電容器鋁殼自動上料-定量灌膠控制系統(tǒng)設(shè)計
2017-01-05 07:12:52鄭天池孫小剛郭琳娜邵建新邱自學(xué)
工程設(shè)計學(xué)報 2016年6期
鄭天池, 孫小剛, 郭琳娜, 邵建新, 邱自學(xué)
(南通大學(xué) 機(jī)械工程學(xué)院,江蘇 南通 226019)
電容器鋁殼自動上料-定量灌膠控制系統(tǒng)設(shè)計
鄭天池, 孫小剛, 郭琳娜, 邵建新, 邱自學(xué)
(南通大學(xué) 機(jī)械工程學(xué)院,江蘇 南通 226019)
針對電容器鋁殼自動上料和定量灌膠工序存在自動化程度低、灌膠精度低等問題,設(shè)計了電容器鋁殼自動上料-定量灌膠控制系統(tǒng).采用三菱FX3GA系列 PLC對控制系統(tǒng)的軟硬件進(jìn)行合理配置,并詳細(xì)設(shè)計了系統(tǒng)的硬件組成和軟件流程;采用三菱GS系列觸摸屏,實現(xiàn)系統(tǒng)的參數(shù)修改和狀態(tài)監(jiān)測功能.該系統(tǒng)已在電容器生產(chǎn)企業(yè)實際應(yīng)用,應(yīng)用效果表明:系統(tǒng)運行可靠、平穩(wěn),運行周期為10 s,鋁殼定量灌膠誤差小于2%,其提高了產(chǎn)品質(zhì)量和生產(chǎn)效率,滿足企業(yè)生產(chǎn)要求,具有一定的推廣價值.
電容器; 鋁殼; 自動上料; 定量灌膠; 控制系統(tǒng)
鋁電解電容器是不可替代的電子元件,廣泛應(yīng)用于航空航天、汽車、家用電器等領(lǐng)域[1-3].隨著我國經(jīng)濟(jì)發(fā)展進(jìn)入新常態(tài),電子元器件集成化的發(fā)展要求——“小尺寸、大容量、耐高溫、長壽命”,將是鋁電解電容器發(fā)展的必然趨勢[4-6].
在完成電容器芯包引腳刺孔裁切、蓋板鉚接后,需對電容器鋁殼進(jìn)行定量灌膠.鋁電解電容器有多種規(guī)格,相應(yīng)的鋁殼亦有多種規(guī)格(鋁殼直徑和高度不同),不同規(guī)格的鋁殼,所需灌膠量不同.電容器鋁殼進(jìn)行灌膠時,其灌膠量須達(dá)到一定要求.
為提高電容器鋁殼自動上料、定量灌膠的生產(chǎn)效率和灌膠精度,研制了電容器鋁殼自動上料、定量灌膠設(shè)備,設(shè)計開發(fā)了電容器鋁殼自動上料-定量灌膠控制系統(tǒng),該系統(tǒng)能夠?qū)崿F(xiàn)多規(guī)格鋁殼的自動上料、定量灌膠,提高了灌膠精度和產(chǎn)品質(zhì)量,滿足企業(yè)生產(chǎn)要求.
1 系統(tǒng)工作原理及控制要求
1.1 系統(tǒng)組成及工作原理
鋁電解電容器鋁殼自動上料-定量灌膠系統(tǒng)的組成如圖1所示.

圖1 系統(tǒng)的組成Fig.1 The composition of system
圖1中,鋁殼自動上料部件由轉(zhuǎn)盤、轉(zhuǎn)盤電機(jī)和輸送帶1(含步進(jìn)電機(jī)2)、輸送帶2(含輸送帶2電機(jī))等組成,用于實現(xiàn)將鋁殼自動輸送至灌膠位置的功能;鋁殼定量灌膠部件由膠槍、電磁閥、膠液接收組件 (包括膠液接收氣缸和膠液接收盒)等組成,用于多規(guī)格鋁殼的定量灌膠;線性移動部件由步進(jìn)電機(jī)1、滾珠絲杠、導(dǎo)軌等組成,該部件能夠根據(jù)鋁殼高度的不同,自動調(diào)節(jié)鋁殼定量灌膠部件的高度;鋁殼推出部件由推出氣缸、推桿組成,用于將灌膠完成后的鋁殼自動推送至下一工序.
