焊接過程中通過對焊件施加低頻機械振動來改善焊縫性能的焊接工藝[1-2]。振動焊接技術由振動時效和振動凝固發展而來,對于改善焊縫性能、降低殘余應力、減少焊接缺陷具有積極意義。同時該技術還具有節能環保、生產效率高、降低生產成本的優勢,目前已在工程實踐中得到廣泛應用。典型振動焊接系統示意如圖1所示。
在國內,大連理工大學、撫順石油學院以及上海交通大學做了大量研究[3-9]。主要探究振動頻率、振動加速度對焊縫質量(拉伸性能、斷裂韌性、疲勞壽命、金相組織、殘余應力、焊接裂紋)的影響,并深入分析影響機理。國外,Thomas Hebel發現在堆焊中輔以機械振動可以有效降低產生焊縫裂紋的幾率;Kou和Le[10]以2014鋁合金為研究對象探究了低頻振動對焊接質量的影響;Tewari[11]研究得出軸向振動能夠明顯提高焊縫力學性能的結論。
目前,與振動技術綜合應用的焊接方法大多是氬弧焊、埋弧自動焊、電渣焊等普通焊接方法,很少涉及激光焊、電子束焊等先進焊接方法;所研究的材料也大多是高強鋼、鋁合金等常用材料,較少涉及鈦合金、復合材料等高性能材料。
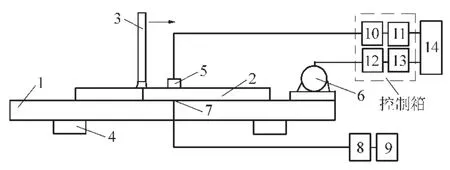
1—工件平臺;2—被焊試件;3—焊槍;4—橡膠墊圈;5—加速度傳感器;6—激振器;7—熱電偶;8—測溫儀;9—PC機;10—放大濾波電路;11—加速度顯示;12—調速機構;13—轉速顯示;14—打印機。圖1 振動焊接系統示意[9]
1.1.2振動摩擦焊接
在焊接過程中應用振動技術的另一種焊接方法是振動摩擦焊接,主要應用于塑料和金屬材料的焊接。目前大多數工業用塑料振動摩擦焊接所使用的振動頻率在100~240 Hz之間[12],且針對金屬線性摩擦焊接所采用的振動頻率也大多低于200Hz[18-19],因此本研究把振動摩擦焊接歸于低頻振動隨焊處理工藝范圍。與振動焊接的原理不同,振動摩擦焊接所需要的熱量來自于機械振動的能量,焊件在壓力作用下直接利用相對運動摩擦產生的熱量連接在一起[13-14]。
在塑料焊接領域,目前針對振動摩擦焊接的研究主要集中在兩個方面。一方面是振動系統的研究:李勇[15-16]設計了一種新型的電磁式振動頭并通過實驗研究了該振動頭的驅動控制方法和可行性;聶子青[17]設計了循軌式電磁振動頭,利用仿真軟件進行仿真研究。另一方面是振動摩擦焊接工藝的研究:研究不同焊接參數(振動頻率、振動時間、振幅、壓力)對焊縫質量的影響和不同材料的焊接性。
