6005A鋁合金型材攪拌摩擦焊未焊合缺陷的攪拌摩擦補焊研究
2016-12-23 06:09:14中車長春軌道客車股份有限公司130062
焊接 2016年11期
中車長春軌道客車股份有限公司(130062)
張欣盟 何廣忠 張 行 毛一偉
哈爾濱工業大學 先進焊接與連接國家重點實驗室(150001)
王相國 劉會杰
?
6005A鋁合金型材攪拌摩擦焊未焊合缺陷的攪拌摩擦補焊研究
中車長春軌道客車股份有限公司(130062)
張欣盟 何廣忠 張 行 毛一偉
哈爾濱工業大學 先進焊接與連接國家重點實驗室(150001)
王相國 劉會杰
攪拌摩擦焊未焊合缺陷多存在于焊縫根部,在受力加載時極易產生應力集中,進而發生破壞。首先選用不同針長的攪拌頭在軌道車輛常用的6005A鋁合金型材基體上,進行不同長度尺寸根部未焊合缺陷的制備。在此基礎上,研究了攪拌摩擦焊接方法對上述不同未焊合缺陷的補焊效果。試驗結果表明,在一定工藝參數下,通過改變攪拌頭針長尺寸可以制備不同長度尺寸的未焊合缺陷。并通過焊縫表面成形、內部成形以及原始未焊合缺陷所在位置的微觀組織和拉伸測試分析表明,未焊合缺陷尺寸越大對應的焊縫拉伸性能越低。但不同尺寸的未焊合缺陷在經過攪拌摩擦補焊后都能完全消失,且補焊接頭性能與最優攪拌摩擦焊接頭的性能相當,證明了攪拌摩擦補焊方法對于消除未焊合缺陷的有效可行性。
鋁合金型材 未焊合缺陷 攪拌摩擦補焊
0 序 言
作為一種固相焊接技術,攪拌摩擦焊(Friction stir welding,FSW)的焊接溫度一般低于被焊材料的熔點,從而可以避免因材料熔化而產生的氣孔、裂紋、變形等缺陷。由于FSW的優質高效、低能耗無污染、焊接變形小、焊縫性能優異,以及焊接過程無煙塵、弧光、飛濺、合金燒蝕,并且不需要焊劑、填充材料等顯著優點,該技術經過10多年的研究發展,實現了航空、航天等領域的工業化應用[1-2],并已成為軌道客車鋁合金車體制造焊接技術的主流發展趨勢[3-5]。
FSW技術為純機械化的焊接技術,其過程是通過類似于機械加工的機床運動實現,焊接過程相對穩定。但在實際工業化應用過程中,常受工件尺寸精度、組配效果、攪拌頭磨損狀況等因素影響,導致焊縫根部未焊合缺陷的產生。因該類缺陷存在于焊縫根部,在受力加載時,極易產生應力集中,進而發生破壞。因此,如何對攪拌摩擦焊未焊合缺陷的高質量修復實際意義顯著。迄今,關于此方面的研究已有報道,但大多是圍繞平板對接接頭進行[6-7],而針對軌道客車鋁合金車體常采用的中空擠壓型材對搭接復合接頭形式的研究還未見報道。為此,文中首先通過選用不同針長的攪拌頭在軌道車輛常用的6005A-T6鋁合金中空擠壓型材基體上,進行不同長度尺寸根部未焊合缺陷制備。在此基礎上通過焊縫表面成形、內部成形以及原始未焊合缺陷所在位置的微觀組織和拉伸測試,對攪拌摩擦補焊的效果進行了研究。
1 試驗材料與方法
試驗材料為6005A-T6鋁合金中空擠壓型材,焊縫位置的型材壁厚為4.7 mm,型材整體高度為30 mm。FSW焊縫接頭為對搭接復合接頭形式。試驗材料結構形式如圖1所示,其化學成分見表1。該材料的室溫抗拉強度為290 MPa。

圖1 試驗用鋁合金中空擠壓型材示意圖
采用內凹軸肩端面、攪拌針側面開有錐狀螺紋的攪拌頭進行未焊合缺陷的制備。其中將攪拌頭結構參數表述為“D×d×L×”形式,D,d和L分別表示攪拌頭軸肩直徑、攪拌針根部直徑和攪拌針長度,其后數字“×”表示對應各結構處的具體數值,其單位為mm。通過使用不同針長的攪拌頭進行不同尺寸的未焊合缺陷制備。具體的攪拌頭尺寸和制備工藝參數見表2~3。為對比分析,其中編號為0的攪拌頭用于制備沒有未焊合缺陷的優質接頭。采用軸肩端面螺形槽、攪拌針側面開有錐狀雙螺紋的攪拌頭D24d9.0L4.5對所制備的不同尺寸未焊合試樣進行補焊。補焊的工藝參數見表3。