1.2 氣壓系統(tǒng)原理
氣壓系統(tǒng)原理圖如圖2所示.
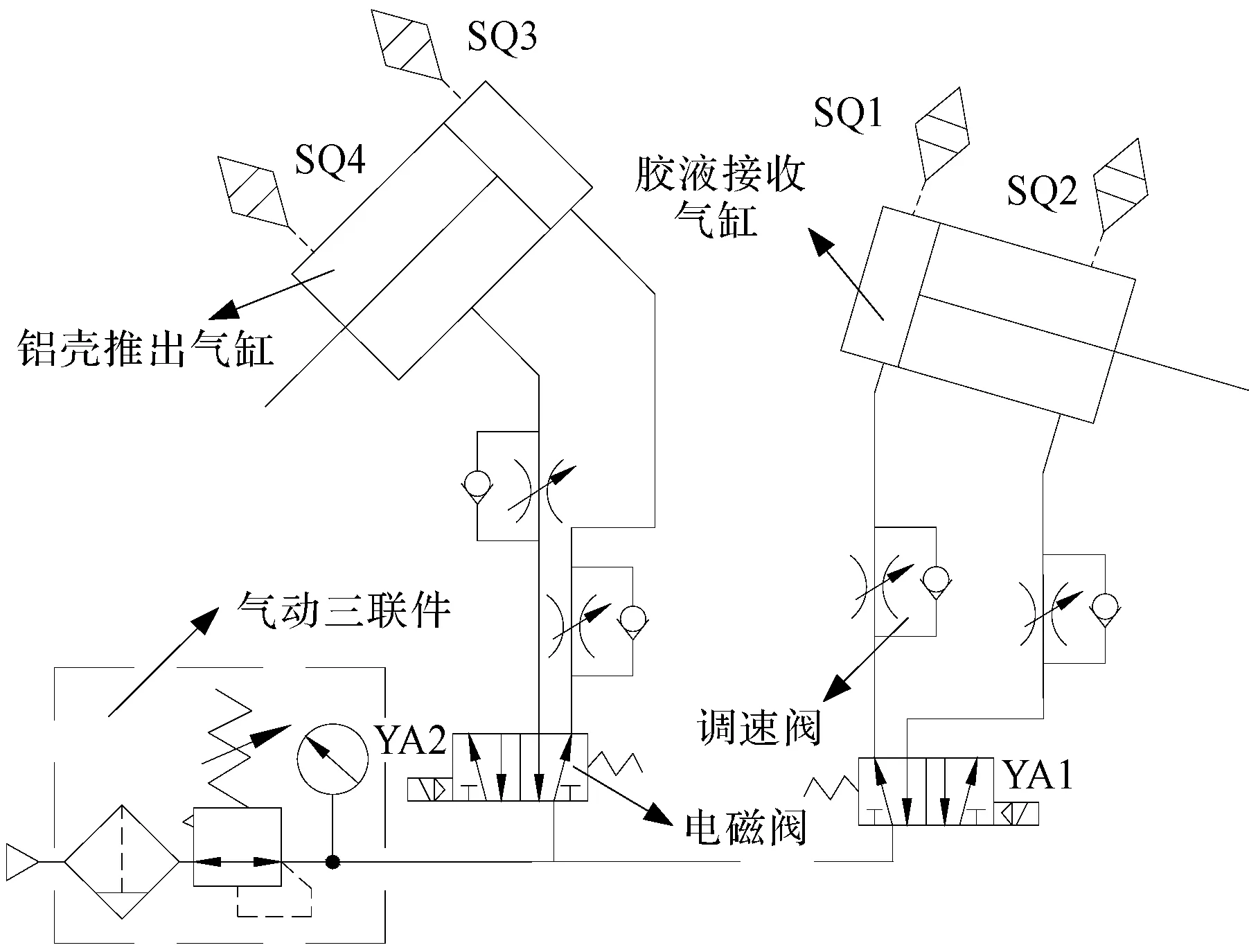
圖2 氣壓系統(tǒng)原理圖Fig.2 Principle diagram of pneumatic system
其工作原理如下:氣源由空氣壓縮機(jī)提供,壓縮空氣經(jīng)過氣動三聯(lián)件(空氣過濾器、減壓閥、油霧器)凈化之后,達(dá)到所要求的空氣質(zhì)量.凈化后的空氣分為2路:一路經(jīng)二位五通電磁閥通向鋁殼推出氣缸,通過PLC程序控制電磁閥的切換,控制鋁殼推出氣缸的前后移動,實現(xiàn)將灌膠完成后的鋁殼自動推出的功能;另一路經(jīng)二位五通電磁閥通向膠液接收氣缸,通過PLC程序控制電磁閥的切換,從而控制膠液接收氣缸的左右移動,達(dá)到自動接收殘留膠液的目的.