在金屬焊接領域,目前研究較多的是線性摩擦焊接。該技術在國外已經成功解決整體葉盤的制造和維修問題[18]。線性摩擦焊接原理如圖2所示。針對線性摩擦焊接的研究,主要包括數值模擬研究和焊接工藝研究:Tao[19]、梁榮環[20]分別以TC4為研究對象對線性摩擦焊接進行了數值模擬研究;Vairis[21]、Attallah[22]、馬鐵軍[23]分別研究了不同材料的線性摩擦焊接工藝。
振動摩擦焊接具有環保、節能、高效、焊縫質量高、適用材料廣等優點。經過多年發展,振動摩擦焊接技術已經成功應用于汽車工業、航空航天工業、石油天然氣工業等領域。但是振動摩擦焊接需要焊件接觸面為平面,同時為了保證焊件定位準確需要在焊縫邊緣留余量,這些缺陷限制了該技術在精密儀器領域的應用。
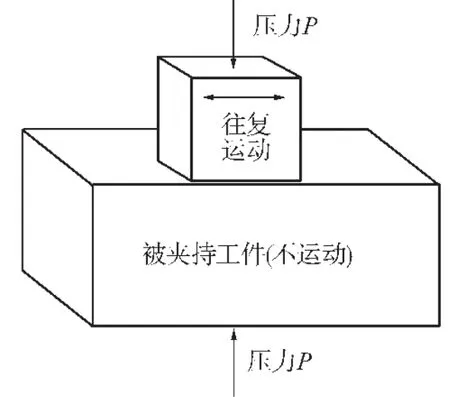
圖2 線性摩擦焊接示意[17]
1.2低頻振動焊后處理工藝(振動時效)
在焊接完成后引入機械振動就是所謂的振動時效技術。該技術通過對焊接件施加周期性激振力來達到消減焊接殘余應力的目的[24]。一般情況下,把利用低頻振動進行振動時效處理的技術簡稱為振動時效,而把利用高頻振動和超聲振動進行的振動時效分別稱作高頻振動時效和超聲振動時效。
與自然時效和熱時效相比,振動時效具有生產效率高、生產成本低、消應效果好、環保無污染[25]等優勢。因此振動時效技術被廣泛應用于工程實踐以解決殘余應力大、尺寸不穩定的問題。與振動焊接相比,振動時效的消應效果不如振動焊接明顯,同時振動時效對焊縫性能的提升作用也有限。
目前針對振動時效技術的研究主要集中在振動設備、作用機理、工藝效果三個方面。傳統的低頻振動時效裝置由電機帶動偏心轉動機構組成,激振頻率不超過200 Hz。典型的振動時效裝置如圖3所示。目前對于振動時效還沒有一個統一的工藝參數標準和公認的學說,激振設備的性能也有待提高,振動時效的研究還需要大量的研究人員投入其中。
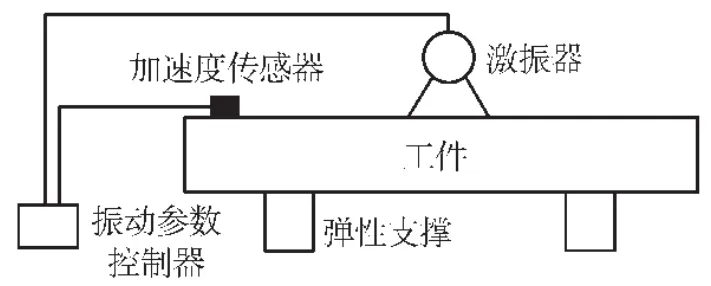
圖3 典型振動時效設備原理[25]
2 高頻振動在焊接領域的應用
2.1高頻振動隨焊處理工藝
將高頻振動引入焊接過程中的研究鮮有報道。分析其原因有三點:
(1)振動設備不能滿足需求。傳統的激振設備由電機帶動偏心轉動機構組成,振動頻率在2 000~ 10 000 r/min之間,不能滿足高頻振動的需求。
(2)振動參數除了頻率還有激振力,當頻率較大時,激振器所能提供的激振力無法滿足實驗要求。
(3)當激振頻率和振幅較大時,會對焊件的疲勞壽命和焊接操作產生不良影響。
2.2高頻振動焊后處理工藝(高頻振動時效)
