殘余應力測試在轉向架構架返修中的應用
2016-12-06 03:41:34方孝鐘倪寶成董洪達
電焊機 2016年4期
關鍵詞:轉向架
方孝鐘,倪寶成,董洪達
(南車南京浦鎮車輛有限公司轉向架設計部,江蘇南京210031)
殘余應力測試在轉向架構架返修中的應用
方孝鐘,倪寶成,董洪達
(南車南京浦鎮車輛有限公司轉向架設計部,江蘇南京210031)
采用X射線法對轉向架構架焊接部件返修位置與未進行返修位置進行殘余應力狀態的測試,分析比較兩處位置殘余應力應力狀態,從殘余應力的角度評價返修后產品使用的可行性。
構架;返修;X射線;殘余應力
0 前言
轉向架構架作為軌道車輛的關鍵承載部件,關系車輛的行駛安全。目前主流的轉向架構架采用焊接結構,因此對焊接結構及焊縫質量有很高的要求。焊接構架在生產過程中不可避免地會造成返修,對返修后產品的使用性能一直沒有一個明確的判斷標準,往往通過個人的經驗來判斷,在產品使用過程中存在很大的風險。返修后存在的殘余應力在一定條件下可影響結構的疲勞強度[1]。通過測量返修后產品的表面殘余應力的應力分布狀態,能夠得到一個直觀的認識,從而判斷返修后的產品對使用性能的影響,減少不必要的風險和損失。
在某型構架部件焊接生產過程中出現制動吊座組裝錯位的問題。為了能夠直觀認識返修后的產品狀態,對返修后的部件進行表面殘余應力的測試,并與未返修部件在相同位置的殘余應力的分布狀態進行比較,從殘余應力的角度來評價返修后產品的使用可靠性,為決策提供依據,減少經濟損失。
1 測試方法
在現有的殘余應力測量方法中,按照其對被測構件的損傷程度可分為有損和無損兩大類。破壞性的方法有取條法、切槽法、剝層法、鉆孔法、盲孔法等,都屬于應力釋放的范疇。非破壞性的方法有激光干涉法、云紋分析法、X射線衍射法、中子衍射法、磁性發射法和超聲波法等[2]。幾種常見的無損測量方法分別都有其各自的優缺點。X射線檢測是目前最為成熟而且應用范圍也最為廣泛的測量結構表面殘余應力方法。由計算機控制專用應力儀配備各種專用軟件,能進行衍射線強度修正、峰值定位及應力計算等多種工作,使測試過程變得簡便、快捷[3]。本次測量采用X射線檢測法。
1.1試驗設備
試驗采用加拿大Proto公司生產的i-XRD便攜式殘余應力測量儀,如圖1所示。電解拋光設備采用鄭州機械研究所生產的DJP-Ⅱ型電解拋光機,如圖2所示。

圖1 i-XRD殘余應力測量儀

圖2 DJP-Ⅱ型電解拋光機
1.1測試過程
對返修后的部件表面采用200#~800#的砂紙先進行打磨;采用DJP-Ⅱ型電解拋光機拋光母材表面,拋光溶液為飽和NaCl溶液,拋光電壓10~20 V,拋光電流3~10A;使用丙酮或酒精清洗母材表面;采用i-XRD進行測試。
試驗參數的采集:測量時保證射線的發射頭與測試點切面垂直;測試前須自動或者手動對焦;測試儀β擺動平面與測量應力方向平行。
試驗數據的修正處理:對于單點測試數據,采用橢圓非線性擬合方式。當擬合誤差率小于±30 MPa時認為數據可信;當擬合誤差大于±30 MPa時,對測試的個別離散度較大的β角數據進行刪除,使擬合誤差值小于±20 MPa;當刪除點數大于3個時,認為測試數據不可信,并對該點進行補測。對于線狀多點測試數據,將進行非線性擬合,驗證其測試數據的可信度。當各數據非線性擬合方差大于等于0.85時,認為測試數據可信;當各數據非線性擬合方差小于0.85時,對離散度較大的測試點進行補測。