1.3 控制系統(tǒng)功能要求
設(shè)計的電容器鋁殼自動上料-定量灌膠控制系統(tǒng)用于實現(xiàn)對多規(guī)格鋁殼進(jìn)行自動上料和定量灌膠的功能,該系統(tǒng)以可編程控制器PLC為核心,采用觸摸屏作為上位機(jī)[7-8],其主要功能要求如下:
1)對多規(guī)格鋁殼的自動上料、定量灌膠功能.控制系統(tǒng)通過電機(jī)控制轉(zhuǎn)盤的轉(zhuǎn)動,自動將無序的鋁殼按順序逐個輸送至輸送帶上;通過安裝在灌膠工位的接近傳感器,實現(xiàn)對鋁殼在灌膠工位的精確控制;控制系統(tǒng)能夠通過控制電磁閥來控制膠槍閥門的打開時間,實現(xiàn)對多規(guī)格鋁殼的定量灌膠,且定量灌膠精度高,誤差低于2%.
2) 參數(shù)設(shè)定功能.控制系統(tǒng)能夠?qū)崿F(xiàn)對多規(guī)格鋁殼高度和灌膠時間的修改、設(shè)定.
3) 故障檢測及報警功能.控制系統(tǒng)能夠自動檢測各傳感器工作是否正常;能夠檢測各執(zhí)行元件動作后是否回歸到位;能夠?qū)崟r顯示與監(jiān)測系統(tǒng)運行狀態(tài),當(dāng)系統(tǒng)出現(xiàn)異常時,一方面會在觸摸屏上顯示報警地點,另一方面會使故障部分設(shè)備中斷,確保操作人員安全.
4) 系統(tǒng)運行狀態(tài).包括2種可切換的運行狀態(tài),分別為自動運行狀態(tài)和點動運行狀態(tài).點動運行狀態(tài)用于設(shè)備的檢測、調(diào)試及各子控單元的控制;自動運行狀態(tài)用于實際生產(chǎn),實現(xiàn)控制系統(tǒng)中各運動部件的協(xié)同運動.
5) 停止和急停功能.設(shè)備自動運行過程中,當(dāng)按下“停止”按鈕時,停止當(dāng)前自動運行動作;設(shè)備發(fā)生異常情況時按下“急停”按鈕,停止所有運行動作.
2 控制系統(tǒng)硬件設(shè)計
鋁殼自動上料-定量灌膠控制系統(tǒng)由PLC及輸入輸出模塊、觸摸屏、步進(jìn)驅(qū)動模塊、傳感檢測模塊、電磁閥、轉(zhuǎn)盤電機(jī)、輸送帶2電機(jī)、運行指示燈、啟停按鈕、報警器(三色燈)等元器件組成,其硬件接線圖如圖3所示.

圖3 控制系統(tǒng)硬件接線圖Fig.3 Hardware connection diagram of control system
2.1 PLC選型及I/O口分配
PLC作為整個控制系統(tǒng)的控制管理樞紐,對系統(tǒng)中的步進(jìn)電機(jī)、交流電機(jī)進(jìn)行啟停和調(diào)節(jié)控制,對電磁閥進(jìn)行切換控制,以及通過與觸摸屏的連接,及時反饋系統(tǒng)的運行狀態(tài)和參數(shù)的修改[9-10].