高頻振動時效和振動時效除了激振頻率不同外,在消除焊接殘余應力的機理方面也有很大區別。文獻[26]認為,每一個晶體都可以簡化為一個質量-彈簧系統。當材料內部產生位錯時,導致每一個晶體偏離平衡位置,材料內部出現殘余應力,同時使系統能量升高。由于晶體在材料內部產生位移需要克服很大的阻力,因此每一個質量-彈簧系統的剛度都很大,所以只有高頻振動才能引起質量-彈簧系統共振。系統發生共振后,晶粒經過劇烈的運動回到平衡位置,最終使位錯消失,殘余應力消除。這也是低頻振動時效無法完全消除殘余應力的根本原因。
王建武[27]利用稀土超磁致伸縮材料設計了高頻激振器,并進行了高頻振動時效的實驗研究,激振頻率6.2 kHz。實驗發現經過高頻振動時效后,焊件的殘余應力下降比例達72%,位錯明顯減少。任耀新[28]設計了高頻激振器的電源系統,并以鋼板為研究對象進行了高頻振動時效,得到與王建武相近的結果。蔣剛[26]對高頻振動時效和低頻振動時效進行了仿真分析對比,并通過實驗進行驗證。結果發現,高頻振動有更好的消應效果,并且頻率越高效果越好。
高頻振動使焊件產生的變形量小,不易對焊件造成疲勞損傷,對于拓寬振動時效應用范圍具有重要意義。目前制約高頻振動時效應用的主要因素是高頻激振設備不夠完善和高頻振動消應理論不夠成熟。
3 超聲振動在焊接領域的應用
3.1超聲振動隨焊處理工藝
3.1.1超聲振動輔助焊接
超聲振動輔助焊接是在焊接過程中將超聲振動施加到焊件上來影響焊接行為,并最終達到改善焊縫質量目的的一種焊接技術。引入焊接過程的超聲振動是能量和強度較高的功率超聲。超聲振動輔助焊接綜合利用了功率超聲在介質中傳播產生的力學效應、空化效應、熱學效應、化學效應、聲流效應等各種效應[29]。由于作用機理非常復雜,所以針對功率超聲在焊接過程中的影響機理尚無統一的理論。超聲振動源加載的位置主要分為焊件上表面、下表面和側面,三種加載方式對比如圖4所示。按照振動源是否移動又可以分為靜止振動源和隨動振動源。影響焊接質量的振動參數主要有頻率、功率、加載位置等。

圖4 超聲振動源位置對比
付鵬飛[30]在激光焊接中將超聲振動裝置靜止置于焊件下進行實驗探索。結果表明超聲振動可以細化晶粒,同時降低焊件的殘余變形。韓波[31]在電渣焊中將超聲振動裝置靜止置于焊件上表面與未施加超聲振動進行對比試驗,探究超聲振動對金相和焊縫力學性能的影響。江余東[32]在鋁合金氬弧焊中施加橫向超聲振動進行了有限元分析和實驗研究,結果發現超聲振動對減少焊接熱裂紋具有明顯作用。戴文龍[33]研究了鋁合金7075-T6堆焊中超聲波以不同路徑傳播到熔池的影響,研究表明焊縫的熔深、顯微硬度和晶粒度與超聲振動的傳入路徑有直接聯系。