表1 試驗用鋁合金化學成分(質量分數,%)

表2 制備未焊合缺陷及修補所用的攪拌頭
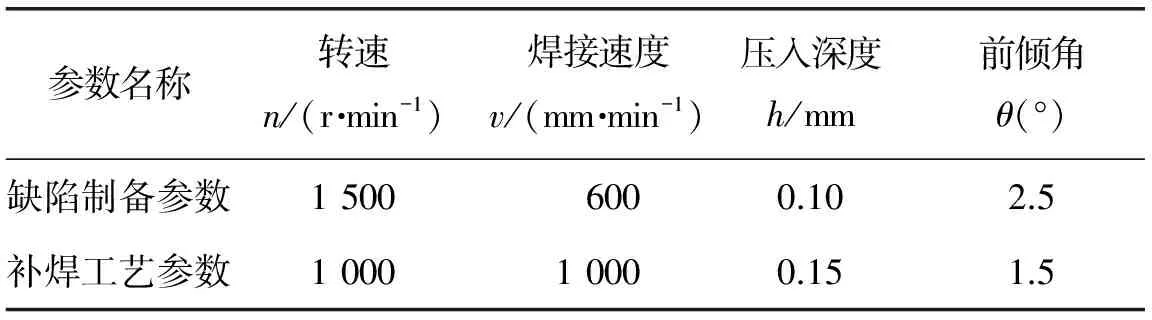
表3 未焊合缺陷制備及補焊所用工藝參數
采用拉伸測試方法評價補焊接頭的力學性能。由于型材不同部位的板厚存在較大差異,為了充分反映補焊工藝對補焊接頭力學性能的影響,制備如圖2所示的非標準拉伸試樣。同時為保留中空擠壓型材結構的完整性,直接體現焊縫拉伸強度,保留了如圖2b所示尺寸為10 mm的焊縫背部結構尺寸。

圖2 拉伸試樣
2 試驗結果及分析
2.1 攪拌摩擦焊未焊合接頭的微觀組織
采用上述攪拌頭和工藝參數制備的未焊合缺陷如圖3所示,其中缺陷垂直高度分別達到0.2 mm,0.7 mm 和1.2 mm。從圖3可以看出,在相同工藝條件下,通過調整攪拌針長度可有效控制未焊合缺陷的尺寸。其中,隨著攪拌針長度的縮短,焊縫根部未焊合缺陷長度隨之變大。這主要是因為在攪拌摩擦焊焊接過程中攪拌針直接扎入待焊焊縫內部并對塑化金屬產生攪拌轉動作用;當攪拌針長度較短時,其底部未受到攪拌針作用的區域增多,從而導致焊縫根部未焊合缺陷尺寸的增大。

圖3 不同尺寸未焊合缺陷攪拌摩擦焊接接頭組織
2.2 攪拌摩擦補焊焊縫形貌
補焊接頭的焊縫表面成形、內部成形以及原始未焊合缺陷所在位置的微觀組織分別如圖4~5所示。由圖5可知,無論原始的未焊合缺陷尺寸多大,在經過FSW補焊后,焊縫表面成形美觀,原始未焊合缺陷完全消失,其所在位置已被新的、致密的FSW焊縫所取代。
由此可以看出,在合理選用攪拌頭及對應的優化工藝參數條件下,可實現不同尺寸未焊合缺陷的修復。因通過較大尺寸軸肩、攪拌針直徑以及攪拌針長度時,可有效增大熱輸入量,增大攪拌頭對塑性金屬的攪拌轉移作用區域,形成對未焊合區域的二次攪拌,從而實現對此類缺陷的良好修復。