根據(jù)系統(tǒng)輸入、輸出端口的數(shù)量,綜合考慮控制規(guī)模、特點及用戶在使用過程中還需要增加的新功能和擴(kuò)展等要求,選用日本三菱公司型號為FX3GA-40MT-CM的PLC,該型號PLC可提供24個輸入點、16個輸出點,同時自帶2路高速通訊接口(RS422 & USB),方便了上位機(jī)、PLC 及觸摸屏之間的通訊及調(diào)試,能夠滿足控制系統(tǒng)的要求.
本控制系統(tǒng)所需的輸入端口為9個,輸出口為12個,其I/O口分配如表1所示.

表1 PLC的I/O口分配
2.2 觸摸屏選型
觸摸屏作為上位機(jī),通過RS422通訊接口實現(xiàn)與PLC相連,其型號為三菱GS2107-WTBD.觸摸屏的作用是提供系統(tǒng)的狀態(tài)界面以及系統(tǒng)主要參數(shù)的設(shè)定、修改,操作人員可從該界面查看系統(tǒng)當(dāng)前及歷史控制、報警和故障監(jiān)測等信息,以解決故障及報警問題,從而實現(xiàn)系統(tǒng)的有效控制[11].
2.3 傳感檢測模塊
為了保證鋁殼自動上料、定量灌膠工序能夠正常運行和提高系統(tǒng)運行安全性,需要使用接近傳感器、磁性開關(guān)、磁性接近傳感器等來檢測設(shè)備的工作狀態(tài).控制系統(tǒng)所使用的各類傳感器型號和作用如表2所示.

表2 各類傳感器型號和作用
2.4 步進(jìn)驅(qū)動模塊
步進(jìn)驅(qū)動模塊采用東方馬達(dá)五相步進(jìn)電機(jī)組合產(chǎn)品RKS566AC(包含PKE566AC步進(jìn)電機(jī)和RKSD507-C步進(jìn)驅(qū)動器)作為驅(qū)動單元,其定位精度可達(dá)±1.4 μm.在步進(jìn)電機(jī)驅(qū)動模塊設(shè)計中,采用PLC對步進(jìn)電機(jī)進(jìn)行控制,利用PLC的高速脈沖輸出功能輸出脈沖信號,經(jīng)過專用的步進(jìn)電機(jī)驅(qū)動器控制步進(jìn)電機(jī)[12-14].
3 控制系統(tǒng)軟件設(shè)計
控制系統(tǒng)軟件設(shè)計包括PLC程序設(shè)計和觸摸屏界面設(shè)計兩部分.
3.1 PLC程序設(shè)計
PLC程序設(shè)計采用編程軟件GX-Works2,它是應(yīng)用PC機(jī)對PLC進(jìn)行編程的功能軟件包.系統(tǒng)控制程序采用模塊化設(shè)計思想,以梯形圖的方式實現(xiàn)[15-16].根據(jù)設(shè)備的實際工作情況,PLC控制程序由手動控制和自動控制兩部分組成,手動控制用于設(shè)備調(diào)試、檢修及運行過程演示,自動控制用于設(shè)備的自動化生產(chǎn).PLC工作的自動控制程序流程圖如圖4所示.編程計算機(jī)與PLC 通過USB通訊電纜連接,進(jìn)行程序的下載與調(diào)試.

圖4 PLC自動控制程序流程圖Fig.4 Program flow chart of PLC automatic control
3.2 觸摸屏界面設(shè)計
觸摸屏將系統(tǒng)手動工作模式、自動工作模式的切換鍵及顯示集于一體,能夠方便地操作和監(jiān)控設(shè)備,并顯示當(dāng)前設(shè)備工作的狀態(tài)[17-19].用GT-Designer2軟件編寫觸摸屏程序,GT-Designer2具有簡單、高效、易于上手等優(yōu)點,使自動化過程更加透明,組態(tài)更加簡單,反應(yīng)更加迅速.
控制系統(tǒng)的觸摸屏界面主要包括:
1) 主界面.如圖5所示,該界面由“自動上料”、“定量灌膠”、“設(shè)備調(diào)試”和“設(shè)備概要”這4個按鈕組成,手動按下相應(yīng)的按鈕,即可進(jìn)入該界面.