超聲振動輔助焊接技術的發展得益于超聲振動設備的發展,同時對改善焊接缺陷、推動焊接技術發展具有重要意義。目前針對該技術的研究僅限于實驗室階段,加速該技術的發展、盡快使該技術應用于實際工程需要每一位科研工作者的努力。
3.1.2超聲振動復合焊接
超聲振動復合焊接與超聲振動輔助焊接原理不同:后者是將超聲振動直接作用于焊件上利用超聲波的特殊效應來輔助焊接;前者是將超聲振動與其他焊接方法融合在一起形成一種新的焊接方法。超聲振動復合焊接將超聲波直接作用于焊縫熔池,解決了超聲振動輔助焊接中超聲波難以耦合的問題[34]。目前該技術主要有兩個研究方向:超聲-電極復合焊接和電弧超聲焊接。
(1)超聲-電極復合焊接。
超聲-電極復合焊接是將超聲振動發生裝置與焊槍結合在一起使電極做超聲頻振動,通過電弧將超聲振動直接作用于焊縫熔池來達到超聲影響焊接行為目的的一種焊接方法[35],主要包括超聲-TIG復合焊接和超聲-MIG復合焊接。典型的超聲-TIG復合焊接系統原理如圖5所示。
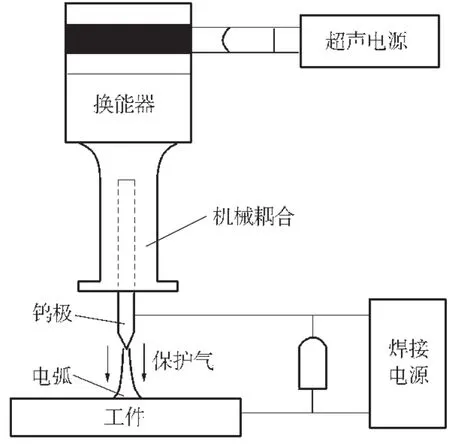
圖5 超聲-TIG復合焊接系統原理示意[35]
(2)電弧超聲焊接。
電弧超聲焊接由吳敏生教授首次提出。該技術是利用電弧超聲激勵源通過焊接電源將超聲波和電弧融合在一起發出電弧超聲,并利用電弧超聲進行焊接的一種焊接方法,此時電弧超聲既是焊接熱源,又是超聲振動源。影響焊接質量的參數主要是激勵電流和激勵頻率,并且實時調控。典型的電弧超聲焊接裝置如圖6所示。
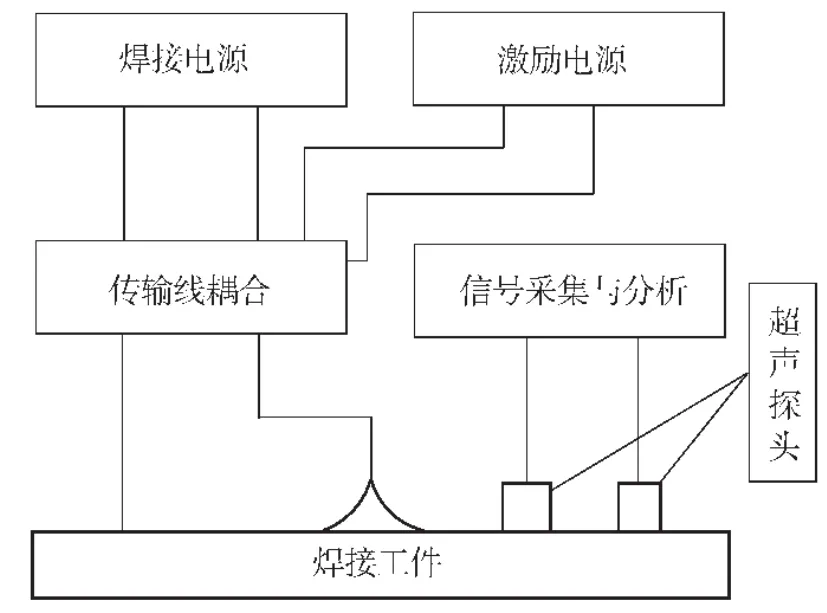
圖6 電弧超聲焊接裝置示意[36]
大量研究表明[37-39],電弧超聲能夠明顯改善焊接接頭的綜合性能。與超聲振動輔助焊接相比,電弧超聲焊接對超聲波的能量具有更高的利用率。目前該技術尚處于實驗室研究階段,且沒有完善的理論體系,但是根據該技術的特殊優勢可以預見,電弧超聲焊接技術具有良好的發展前景。
3.1.3超聲焊接
超聲焊接又稱為超聲波摩擦焊、直接超聲波焊接、超聲冷焊,與振動摩擦焊接同屬固相連接方法,其原理如圖7所示[40]。在超聲振動裝置和焊頭壓力裝置的共同作用下焊件之間發生高頻摩擦,焊件利用高頻摩擦產生的熱量連接在一起實現焊接。
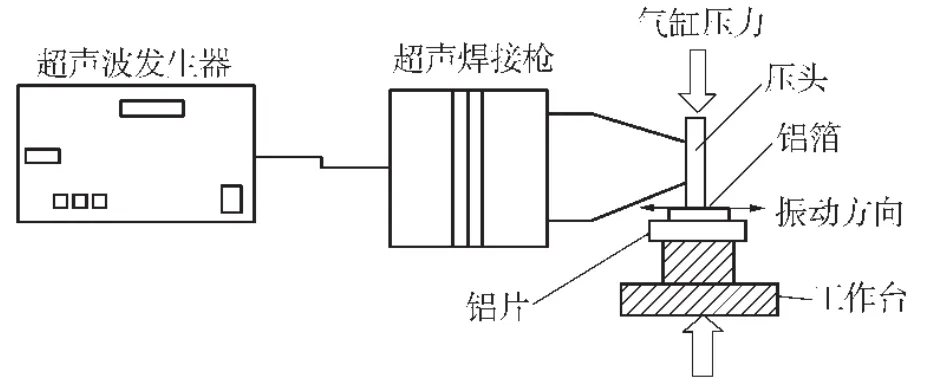
圖7 超聲焊接原理[40]
