鍍鋅鋼板點焊焊接接頭組織與性能
2017-01-18 05:51:02陳立偉
長春工業大學學報 2016年6期
陳立偉, 于 燕
(1.長春工業大學 先進結構材料省部共建教育部重點實驗室, 吉林 長春 130012;2.河北建筑工程學院 機械工程學院, 河北 張家口 075000)
鍍鋅鋼板點焊焊接接頭組織與性能
陳立偉1,2, 于 燕1*
(1.長春工業大學 先進結構材料省部共建教育部重點實驗室, 吉林 長春 130012;2.河北建筑工程學院 機械工程學院, 河北 張家口 075000)
采用了合理的電阻點焊焊接參數對鍍鋅鋼板進行焊接,研究了點焊參數對焊接接頭組織和性能的影響,分析了焊接接頭的硬度分布和拉伸斷口斷裂機理。結果表明,焊接接頭的抗拉強度隨著焊接電流和焊接時間的增加均呈先增大后減小趨勢;焊縫區鐵素體組織隨著焊接電流的增大現象明顯,而焊縫區鐵素體組織卻隨著焊接時間的增加而變得細密;焊接接頭的焊縫區的硬度均勻,且高出母材很多;焊接接頭斷口表現出明顯的延性斷裂特征。
鍍鋅鋼板; 電阻點焊; 工藝參數; 硬度; 拉伸斷口
0 引 言
目前國內生產的金屬轎車油箱多采用鍍層含鉛的鍍鉛鋼板,對環境有很大污染,多數國家早已禁止應用鍍鉛鋼板生產汽車油箱[1-2]。我國近年一直在研究開發油箱用環保型鋼板,但還沒有達到應用。鍍鋅鋼是一種既具有良好的抗腐蝕性,又有良好塑性的鋼種,在汽車實現輕量化方面有很大的應用前景[3]。由于電阻點焊具有生產效率高、易于實現自動化等優點,已在汽車工業中廣泛采用,并已成為在汽車油箱用鋼的主要焊接方法[4-5]。
然而,現階段國內對鍍鋅鋼板的電阻點焊焊接工藝性能研究較少,故文中以鍍鋅鋼板的電阻點焊焊接接頭為研究對象,對電阻點焊焊接參數對焊接接頭組織和性能的影響機理進行了深入的分析,以期為鍍鋅鋼板在實際應用提供理論和實際生產數據[7-8]。
1 試驗材料與方法
試驗材料0.9 mm厚為單面鍍鋅鋼板,鋼板的化學成分和力學性能見表1。

表1 St16鍍鋅鋼板的化學成分及力學性能
鍍鋅鋼板的顯微組織如圖1所示。
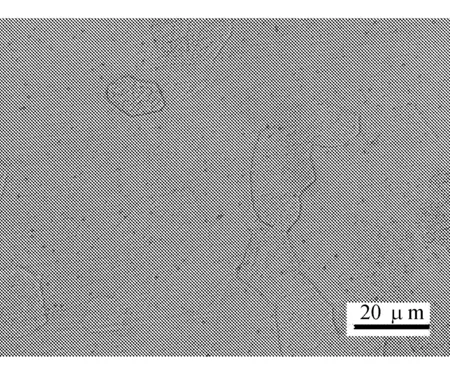
圖1 鍍鋅鋼板母材組織
鍍鋅鋼板的含碳量極低,從圖1中可以看出,其顯微組織主要是白色的鐵素體,中間夾雜著少量的滲碳體。
