冷軋支承輥邊部剝落原因分析及對策
2016-12-02 08:26:54謝晶,韓劍
現代冶金 2016年5期
謝 晶,韓 劍
(寶鋼軋輥科技有限責任公司,江蘇 常州 213019)
?
冷軋支承輥邊部剝落原因分析及對策
謝 晶,韓 劍
(寶鋼軋輥科技有限責任公司,江蘇 常州 213019)
對在客戶現場使用的支承輥邊部剝落原因進行了分析認為,支承輥剝落是邊部倒角結構不合理引起的接觸應力疲勞剝落。針對其軋制特點,制定單機架冷軋支承輥邊部倒角的加工規定,預防支承輥剝落事故的發生。
支承輥;冷軋; 邊部剝落
引 言
在冷軋帶鋼正常生產過程中,支承輥不與帶鋼直接接觸,但巨大的軋制力通過支承輥輥面向中間輥、工作輥進行傳遞。由于支承輥換輥周期長,疲勞硬化、應力集中、軋制事故等都容易導致其輥面剝落、輥肩脫落等事故的發生。支承輥的制造成本高、采購周期長,發生剝落事故不僅會增加生產成本,而且極大地影響軋機的正常生產。因此,研究支承輥邊部剝落原因,及時發現裂紋、預防剝落有著重要的意義。
1 概述
客戶的六輥單機架可逆軋機,軋制產品板、帶寬均為1000 mm,出現剝落的支承軋輥制作規格為Φ950 mm×1040 mm×3248 mm,輥身表面淬火硬度為65~70HSD,淬硬層深度≥30 mm,輥身邊緣軟帶長度≤30 mm。經測量,目前輥身實際總長為1042 mm。