超聲焊接主要分為超聲塑料焊接和超聲金屬焊接[41],近幾年針對復合材料的超聲焊接研究也逐漸興起[42]。超聲焊接無需外部高溫熱源,也無需焊條焊絲,焊接過程無噪聲,可以滿足綠色環保節能的要求。超聲焊接適用材料廣,焊縫性能良好,焊縫美觀,可實現自動化控制,因此具有良好的應用前景。但該技術也存在一些不足,例如對大型構件的焊接無法一次性完成,不能適應各種形狀構件的焊接,焊接參數對焊接質量的影響較為復雜等。
為了促進超聲焊接技術的發展,科研人員做了大量研究。目前針對超聲焊接的研究方向主要是超聲焊接設備的研制和焊接工藝的探索。雖然超聲焊接在汽車制造、電子電器制造、移動通訊、食品包裝等領域已經得到廣泛應用,但是研究超聲焊接機理、完善焊接系統、總結焊接工藝參數、拓展焊接方式仍是研究人員需要努力的方向。
3.2超聲振動焊后處理工藝
3.2.1超聲振動時效
低頻振動時效和高頻振動時效無法應用于共振頻率非常高的小型構件,因此超聲振動時效應運而生。超聲振動時效是指采用超聲振動通過外部激勵引起結構共振用于消除焊件殘余應力的技術[43]。尤其是當工作頻率高于20kHz時,激振無噪聲,可以很好地改善工人的工作環境。超聲振動時效對于擴展振動時效的應用范圍具有重要意義。
超聲振動時效與高頻振動時效具有相同的工作機理,都是通過共振向構件內部輸入高能量使晶粒恢復到平衡位置最終減小殘余應力。不同的是,超聲振動時效采用的工作頻率更高。目前主要是太原理工大學在進行該技術的實驗研究[43-44],而關于超聲振動時效的工業應用則鮮有報道。
3.2.2超聲沖擊
超聲沖擊是利用超聲沖擊設備對焊縫部位進行20 kHz頻率以上的沖擊,以達到減小焊接殘余應力、提高焊縫疲勞性能的焊后處理技術。不同于超聲振動時效對結構整體進行施振,超聲沖擊僅對應力集中的焊縫部位實施沖擊。目前比較公認的超聲沖擊消除殘余應力的作用機理是超聲頻的沖擊作用使得焊縫表面產生塑性變形進而使殘余應力釋放。超聲沖擊裝置如圖8所示。

圖8 超聲沖擊裝置[41]
超聲沖擊技術(UIT)始于烏克蘭,經過幾十年的發展已經成為比較成熟的消除殘余應力的焊后處理技術,在國外已經得到高度認可并廣泛應用于工程實踐,在國內也有應用超聲沖擊消除殘余應力的成功案例。超聲沖擊可以有效地提高焊縫疲勞壽命并抑制焊接裂紋的產生,并且具有高效、環保、靈活的特點,是目前消除焊接殘余應力最好的焊后處理方法之一[45]。
4 結論
綜合利用不同技術的優勢將兩種或多種技術復合進行研究是科學技術的發展趨勢。焊接殘余應力、焊接裂紋、氣孔等常見焊接缺陷會造成巨大的損失,振動技術在彌補焊接技術的自身缺陷中發揮了重要作用。因此研究振動技術在焊接領域的應用具有重大的工程應用價值和社會經濟效益。
[1]朱政強,陳立功,倪純珍.振動焊接工藝的研究現狀及發展方向[J].焊接,2003(5):5-7.