試驗方法:根據資料制備標準點焊接頭試樣如圖2所示。
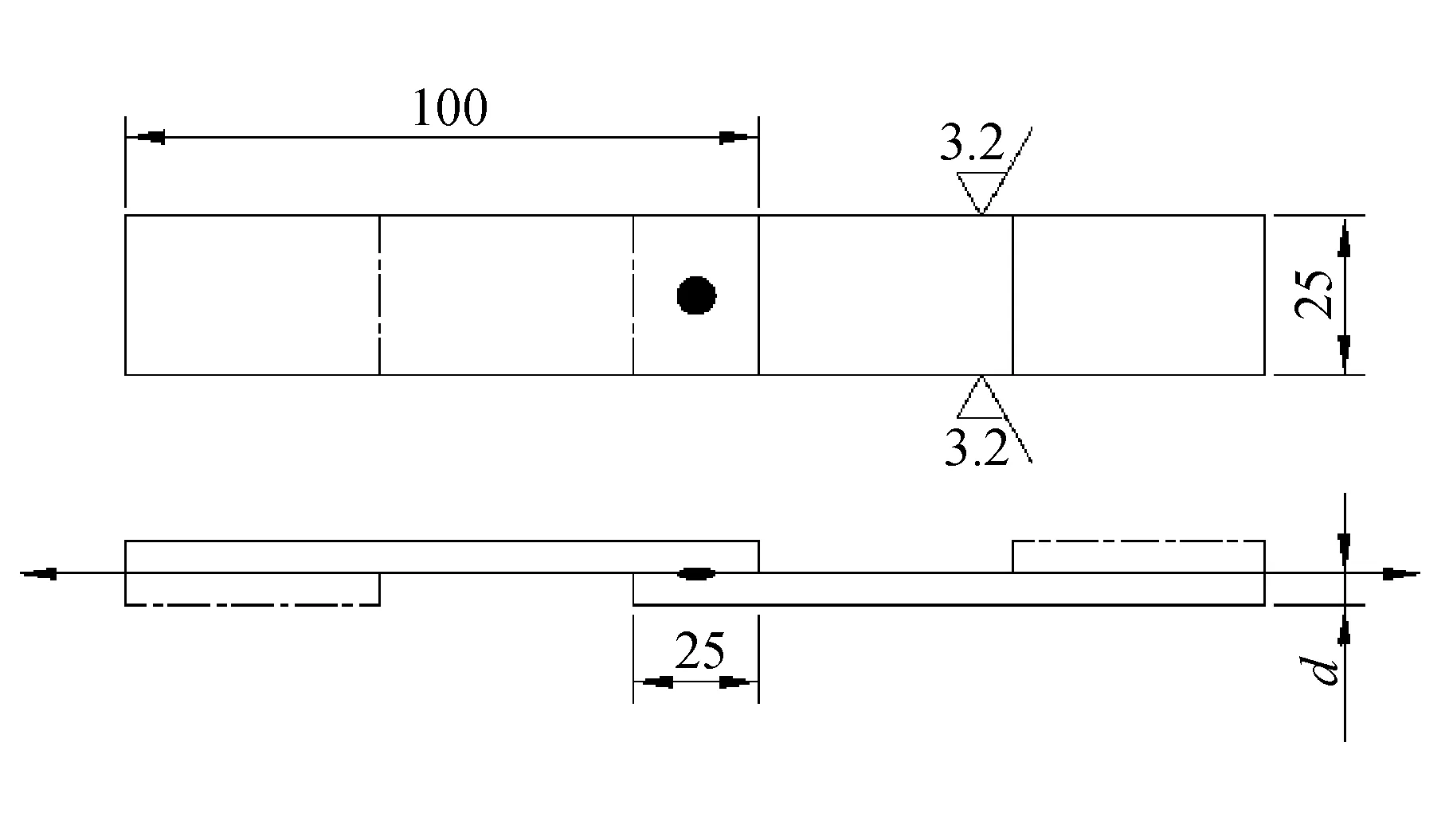
圖2 標準拉伸試樣
鋼板的焊接部分在焊接之前要進行仔細的清理:首先用砂紙打磨,然后用鋼絲刷進行清理,最后用酒精溶液進行浸泡清理、熱風機吹干,保證焊接部分清潔,提高試驗精度。試驗設備:DN-100型固定式電阻點焊試驗機。保持電極壓力不變,通過改變焊接電流、焊接時間兩個工藝參數研究其對焊接接頭組織和性能的影響。
焊后試樣在WDW-200型萬能材料試驗機上做拉伸試驗,拉伸速度為10 mm/min。在每種焊接規范下,抗拉強度以3個試樣的平均測定結果為準。利用EPIPHOT 300型金相顯微鏡分析了焊接接頭的微觀組織,并利用VH-5型維氏硬度儀對焊接接頭硬度分布進行了分析,采用S3400-N型掃描電鏡對拉伸斷口形貌進行觀察。
2 試驗結果及分析
2.1 電阻點焊參數對焊接接頭力學性能的影響
2.1.1 焊接電流對焊接接頭力學性能的影響
保持電極壓力為0.3 MPa,焊接時間為10周波,焊接電流依次為7、8、9 kA時,焊接接頭的抗拉強度隨著焊接電流的增加先升高后下降。焊接接頭的抗拉強度隨著焊接時間的增加出現先升高后降低的趨勢,這是因為焊接電流較小時,熱輸入量較小,焊接接頭未充分融合,力學性能較低,隨著焊接電流的增加,熱輸入量增加,接頭熔合良好,焊接質量較高,力學性能較好,而當焊接電流高于8 kA時,熱輸入量過大,焊縫出現過熱、過燒現象,力學性能隨之降低。
2.1.2 焊接時間對接頭力學性能的影響
保持電極壓力為0.3 MPa,焊接電流為8 kA,焊接時間為8、10、12周波時,焊接接頭的抗拉強度隨著焊接時間增大的變化趨勢。焊接接頭的抗拉強度隨著焊接時間的增加出現先升高后降低的趨勢。這是因為焊接時間較大時,單位時間內焊縫的熱輸入量較大,會出現焊縫區晶粒粗大明顯,熱影響區過熱,力學性能較低,而焊接時間減小時,熱輸入量較小,焊縫區組織出現未焊透、未融合現象,力學性能也出現下降現象。
2.2 點焊參數對焊縫區顯微組織的影響
2.2.1 焊接電流對焊縫區顯微組織的影響
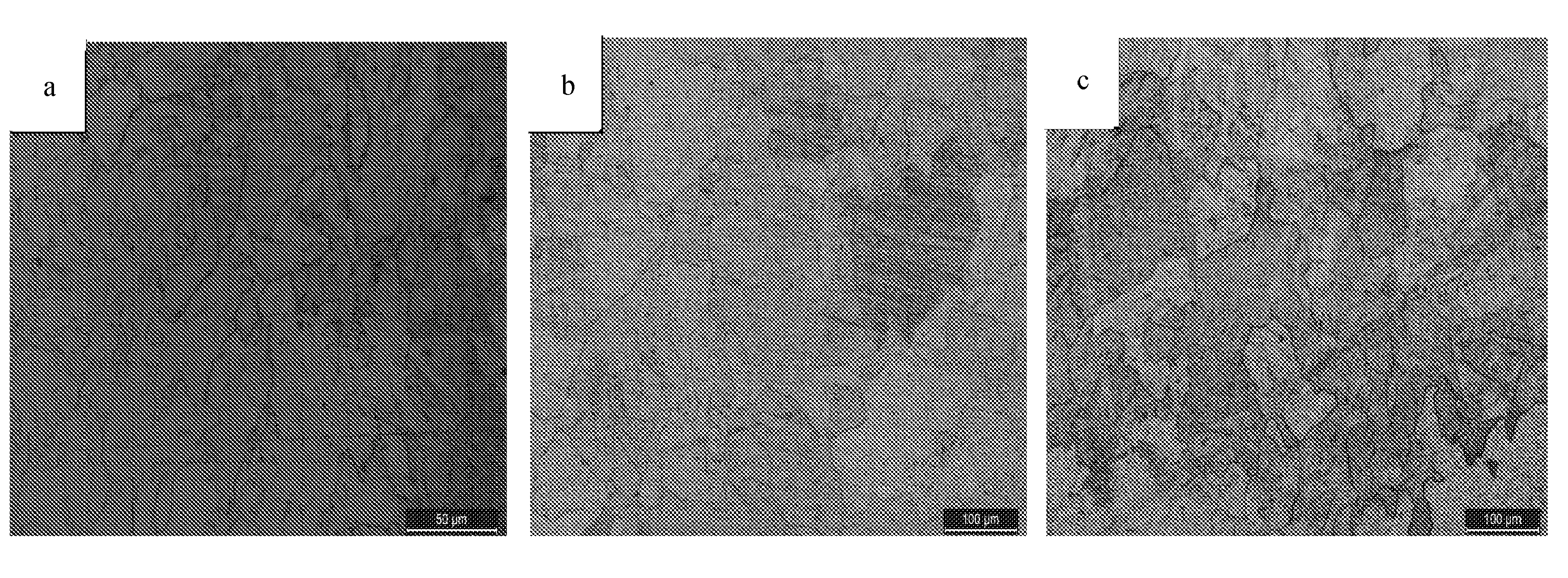
保持電極壓力為0.3 MPa,焊接時間為10周波,焊接電流依次為7、8、9 kA時,焊接電流對焊接接頭焊縫區顯微組織的影響如圖3所示。
