2219鋁合金變極性等離子弧焊接接頭
2016-11-23 04:02:00徐珠睿張堯成郭國(guó)林
電焊機(jī) 2016年1期
戴 軍,張 娜,楊 莉,徐珠睿,張堯成,郭國(guó)林
2219鋁合金變極性等離子弧焊接接頭
戴軍1,張娜2,楊莉1,徐珠睿1,張堯成1,郭國(guó)林1
(1.常熟理工學(xué)院機(jī)械工程學(xué)院,江蘇常熟215500;2.華北水利水電大學(xué)機(jī)械學(xué)院,河南鄭州450000)
采用變極性等離子弧焊接技術(shù)對(duì)2219鋁合金進(jìn)行焊接,并通過(guò)光學(xué)顯微鏡、硬度計(jì)等分析和測(cè)試其焊接接頭的微觀組織和力學(xué)性能。結(jié)果表明,2219鋁合金采用變極性等離子弧焊接能得到良好的焊縫,焊縫組織晶粒比母材細(xì)小,焊縫區(qū)域硬度小于母材硬度。
鋁合金;變極性等離子弧;微觀組織
0 前言
2219鋁合金是由美國(guó)發(fā)明生產(chǎn)的變形鋁及鋁合金,其耐腐蝕性能較差,釬焊性差,但是機(jī)械加工性能好,適用于電弧焊和點(diǎn)焊。可用于315℃下工作的結(jié)構(gòu)件、高強(qiáng)度焊接件,在航空航天領(lǐng)域有廣泛應(yīng)用。變極性等離子弧焊因其焊接品質(zhì)高、焊接效率高、成本低、變形小的特點(diǎn),在歐美發(fā)達(dá)國(guó)家已經(jīng)廣泛地應(yīng)用于航空航天企業(yè),是一種成熟的鋁合金焊接工藝方法,可實(shí)現(xiàn)不開(kāi)坡口一次焊透20 mm的鋁合金,非常適合中厚板鋁合金的焊接[1-2]。
對(duì)于變極性等離子弧焊接工藝和電源研究較多[3-6],陳劍虹[7]對(duì)2219鋁合金采用上坡焊的方法進(jìn)行焊接,發(fā)現(xiàn)當(dāng)焊接傾角大于等于30°時(shí)成形良好,小于等于30°則成形困難。韓永全[8]對(duì)15mmLD10鋁合金進(jìn)行了立焊工藝研究,發(fā)現(xiàn)正極性電弧對(duì)力更具影響,反極性電弧對(duì)熱更具影響,實(shí)時(shí)保持穿孔熔池上熱和力的平衡是焊接過(guò)程穩(wěn)定的關(guān)鍵因素。目前對(duì)于變極性等離子弧焊接研究主要集中在工藝控制和電源開(kāi)發(fā),但對(duì)2219鋁合金變極性等離子弧焊接組織和性能相關(guān)報(bào)導(dǎo)較少。本研究采用變極性等離子弧焊接技術(shù)對(duì)2219鋁合金進(jìn)行焊接,分析焊接接頭的微觀組織和顯微硬度。
1 實(shí)驗(yàn)方法及材料
試板采用6 mm厚2219鋁合金板,其化學(xué)成分如表1所示。
試板尺寸100 mm×50 mm×6 mm,使用LHME-500變極性等離子弧焊機(jī)進(jìn)行對(duì)接焊。焊前,采用機(jī)械方法清理鋁合金表面氧化膜,再用丙酮擦拭。焊后,采用Zeiss光學(xué)顯微鏡觀察試件接頭的顯微組織,并用顯微硬度計(jì)測(cè)試焊接接頭硬度。

表1 2219鋁合金化學(xué)成分Tab.1Chemical compositions of three alloys%
母材的組織如圖1所示,白色的Al基體組織顆粒較大,在金相顯微鏡下呈塊狀分布,晶界上黑色的組織為CuMn2Al12,呈線狀分布在各個(gè)鋁基體之間。

圖1 母材顯微組織Fig.1Microstructure of base metal
2 實(shí)驗(yàn)結(jié)果
2.1焊接接頭熔合線組織
焊接熔合線組織如圖2所示,圖中左下方是母材區(qū)域,試樣晶粒明顯粗大,Al基體較大,CuMn2Al12以線狀分布在Al的晶界處;圖片右上方是焊縫區(qū)域,Al基體晶粒開(kāi)始變小,Al-CuAl2共晶組織出現(xiàn),Al晶界組織增多。

圖2 焊接接頭熔合線組織Fig.2Microstructure of the welded joint
2.2焊縫中心顯微組織
焊接接頭焊縫中心顯微組織如圖3所示,圖中淺色部分是Al基體組織,分散比較均勻,在金相顯微鏡下呈現(xiàn)不規(guī)則分布;深色部分組織是Al-CuAl2共晶組織,呈點(diǎn)狀分布,分布均勻,基本彌散分布在整個(gè)鋁基體上。

圖3 焊縫顯微組織Fig.3Microstructure of the fusion zone
2.3焊接接頭顯微硬度
焊接接頭顯微硬度值如圖4所示,對(duì)焊縫上部、中部和下部分別進(jìn)行硬度測(cè)試,可以看出,母材硬度在80 HV以上,焊縫區(qū)域硬度約為70 HV,母材區(qū)域硬度大于焊縫區(qū)域硬度。