客戶公司軋機軋制時使用的2支支承輥,其中用于上輥狀況良好,仍正常使用;出現剝落的軋輥主要作為下輥使用,其上機第八次時非輥號端開始發生局部剝落,客戶加大磨削量后再次上機使用,但使用僅兩天后邊部1/3圓周又出現大范圍剝落掉塊,目前該軋輥輥身直徑為Φ914.22 mm。詳細剝落情況如圖1所示。
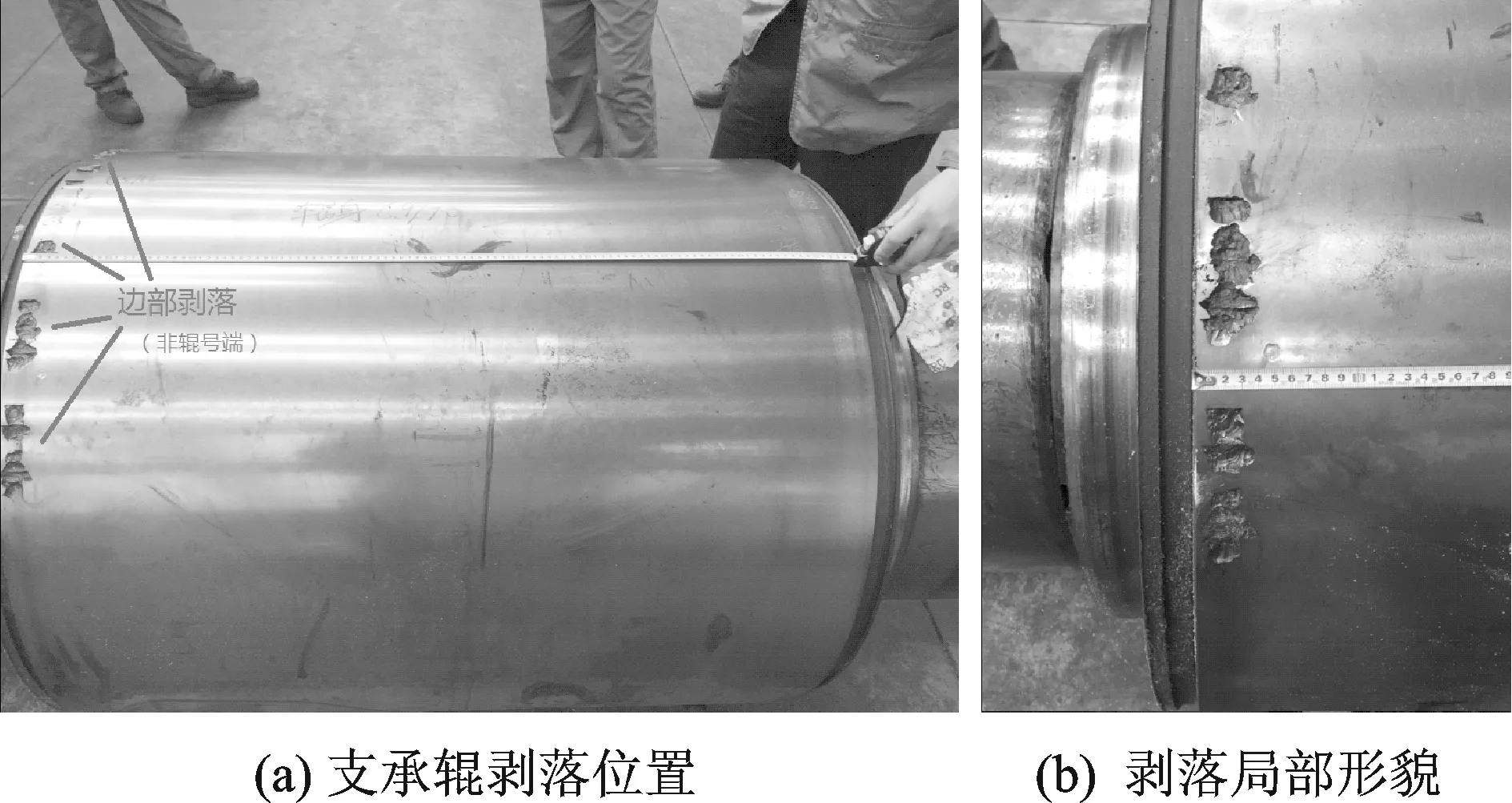
圖1 支承輥輥身邊部剝落整體形貌
2 原因分析及改進
2.1 邊部剝落原因分析

圖2 疲勞裂紋擴展
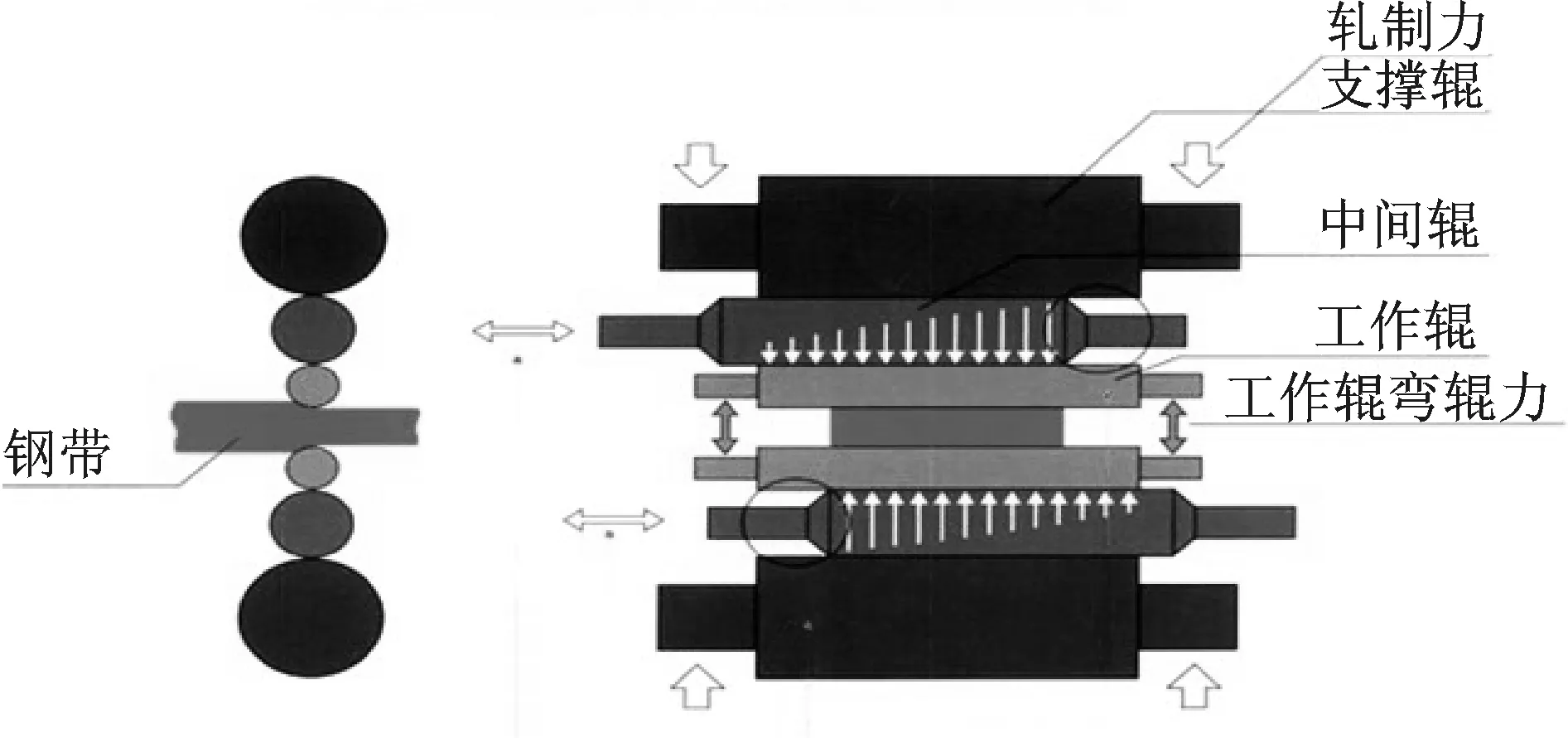
圖3 六輥軋機工作受力圖
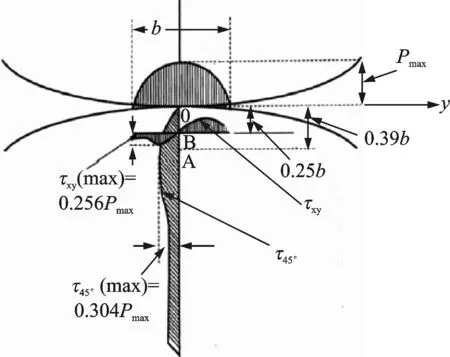
圖4 支承輥應力分布圖
對該支承輥剝落坑進行仔細觀察。如圖2所示,可以看到邊部剝落坑內存在明顯的疲勞痕跡,其剝落形貌與輥面接觸應力疲勞相似。接觸疲勞裂紋一般是從內向表面擴展,形成麻坑狀小片剝落,坑底即為裂紋源[1]。六輥軋機在軋制過程中,軋機中間輥與支承輥邊部發生直接接觸,如圖3所示,這會在接觸點產生局部壓扁,此時支承輥主要承受三項應力:由軋制力引發的接觸壓應力P、與XY軸成45°角的主切應力τ45(赫茲應力)、正交切應力τyx,如圖4所示。由于支承輥使用周期長,在循環應力作用下,支承輥與中間輥的邊部接觸點極容易產生應力集中,導致局部疲勞壽命短,形成疲勞裂紋;如果下機后磨削量偏少,表面硬化層去除不干凈,支承輥繼續使用過程中當應力循環次數超過支承輥疲勞壽命時,即在次表層形成疲勞裂紋,疲勞裂紋產生后向表面彌散,最終引發剝落,發展為疲勞剝落。