圖5 觸摸屏主界面Fig.5 Main screen of touch screen
2) 設(shè)備調(diào)試界面.如圖6所示,該界面主要用于設(shè)備的點動調(diào)試,由“步進(jìn)電機(jī)1調(diào)試”、“步進(jìn)電機(jī)2調(diào)試”、“鋁殼有無檢測”、“防護(hù)罩門檢測”、“膠液接收氣缸調(diào)試”、“鋁殼推出氣缸調(diào)試”、“交流電機(jī)調(diào)試”(包括轉(zhuǎn)盤電機(jī)調(diào)試和輸送帶2電機(jī)調(diào)試)、“三色燈調(diào)試”按鈕組成,按下相應(yīng)的按鈕即可對該界面進(jìn)行調(diào)試.

圖6 設(shè)備調(diào)試主界面Fig.6 Screen of equipment debugging
3) 定量灌膠界面.如圖7所示,該界面主要包含設(shè)備狀態(tài)欄、參數(shù)設(shè)置欄和運行狀態(tài)監(jiān)測欄.

圖7 定量灌膠界面Fig.7 Screen of quantitative filling
設(shè)備狀態(tài)欄:實時顯示鋁殼灌膠工位、鋁殼推出工位是否有鋁殼;步進(jìn)電機(jī)1,2是否開啟及是否正常;防護(hù)罩左、右側(cè)門是否閉合,若為否,則字體呈紅色并閃爍.
參數(shù)設(shè)置欄:包括“鋁殼高度”和“灌膠時間”兩部分,其中:“鋁殼高度”供用戶根據(jù)當(dāng)前待灌膠的鋁殼高度進(jìn)行參數(shù)設(shè)置,當(dāng)用戶輸入新的鋁殼高度,并按“確定”鍵后,控制系統(tǒng)控制步進(jìn)電機(jī)1自動帶動鋁殼定量灌膠部件移動至當(dāng)前鋁殼所需灌膠高度位置;“灌膠時間”供用戶根據(jù)當(dāng)前待灌膠的鋁殼的規(guī)格,設(shè)定膠槍閥門打開的時間,從而實現(xiàn)對鋁殼的定量灌膠.
運行狀態(tài)監(jiān)測欄:實時顯示整機(jī)的運行狀態(tài).
4) 報警界面.當(dāng)設(shè)備出現(xiàn)故障或者參數(shù)設(shè)定不正確時,觸摸屏中會彈出報警界面,三色燈中的紅燈亮并顯示報警信息,操作人員可根據(jù)界面中的信息找到報警位置;當(dāng)故障排除后,報警信息消失.
4 結(jié) 論
1) 針對電容器鋁殼自動上料、定量灌膠工序的生產(chǎn)要求,設(shè)計了鋁殼自動上料-定量灌膠控制系統(tǒng),采用三菱FX3GA系列PLC作為系統(tǒng)控制核心,三菱GS系列觸摸屏作為人機(jī)交互界面,完成了系統(tǒng)的自動化控制.
2) 目前,該系統(tǒng)已在電容器生產(chǎn)企業(yè)實際應(yīng)用,系統(tǒng)運行周期為10 s,有效提高了生產(chǎn)效率;鋁殼定量灌膠誤差小于2%,滿足企業(yè)灌膠誤差小于5%的要求;系統(tǒng)具有相應(yīng)的檢測功能,避免因無鋁殼造成空灌膠;控制系統(tǒng)能夠?qū)崿F(xiàn)無故障連續(xù)運行,保障了產(chǎn)品質(zhì)量和運行效率.
3) 實際應(yīng)用效果表明該系統(tǒng)穩(wěn)定、可靠、易于操作,在提高企業(yè)自動化程度的同時,節(jié)約了人力資源成本,為企業(yè)帶來了一定的經(jīng)濟(jì)和社會效益,具有一定的推廣價值.
[1] BOTH J. The modern era of aluminum electrolytic capacitors[J]. IEEE Electrical Insulation Magazine, 2015, 31(4): 24-34.