此次殘余應力測試參照的標準為:(1)歐盟殘余應力測試標準EN 15305-2008:Non-destructive Testing:Test Method for Residual Stress Analysis by X-ray Diffraction;(2)GB 7704-87 X射線應力測定方法;(3)ASTME 915-2010 Standard test method for verifying the alignment of X-ray diffraction instrumentation for residual stress measurement。
1.2測試位置
本次返修部件母材為JIS G3114-2008標準SMA 490BW耐候鋼,板材與鋼管拼焊結構,SMA 490BW耐候鋼基本化學成分如表1所示,力學性能如表2所示。

表1 SMA490BW耐候鋼化學成分%
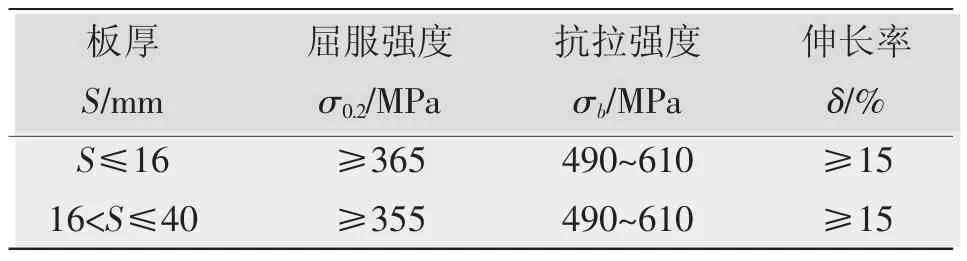
表2 SMA490BW耐候鋼基本力學性能
將返修的部件編為1#部件,未進行返修的部件編為2#部件。測試具體位置如圖3所示,測試點分布位置如圖4所示。
2 測試結果分析
2.1測試數據
1#部件和2#部件A側各測點軸向應力分布曲線對比如圖5所示,1#部件和2#部件A側各測點環向應力分布曲線對比如圖6所示。1#部件和2#部件B側各測點軸向應力分布曲線對比如圖7所示,1#部件和2#部件B側各測點環向應力分布曲線對比如圖8所示。
2.2測試數據分析
由圖5、圖6可知,無論是1#還是2#部件,A側測試區域的表面殘余應力無論是軸向還是環向絕大部分為壓應力,少數為拉應力。應力分布于-370~150 MPa,壓應力主要分布于-100~-250 MPa,說明表面應力分布不均勻。在60個測試點,120個測試數據中只有11個為拉應力,1#部件最大拉應力值為143.44 MPa(15號測點環向應力),2#部件最大拉應力值為93.94 MPa(28號測點環向應力),遠小于表2中JIS規定的該材料最小屈服強度355 MPa。2#部件的26~30號測點環向應力均為拉應力,且26~29號測點都在焊縫上。1#部件壓應力最大值為313.84 MPa(絕對值,20號測點軸向應力),略小于2#部件壓應力最大值362.01 MPa(絕對值,3號測點軸向應力)。
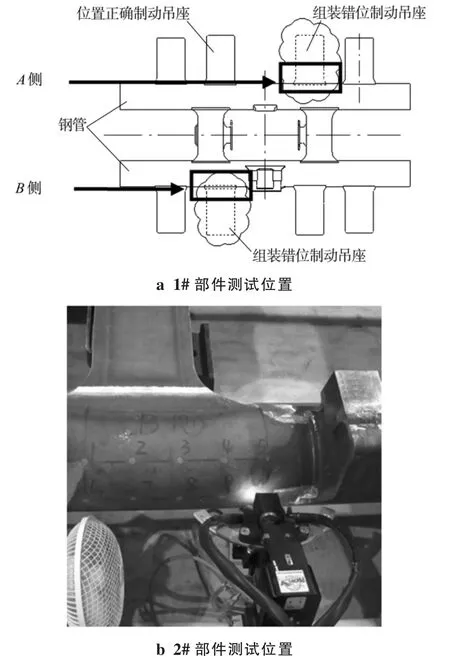
圖3 試驗部件測試位置
由圖7、圖8可知,B側測試區域的表面殘余應力無論是軸向還是環向也絕大部分為壓應力,少數部分為拉應力。應力分布于-350~270 MPa,壓應力主要分布于-100~-250 MPa,與A側相似,表面應力分布也不均勻。1#部件最大拉應力值為263.65MPa(9號測點軸向應力),2#部件最大拉應力值為125.68 MPa(25號測點環向應力),但小于表2中JIS標準規定的該轉向架材料的最小抗拉強度490MPa,兩個測點均在焊縫上。同時1#部件最大壓應力值為348.60 MPa(絕對值,16號測點軸向應力),2#部件最大壓應力值為336.70MPa(絕對值,19號測點軸向應力),兩者與A側最大壓應力值接近。
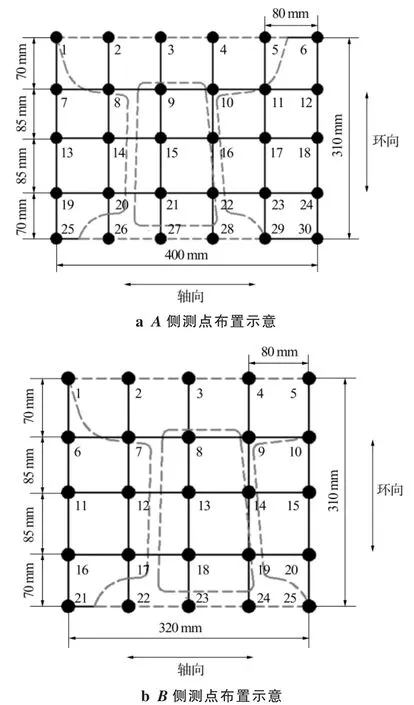
圖4 測試點位置分布示意
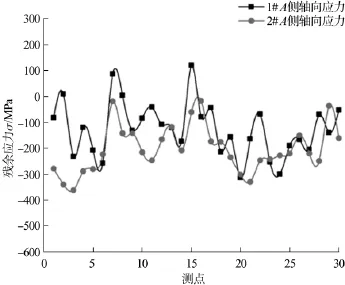
圖5 A側軸向應力分布曲線對比
由圖5~圖8可知,在坐標圖上2#部件A、B側軸向和環向應力分布曲線均低于1#部件的應力分布曲線,也就是說壓應力值(以絕對值而言)更大,而且整體分布更為均勻。但由于1#部件所測區域基本為壓應力,拉應力值也不大,返修后產品后工序還要進行噴砂及退火處理,這將消除部分殘余應力,由此可知從殘余應力角度來講返修后的部件并不影響其使用性能。
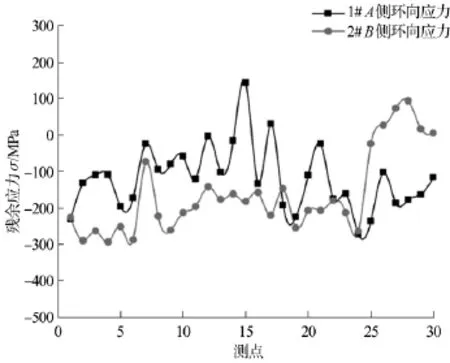