通常在支承輥兩邊距端部50~150 mm范圍內加工出單邊落差1~2 mm的倒角或圓弧,以避免在軋制過程中,邊部與中間輥產生直接接觸。通過現場檢查該輥的邊部輥形加工情況,發現該輥上機前輥身邊部僅加工長度40 mm、落差0.2~0.25 mm的倒角。通過輥面外觀質量檢查,可以看到剝落一側的輥身端部因與中間輥接觸而導致邊部光亮程度與輥身相當,另一端因未接觸,其表面較粗糙,如圖5所示。
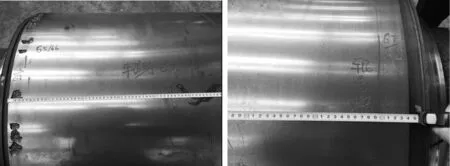
圖5 剝落支承輥的兩端輥形加工情況
通過分析該輥的上、下機加工記錄,如圖6所示,可以看到該輥每次下機磨削量不一(1.4~1.6 mm),一般來說在軋制過程中,支承輥表面最大應力處位于軋輥次表層,并非在軋輥表面,每次軋制后都必須磨削去除一定厚度的工作層,也就是去除疲勞層,否則易形成疲勞裂紋。顯然,該軋輥的磨削量并未能有效去除表面的疲勞層。
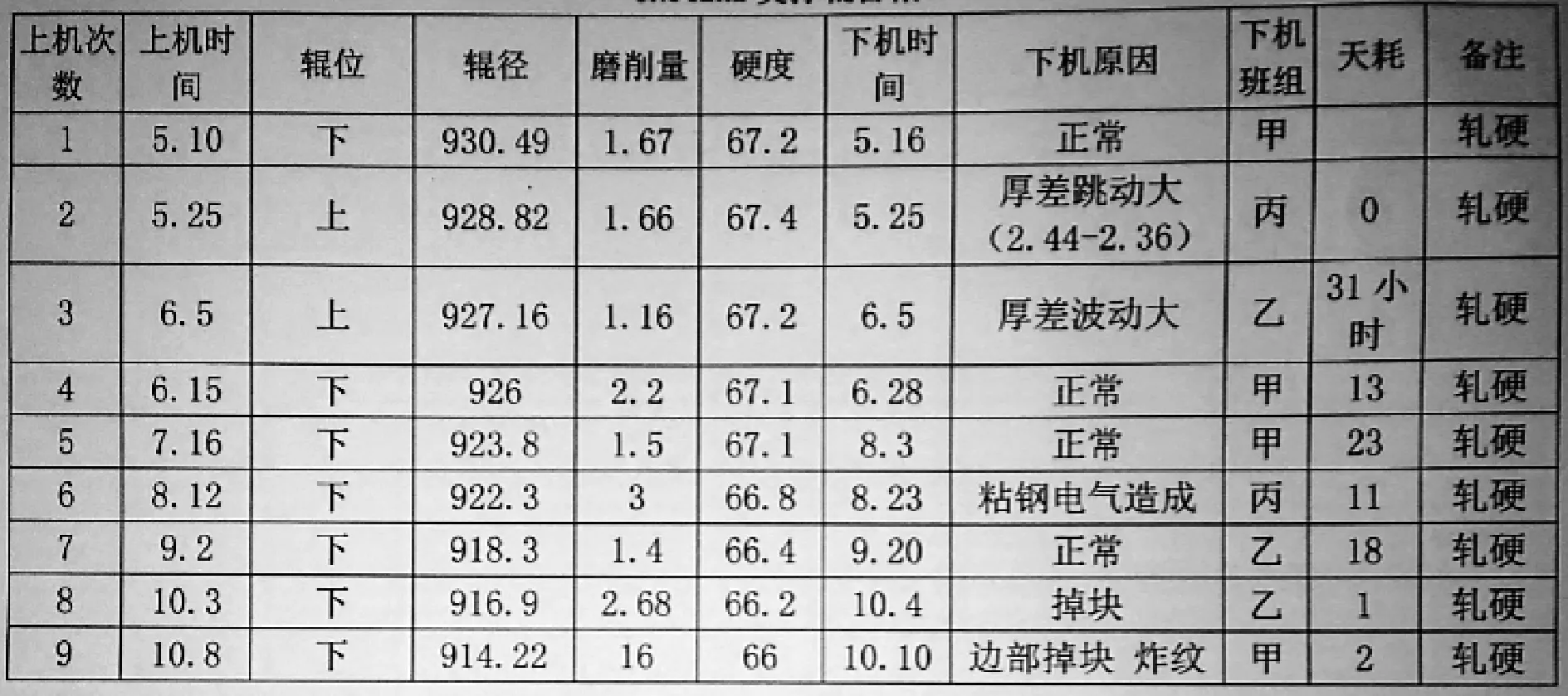
圖6 剝落支承輥上、下機磨削記錄
2.2 分析結論
通過對該輥的邊部剝落形貌分析,此次剝落主要是由于該輥邊部倒角落差較小,而在軋制過程中長時間直接接觸中間輥產生接觸疲勞,并且由于下機磨削過程中沒有完全去除疲勞層,導致最終出現接觸疲勞引發的剝落以及裂紋。