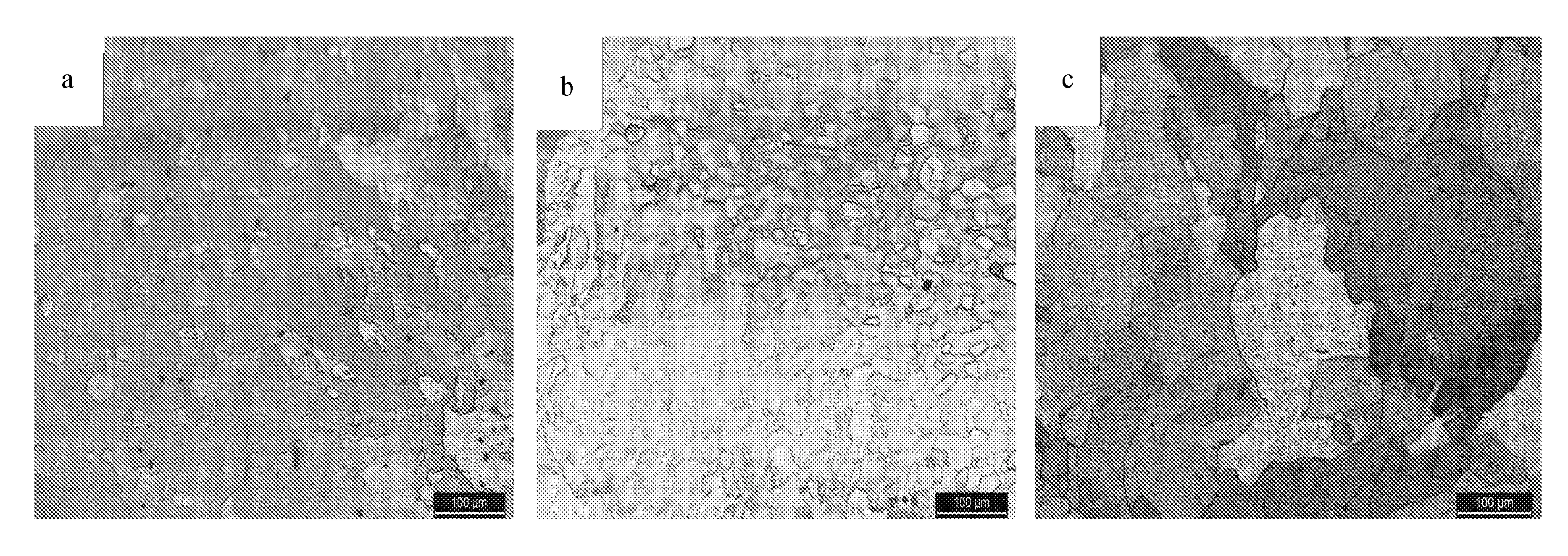
(a) 7 kA (b) 8 kA (c) 9 kA
圖3 焊接接頭組織與焊接電流的關系
從圖3可以看出,焊縫區的組織主要由大量的鐵素體和少量的滲碳體組成。從圖中亦可以看到,在較小的焊接電流條件下(7 kA),焊縫中會形成晶粒較小的鐵素體,然后隨著焊接電流的逐漸升高,焊縫中的鐵素體越來越大。這是因為隨著焊接電流的增加,對試件的熱輸入越來越大,使得熔融狀態奧氏體晶粒長大明顯,繼而冷卻下來的鐵素體組織也較為粗大。
2.2.2 焊接時間對焊接接頭焊縫組織的影響
保持電極壓力為0.3 MPa,焊接電流8 kA,焊接時間為8、10、12周波時,焊接時間對焊接接頭焊縫區顯微組織的影響如圖4所示。
(a) 8周波 (b) 10周波 (c) 12周波
圖4 焊接接頭組織與焊接時間關系
從圖4中可以看到,在焊接過程中,焊縫經歷了快速的熔化以及冷卻凝固過程,焊縫鐵素體的晶粒尺寸表現出粗化現象。從圖中也可以看到,在較小的焊接時間條件下(8周波),焊縫中會形成較粗大的鐵素體,然后隨著焊接時間(10周波)的逐漸升高,焊縫中的鐵素體的晶粒尺寸逐漸減小,焊縫區中的晶粒長大不明顯,這是因為,隨著焊接速度的增加,對試件的熱輸入減少,使得晶粒增長緩慢。
2.3 焊接接頭硬度分布
保持電極壓力為0.3 MPa,焊接電流8 kA,焊接時間為10周波,焊接接頭維氏硬度分布如圖5所示。
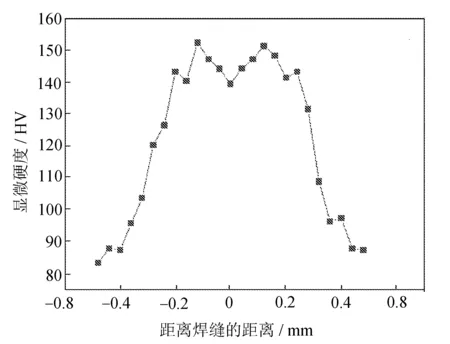
圖5 焊接接頭硬度分布
從圖5中可以看出,母材硬度較低,只有85 HV ,焊縫區的硬度較高,大概接近150 HV,焊縫區和熱影響區硬度高出母材很多,且硬度較均勻,這是因為焊接接頭組織經歷熔化和快速冷卻焊接過程后,組織變得較為粗大、均勻,故硬度較高。
2.4 焊接接頭斷口形貌
保持電極壓力為0.3 MPa,焊接電流8 kA,焊接時間為10周波,焊接接頭的拉伸斷口形貌如圖6所示。

圖6 焊接接頭斷口掃描照片
由圖5中可以看到,接頭斷口處分布大量韌窩,呈現出明顯的延性斷裂的特征。圖6中看到存在有較大的撕裂帶,這是由于在裂紋的擴展過程中遇到粗大的鐵素體時,在晶界界面發生了轉折現象,因此表現出了沿晶斷裂特征。