圖4 焊接接頭顯微硬度值
3 結(jié)論
(1)6 mm厚2219鋁合金采用變極性等離子弧焊接可以獲得成形良好的焊接接頭。接頭熔合區(qū)域?yàn)锳l-CuAl2共晶組織,呈點(diǎn)狀彌散分布在整個(gè)鋁基體上。
(2)焊接接頭焊縫區(qū)域顯微硬度值較低,約為70,母材區(qū)域顯微硬度約為80 HV,主要是由于兩個(gè)區(qū)域顯微組織差異造成的。
[1]米國(guó)發(fā),趙大為,牛濟(jì)泰.鋁合金平板變極性等離子弧焊數(shù)值模擬與殘余應(yīng)力預(yù)測(cè)[J].熱加工工藝,2009(5):104-106.
[2]陳克選,李鶴岐,李春旭.變極性等離子弧焊研究進(jìn)展[J].焊接學(xué)報(bào),2004,1(1):124-128.
[3]呂耀輝,殷樹(shù)言,陳樹(shù)君,等.變極性穿孔等離子弧焊接系統(tǒng)的研制[J].電焊機(jī),2004,34(5):29-31.
[4]呂耀輝,陳淑君,殷樹(shù)言.鋁合金變極性等離子弧焊接電源的研制[J].航天制造技術(shù),2003,46(2):3-5.
[5]滿伯倩,張鐵.變極性等離子弧焊設(shè)備及其鋁合金焊接工藝研究[J].上海航天,2006,23(2):61-64.
[6]韓永全,陳樹(shù)君,殷樹(shù)言,等.變極性等離子電弧穩(wěn)定性及其控制[J].焊接學(xué)報(bào),2008,29(4):18-20.
[7]陸成虹,羅志強(qiáng),楊學(xué)勤,等.2219鋁合金變極性等離子弧穿孔焊接工藝研究[J].航天制造技術(shù),2009(6):23-25.
[8]韓永全,陳樹(shù)君,殷樹(shù)言,等.大厚度鋁合金變極性等離子弧穿孔立焊技術(shù)[J].機(jī)械工程學(xué)報(bào),2006,42(9):144-148.
Page 55
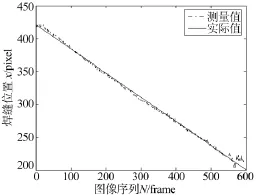
圖6 焊縫中心橫坐標(biāo)曲線
4 結(jié)論
(1)建立微間隙焊縫磁光檢測(cè)系統(tǒng),利用焊縫與母材在外加磁場(chǎng)作用下成像,獲取焊縫區(qū)域信息。
(2)研究一種基于遺傳算法的微間隙焊縫閾值分割算法,能有效提取焊縫邊緣。
[1]Cheng Yuhua,Deng Yiming,Bai Libing,et al.Enhanced laser-based magneto-optic image system for nondestructive evaluation applications[J].IEEE Transactions on instrumentation and measurement,2013,62(5):1192-1198.
[2]高向東,甄任賀.微間隙焊縫磁光成像檢測(cè)方法[J].焊接學(xué)報(bào),2014,35(4):11-14
[3]郭祖魁.擺動(dòng)電弧焊縫跟蹤技術(shù)的研究現(xiàn)狀[J].電焊機(jī),2009,39(4):36-38.
[4]李寧,喻寧娜,莫?jiǎng)俸常鹘?shù).激光視覺(jué)傳感焊縫跟蹤系統(tǒng)[J].電焊機(jī),2013,43(5):105-108.
[5]丁度坤,高向東.基于遺傳算法的焊接熔池檢測(cè)[J],焊接技術(shù),2013,43(1):18-21.
[6]宋家慧.基于遺傳算法的最大熵閾值的圖像分割[J].電子工程師,2005,31(2):60-63.
[7]夏桂梅,曾建潮.一種基于輪盤(pán)賭選擇遺傳算法的隨機(jī)微粒群算法[J],計(jì)算機(jī)工程與科學(xué),2007,29(6):51-54
Research on VPPA welding of 2219 Al alloy
DAI Jun1,ZHANG Na2,YANG Li1,XU Zhurui1,ZHANG Yaocheng1,GUO Guolin1
(1.School of Mechanical Engineering,Changshu Institute of Technology,Changshu 215500,China;2.Mechanical Institute,North China University of Water Resources and Electric Power,Zhengzhou 450000,China)
The welding process of 2219 Al alloy was studied using variable polarity plasma arc(VPPA),the microstructure and hardness properties of the welding joint had been analyzed and tested.The results show that the 2219 Al alloy can be well joined using VPPA. The microstructure of the fusion zone is small.The hardness of fusion zone is lower than the base metal.
Al alloy;VPPA;microstructure
TG456.2
A
1001-2303(2016)01-0113-03
10.7512/j.issn.1001-2303.2016.01.26
2014-10-08
江蘇省高校自然科學(xué)研究項(xiàng)目(13KJB430001);蘇州市科技計(jì)劃項(xiàng)目(SYG201348);常熟理工學(xué)院校級(jí)項(xiàng)目(KYZ2013004Z)
戴軍(1964—),男,江蘇泰興人,講師,博士,主要從事材料焊接及表面改性技術(shù)的研究工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