[2] 王志申,何業(yè)東,孫志華,等. 鋁電解電容器高壓電子箔點蝕機(jī)理的研究[J]. 材料工程,2012,40(5):15-19. WANG Zhi-shen, HE Ye-dong, SUN Zhi-hua, et al. Pitting mechanism for aluminum electrolytic capacitor high voltage foil[J]. Journal of Materials Engineering, 2012, 40(5): 15-19.
[3] ZHU S Q, BAN C L, TAO X Q, et al. Modelling specific capacitance of DC etched aluminum foil for aluminum electrolytic capacitor[J]. Journal of Materials Science-Materials in Electronics, 2015, 26(9): 6750-6756.
[4] 馬皓,王林國. 鋁電解電容器退化分析與故障預(yù)診斷[J]. 電力系統(tǒng)自動化,2005,29(15):68-73. MA Hao, WANG Lin-guo. Degradation analysis and failure prediction of aluminum electrolytic capacitor[J]. Automation of Electric Power Systems, 2005, 29(15): 68-73.
[5] RIGAMONTI M, BARALDI P, ZIO E, et al. Particle filter-based prognostics for an electrolytic capacitor working in variable operating conditions[J]. IEEE Transactions on Power Electronics, 2016, 31(2): 1567-1575.
[6] AMARAL A M R, CARDOSO A J M. Condition monitoring of electrolytic capacitors[J]. International Journal of System Assurance Engineering and Management, 2011, 2(4): 325-332.
[7] LIN H C. A remote monitoring and control-based precise multiplication riveting system[J]. Computer Applications in Engineering Education, 2006, 13(4): 316-323.
[8] 馬巧紅,李茜,王孟效,等. PLC 在飲用水深度凈化控制系統(tǒng)中的應(yīng)用[J]. 工程設(shè)計學(xué)報,2007,14(6):486-489. MA Qiao-hong, LI Qian, WANG Meng-xiao, et al. Application of PLC on control system of deep purification of drinking water[J]. Chinese Journal of Engineering Design, 2007, 14(6): 486-489.
[9] 李哲,王小強(qiáng),李華龍,等. 海帶條自動上料機(jī)的設(shè)計及應(yīng)用[J]. 工程設(shè)計學(xué)報,2012,19(58):408-411. LI Zhe, WANG Xiao-qiang, LI Hua-long, et al. Design and application of the feeding machine for kelp strips[J]. Chinese Journal of Engineering Design, 2012, 19(5): 408-411.
[10] 林峰,劉楊,許焰. 基于PLC的水聽器回轉(zhuǎn)掃描控制系統(tǒng)的設(shè)計及實現(xiàn)[J]. 工程設(shè)計學(xué)報,2009,16(1):54-57. LIN Feng, LIU Yang, XU Yan. Design and implementation of sonar test system based on PLC[J]. Chinese Journal of Engineering Design, 2009, 16(1): 54-57.
[11] 張琨英. 基于PLC的磨削液變頻恒壓供給系統(tǒng)設(shè)計[J]. 工程設(shè)計學(xué)報,2013,20(2):168-172. ZHANG Kun-ying. Design of grinding fluid frequency conversion constant pressure supply system based on PLC[J]. Chinese Journal of Engineering Design, 2012, 19(6): 465-469.
[12] BERNAT J, STEPIEN S, STRANZ A, et al. Infinite time horizon optimal current control of a stepper motor exploiting a finite element model[J]. Bulletin of the Polish Academy of Sciences-technical Sciences, 2014, 62(4): 835-841.
[13] 王彥軍,李增生. 基于PLC的步進(jìn)電機(jī)控制[J]. 科學(xué)技術(shù)與工程,2011,11(5):1077-1010. WANG Yan-jun, LI Zeng-sheng. The control of the stepping motor basing on PLC[J]. Science Technology and Engineering, 2011, 11(5): 1077-1080.
[14] IBRAHIM D. Microcontroller-based stepper motor control basics[J]. Electronics World, 2015, 121: 20-24.