圖6 A側環向應力分布曲線對比
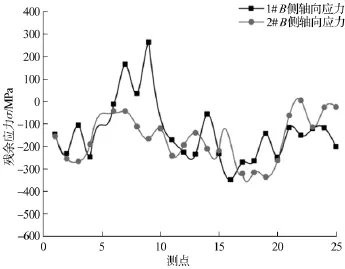
圖7 B側軸向應力分布曲線對比
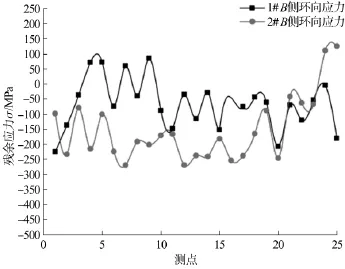
圖8 B側環向應力分布曲線對比
3 結論
(1)1#部件表面殘余應力分布不均勻,基本為壓應力,主要分布于-100~-250MPa,少數為拉應力,最大拉應力值為143.44 MPa,小于日標規定的最小屈服極限。
(2)2#部件表面殘余應力分布不均勻,基本為壓應力,主要分布在主要分布于-100~-250 MPa,少數為拉應力,最大拉應力值為263.65 MPa,小于母材JIS規定最小抗拉強度。
(3)2#部件比1#部件表面殘余應力分布更為均勻,應力曲線在坐標圖中更低(壓應力絕對值更大),由于1#部件所測區域基本為壓應力,拉應力值也不大。
(4)從殘余應力角度來講,返修的部件并不影響其使用性能。
[1]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2010.
[2]蔣剛,譚明華,王偉明.殘余應力測量方法的研究現狀[J].機床與液壓,2007,35(6):213-216,220.
[3]陳玉安,周上祺.殘余應力X射線測定方法的研究現狀[J].無損檢測,2001,23(1):19-22.
Application of residual stress testing on bogie frame repair
FANG Xiaozhong,NI Baocheng,DONG Hongda
(Bogie Design Department,CSR Nanjing Puzhen Co.,Ltd.,Nanjing 210031,China)
In this paper,using the X ray method of residual stress test in the bogie frame welding products repair position,analyze and compare with the same position in the qualified product.Evaluate the reliability of using the repaired products in the residual stress way.
frame;repair;X Ray;residual stress
TG404
A
1001-2303(2016)04-0027-04
10.7512/j.issn.1001-2303.2016.04.06
2015-04-27
方孝鐘(1983—),男,浙江義烏人,碩士,主要從事轉向架構架工藝的研究工作。
猜你喜歡
湖南大學學報·自然科學版(2025年6期)2025-07-16 00:00:00
裝備制造技術(2021年5期)2021-08-14 01:44:56
裝備制造技術(2021年2期)2021-07-21 05:38:24
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
經濟技術協作信息(2018年18期)2019-01-23 07:17:20
西南交通大學學報(2018年5期)2018-11-08 10:58:26
現代城市軌道交通(2018年5期)2018-05-28 02:19:35
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
鐵道運營技術(2015年3期)2015-12-23 09:27:14