[2]Concharevich I F,Frolov K V,RivinE I.Theory of vibratory technology[M].NewYork:HemispherePublishing Corporation,1990.
[3]張國福,宋天民,尹成江,等.機械振動焊接對焊縫及熱影響區金相組織的影響[J].焊接學報,2001,22(3):85-87.
[4]張德芬,宋天民,陳孝文,等.機械振動焊接對殘余應力的影響及機理分析[J].撫順石油學院學報,2001,21(1):53-56.
[5]于群.交變應力下的焊接工藝對焊縫力學性能的影響[D].大連:大連理工大學,1996.
[6]劉峰.振動調制焊接對焊接裂紋影響的研究[D].大連:大連理工大學,1999.
[7]管建軍,宋天民,張國福,等.機械振動對焊接熔池金屬凝固過程的影響[J].撫順石油學院學報,2001,21(4):51-54.
[8]朱政強.球閥閥體焊接及振動焊接工藝改善其應力變形的研究[D].上海:上海交通大學,2005.
[9]盧慶華.振動對焊接接頭組織與性能的影響及其工程應用[D].上海:上海交通大學,2008.
[10]Kou S,Le Y.Improving weld quality by low frequency arc oscillation[J].Welding Journal,1985,64(3):51-55.
[11]Tewari S P,Shanker A.Effects of longitudinal Vibration on Tensile properties of weldments[J].Welding Journal,1994,73(11):272-276.
[12]張勝玉.塑料振動焊接技術[J].航空制造技術,2014(16):65-70.
[13]Splindler D E.What Industry Needs to Know about Friction Welding[J].Welding Research Abroad,1994(3):37.
[14]李志遠,錢乙余,張九海,等.先進焊接方法[M].北京:機械工業出版社,2000.
[15]李勇,崔友,張曉俊,等.振動摩擦焊接用電磁振動頭的驅動控制與實驗研究[J].微特電機,2008(1):35-36.
[16]李勇,崔友,張曉俊,等.摩擦焊接用電磁振動頭的仿真分析與實驗研究[J].中國電機工程學報,2007,27(12):86-90.
[17]聶子青.摩擦焊接用循軌式電磁振動頭的研究[D].哈爾濱:哈爾濱工業大學,2006.
[18]陳亮,李文亞,馬鐵軍.線性摩擦焊接技術研究進展與展望[J].航空工程進展,2010,1(2):178-183.
[19]Tao J,Zhang T C,Liu P T,et al.Numerical computation of a linear friction welding process[J].Materials Science Forum,2008(575-578):811-815.
[20]梁榮環.TC4鈦合金線性摩擦焊接過程數值模擬研究[D].南昌:南昌航空大學,2014.
[21]Vairis A,Frost M.Modeling the linear friction welding of titaniumblocks[J].MaterialsScienceand Engineering,2000,292(1):8-17.
[22]AttlalahMM,PreussM.Microstructuraldevelopment during linear frictionweldingoftitaniumalloys[A].TrendsinWelding Research,Proceedingsofthe8thInternational Conference[C]. Georgia,2008:486-491.
[23]馬鐵軍,張勇,楊思乾,等.TC4合金線性摩擦焊摩擦時間與變形量的關系[J].熱加工工藝,2007,37(7):10-11.
[24]代永峰.振動時效消減焊接殘余應力的數值仿真及試驗應用[D].哈爾濱:哈爾濱工業大學,2012.
[25]韓冬,譚明華,王偉明.振動時效技術的研究及發展[J].機床與液壓,2007,35(7):225-228.
[26]蔣剛.高頻振動時效消除焊接殘余應力的仿真及實驗研究[D].杭州:浙江大學,2007.