圖4 含有未焊合缺陷的焊縫及其FSW補焊焊縫表面形貌

圖5 原始未焊合缺陷尺寸不同的補焊焊縫橫截面
2.3 補焊接頭的力學性能
對含有不同尺寸未焊合缺陷的接頭及其FSW補焊后的接頭進行拉伸測試,所得接頭的拉伸性能如圖6所示。由圖6a可以看出,對于沒有未焊合缺陷的0號試樣,其抗拉強度為222 MPa,斷后伸長率為5.5%。1號試樣的未焊合缺陷高度為0.2 mm,其抗拉強度為221 MPa,與優質接頭相當;2號試樣的未焊合缺陷高度為0.7 mm,其抗拉強度下降至189 MPa;3號試樣的未焊合缺陷高度達到1.2 mm,其抗拉強度降到182 MPa。由此可見,未焊合缺陷對接頭性能有重要影響,隨著缺陷高度的增加,接頭性能降低。這主要是因為隨著未焊合缺陷尺寸的增加,焊接接頭的有效承載面積降低所致。
由圖6b可知,經過FSW補焊后,1~3號試樣的接頭抗拉強度分別達到228 MPa,221 MPa和225 MPa,斷后伸長率分別為7.1%,5.3%和6.9%。由此可見,FSW補焊后的接頭性能與最優接頭性能相當,說明FSW補焊方法是有效可行的。
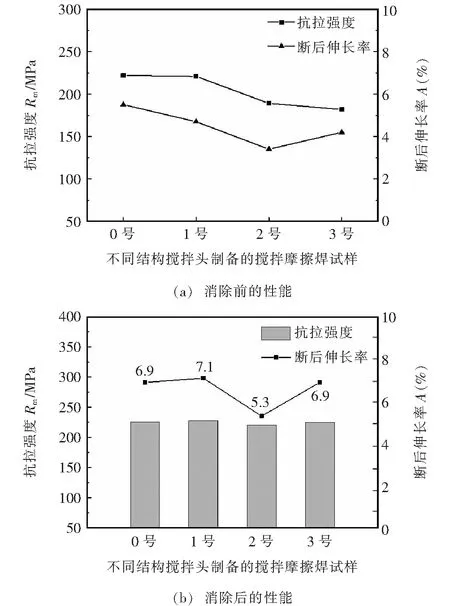
圖6 未焊合缺陷消除前后的接頭力學性能
接頭性能與斷裂位置有著密切的關系。對于含有未焊合缺陷的接頭而言,拉伸測試時,接頭首先在未焊合缺陷處開裂,并沿焊核區擴展。此時接頭的性能既與缺陷尺寸有關,又與焊核區的組織特征有關。沒有未焊合缺陷的接頭,包括經過補焊后未焊合缺陷消失的接頭,其拉伸開裂出現在焊縫后退側的熱影響區,接頭性能完全由熱影響區的軟化所決定的[8]。
3 結 論
(1)通過改變攪拌頭尺寸、調整焊接工藝參數或改變焊接工況,可以制備不同類型及不同尺寸的FSW未焊合缺陷。
(2)不同尺寸的未焊合缺陷在合理選用補焊攪拌頭和補焊工藝情況下,能夠對其進行有效修復。補焊接頭性能與最優FSW接頭性能相當,證明了FSW補焊方法對于消除未焊合缺陷的有效可行性。
[1] Mishra R S,Ma Z Y. Friction stir welding and processing[J]. Materials Science and Engineering R,2005,50:1-78.
[2] 張欣盟,楊景宏,王春生,等. 攪拌摩擦焊技術及其應用發展 [J]. 焊接,2015(1):29-32.
[3] Takeshi K,Toshiaki M,Kentarou M,et al. Application of friction stir welding to construction of railway vehicles [J]. The Japan Society of Mechanical Engineers A,2004,47(3):502-511.
[4] 欒國紅,胡煌輝,柴 鵬. 攪拌摩擦焊-新型列車制造新技術[J]. 電力機車與城軌車輛,2006,29(4):40-43.
[5] 朱文峰,徐 春. 高速列車鋁合金車身雙熱源攪拌摩擦焊仿真 [J]. 焊接學報,2008,29(10):45-49.
[6] Adamowski J,Gamvaro C,Lertora E,et al. Analysis of FSW welds made of aluminium alloy AW6082-T6 [J]. Archives of Materials Science and Engineering,2007,28(8):453-460.
[7] 劉會杰,張會杰,黃永憲,等. 攪拌摩擦焊接缺陷的補焊方法 [J]. 焊接學報,2009,30(1):1-4.
[8] 秦國梁,張 坤,張文斌,等. 6013-T4鋁合金薄板攪拌摩擦焊熱輸入對焊縫成形及組織性能的影響[J]. 焊接學報,2010,31(11):5-8.
2016-06-21
TG453
張欣盟,1980年出生,博士,高級工程師。主要從事軌道車輛焊接工藝方面的研究,已發表論文10余篇。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24