[15] 王俊杰,張偉,金杰峰,等. 電動汽車電池裝箱生產(chǎn)線控制系統(tǒng)的設(shè)計[J]. 組合機(jī)床與自動化加工技術(shù),2016(2):122-125. WANG Jun-jie, ZHANG Wei, JIN Jie-feng, et al. Design of controlling system for electric car battery packing production line[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2016(2): 122-125.
[16] 喬東凱,楊向宇,李多民,等. 基于PLC對三維立體運動系統(tǒng)的電氣控制及應(yīng)用[J]. 工程設(shè)計學(xué)報,2012,19(6): 465-469. QIAO Dong-kai, YANG Xiang-yu, LI Duo-min, et al. Electrical control and application of 3D motion system based on PLC[J]. Chinese Journal of Engineering Design, 2012, 19(6): 465-469.
[17] 王淑旺,顧立才,張定,等. 基于PLC和觸摸屏的車身總裝夾具控制系統(tǒng)設(shè)計[J]. 組合機(jī)床與自動化加工技術(shù),2012(1):74-77. WANG Shu-wang, GU Li-cai, ZHANG Ding, et al. Design on control system of car body welding jig based on PLC and TP[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2012(1): 74-77.
[18] 龐海亮,潘豐. 液洗機(jī)配料控制系統(tǒng)設(shè)計[J]. 儀表技術(shù)與傳感器,2015(7):81-85. PANG Hai-liang, PAN Feng. Design of blending system for liquid washing machine[J]. Instrument Technique and Sensor, 2015(7): 81-85.
[19] 朱劍,舒志兵,鄭之開. 基于激光傳感器的玻璃切割控制系統(tǒng)的設(shè)計[J]. 儀表技術(shù)與傳感器,2016(2): 66-68. ZHU Jian, SHU Zhi-bing, ZHENG Zhi-kai. Design of glass cutting control system based on laser sensor[J]. Instrument Technique and Sensor, 2016(2): 66-68.
Design of automatic feeding and quantitative filling control system for capacitor aluminum shell
ZHENG Tian-chi, SUN Xiao-gang, GUO Lin-na, SHAO Jian-xin, QIU Zi-xue
(School of Mechanical Engineering, Nantong University, Nantong 226019, China)
Aiming at the problems existing in the automatic feeding, quantitative filling process of the capacitor aluminum shell such as low automation degree, low filling accuracy and so on, the control system of automatic feeding and quantitative filling for the capacitor aluminum shell was designed. The PLC of Mitsubishi FX3GA series was used to conduct the reasonable configuration of hardware and software for the control system and the hardware composition and software flow of the system were designed in detail. The touch screen of Mitsubishi GS series was used to achieve the system parameter modification and state monitoring. The system had been applied in the practical application of capacitor production enterprise and application effect showed that the system ran reliably and stably, the operation period was 10 s, the error of the quantitative filling for aluminum shell was less than 2%, and the product quality and production efficiency were improved, which could meet the production requirements of enterprises. The system has a certain popularization value.
capacitor; aluminum shell; automatic feeding; quantitative filling; control system
2016-05-24.
本刊網(wǎng)址·在線期刊:http://www.zjujournals.com/gcsjxb
江蘇省產(chǎn)學(xué)研聯(lián)合創(chuàng)新資金-前瞻性聯(lián)合研究項目(BY2016053-14);南通大學(xué)研究生創(chuàng)新計劃項目(YKC15007).
鄭天池(1991—),男,江蘇徐州人,碩士生,從事機(jī)電一體化裝備及測控技術(shù)研究,E-mail: 876048162@qq.com. 通信聯(lián)系人:邱自學(xué)(1963—),男,江蘇南通人,博士,教授,博士生導(dǎo)師,江蘇省有突出貢獻(xiàn)中青年專家,從事機(jī)電一體化裝備與測控技術(shù)、智能結(jié)構(gòu)及其健康監(jiān)測技術(shù)、無線射頻識別及其應(yīng)用等研究,E-mail:qiu.zx@ntu.edu.cn. http://orcid.org//0000-0002-3892-8256
10.3785/j.issn. 1006-754X.2016.06.015
TP 273; TB 21
A
1006-754X(2016)06-0620-06
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年12期)2018-08-01 00:47:44
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
電子制作(2017年19期)2017-02-02 07:08:38
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11