[27]王建武,何聞.高頻激振時效技術的研究[J].機床與液壓,2005(9):9-11.
[28]任耀新.高頻振動時效裝置的研究[D].杭州:浙江大學,2006.
[29]應崇福.超聲學[M].北京:科學出版社,1984.
[30]付鵬飛,胡芳友,崔愛永,等.TC2鈦合金Nd:YAG激光焊接工藝及微觀組織[J].中國表面工程,2011,24(6):87-91.
[31]韓波.超聲振動在低合金高強鋼電渣焊外場優化中的應用[D].上海:上海交通大學,2011.
[32]江余東.橫向超聲隨焊控制鋁合金焊接熱裂紋的機理研究[D].泉州:華僑大學,2014.
[33]Dai W L.Effects of high-intensity ultrasonic-wave emission on the weldability of aluminum alloy 7075-T6[J].Materials Letters,2003,57(16):2447-2454.
[34]Dobatkin V I,Eskin G I.The Effect of High-Intensity Ultrasound onthePhaseInterfaceinMaterials[M].Moscow:Nauka,1986.
[35]孫清潔.超聲-TIG電弧復合焊接方法及電弧行為研究[D].哈爾濱:哈爾濱工業大學,2010.
[36]BajcerB,HrzenjakM,PompeK,et al.Improvement of Energy and Material s Efficiencies by Introducing Multiple-Wire Welding[J].Metalurgija.2007,46(1):47-52.
[37]吳敏生,何龍標,李路明,等.電弧超聲焊接技術[J].焊接學報,2005,26(6):40-44.
[38]杜敬磊,李路明,張雁軍,等.焊接過程中電弧超聲對細化晶粒的影響[J].電焊機,2002,32(3):6-8.
[39]何龍標,李路明,吳敏生.電弧超聲參數對焊接接頭性能的影響[J].清華大學學報(自然科學版),2010,50(2):204-207.
[40]黃元林,朱有利,謝俊峰,等.腐蝕損傷鋁合金表面超聲焊接截面組織結構分析[J].熱加工工藝,2012,41(5):140-142.
[41]劉浩東,胡芳友,李洪波,等.功率超聲技術的分類研究及應用[J].電焊機,2014,44(12):25-29.
[42]卓鵬.熱塑性復合材料超聲焊接技術[J].航空制造技術,2012(18):92-95.
[43]張磊.超聲振動時效工藝參數對效果的影響及實驗研究[D].太原:太原理工大學,2013.
[44]張春暉.超聲振動時效機理分析及實驗研究[D].太原:太原理工大學,2012.
[45]崔高健,林玉霞,滕加莊.超聲波檢測和消除鋁合金焊接殘余應力的應用現狀[J].輕合金加工技術,2008,36(10):1-4.
Research on the application of vibrotechnique in welding
WANG Zhi,HU Fangyou,LIU Haodong
(Naval Aeronautical EngineeringInstitute QingdaoBranch,Qingdao266041,China)
The integrative application of vibrotechnique in welding were classified by the vibration frequency and the time when vibration was lead into welding,mainly including low-frequency vibration treatment with welding,low-frequency vibration postweld treatment,high-frequency vibration treatment with welding,high-frequency vibration postweld treatment,ultrasonic vibration treatment with welding and ultrasonic vibration postweld treatment.The rationale,characteristic and research status of various technology of each classification were summed up.Finally,the significance that the integrative application of vibrotechnique in welding are studied was indicated.
vibrotechnique;welding technique;classification;research status;summarization
TG441
C
1001-2303(2016)01-0102-06
10.7512/j.issn.1001-2303.2016.01.24
2015-05-30
海軍維改預研項目
王志(1991—),男,山東聊城人,碩士,主要從事激光焊接在航空飛行器維修領域的應用研究。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
天天愛科學(2020年6期)2020-09-10 07:22:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
數學物理學報(2017年6期)2018-01-22 02:26:40
制造業自動化(2017年2期)2017-03-20 14:26:13