2.3 改進措施及效果
將此支承輥邊部剝落部位進行車削,去除凹坑以及裂紋,同時在車削后的邊部加工出寬度50~100 mm、單邊落差為1~1.5 mm的倒角。另外,建議客戶在后續使用過程中根據支承輥下機后的表面狀況,適當增加支承輥磨削量至2.0~2.5 mm。
根據客戶后續的上機使用情況反饋,該軋輥改進后上機使用半年至今未再發生邊部剝落;同時由于對使用良好的上輥做了同樣處理,上輥的使用情況也一切正常。
3 結束語
(1) 軋輥輥身邊部倒角結構不合理易引發其接觸疲勞應力致剝落。
(2) 軋輥邊部的倒角或圓弧要加工到一定的寬度、深度,以確保邊部接觸應力較小;使用到一定程度后下機磨削量要足夠,以去除表面疲勞層,避免出現接觸疲勞裂紋;
(3) 鑒于用戶實際軋制板寬較寬,因此類似支承輥的輥身長度應加長至1100 mm為佳。
[1] 劉精華.冷軋支承輥剝落原因分析及對策[J].科技信息,2013,(1):131—132.
2016-07-06
謝 晶(1980—),男,本科,工程師。E-mail:xiejing@baosteel.com
TG333.17
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
終身教育研究(2014年5期)2014-02-28 01:23:06