3 結 語
1)焊接電流和焊接時間是影響焊接接頭的力學性能的重要參數,焊接接頭的抗拉強度隨著焊接電流和焊接時間的增加均呈先增大后減小趨勢。
2)焊縫區組織由大量鐵素體和少量滲碳體組成,鐵素體組織隨著焊接電流的增加而呈逐漸粗大,卻隨著焊接時間的減小變得細密。
3)焊接接頭的焊縫區的硬度均勻,且高出母材很多。焊接接頭拉伸斷口表現出明顯的延性斷裂特征。
[1] 馬鳴圖.先進的高強度鋼及其在汽車工業中的應用[J].鋼鐵,2004(7):68-72.
[2] 黃艷峰,范文斌,孫立峰.國內汽車板的生產現狀及對生產裝備的需求[J].一重技術,2014,162(6):9-11.
[3] 譚娟,王俊,高海燕,等.高強鋼合金化熱鍍鋅研究進展[J].材料導報,2008,22(2):64-67.
[4] 朱志華,包曄峰,蔣永鋒.鍍鋅鋼板插入輔助材料電阻點焊研究[J].電焊機,2010,40(7):52-55.
[5] 于治水,李瑞峰.鍍鋅鋼板脈沖電弧釬焊接頭界面組織及性能研究[J].材料工程,2008(9):25-27,31.
[6] 姬大鵬.鍍鋅鋼板電焊工藝及焊接缺陷研究[D].長沙:湖南大學,2012.
[7] 楊海峰.600 MPa、800 MPa級TRIP鋼板點焊性能研究[D].長春:長春工業大學,2014.
[8] 于燕,楊海峰,張小盟.TRIP800鋼板點焊接頭的組織和性能[J].機械工程材料,2013(9):13-15.
[9] 孫輝,王淮,季長濤,等.高氮無鎳奧氏體不銹鋼板TIG焊接頭組織形貌及性能[J].長春工業大學學報:自然科學版,2010,31(5):518-522.
Microstructure and properties of resistance spot welded joints of galvanized steel sheet
CHEN Liwei1,2, YU Yan1*
(1.Key Laboratory of Advanced Structural Materials, Ministry of Education,Changchun University of Technology, Changchun 130012, China;2.College of Mechanical Engineering, Hebei Institute of Architecture and Civil Engineering, Zhangjiakou 075000, China)
The galvanized steel sheet is welded with reasonable resistance spot welding parameters to study the influence of resistance spot welding parameters on microstructure and properties of welded joints. The results show the following: when the welding current and welding time increases, the welding joint tensile strength increases and then decreases; weld zone microstructure of ferrite extends obviously when the welding current increases; weld zone microstructure of ferrite become dense with the increase of welding time; the hardness of weld zone distributes evenly and higher than that of the parent material; welded joint fracture shows obvious ductile fracture characteristics.
galvanized sheet; resistance spot welding; process parameter; hardness; tensile fracture.
2016-05-25
長春市科技局重大科技攻關項目(14KG039)
陳立偉(1990-),男,漢族,遼寧朝陽人,長春工業大學碩士研究生,主要從事汽車用鋼焊接性能方向研究,E-mail:1169961474@qq.com. *通訊作者:于 燕(1962-),女,漢族,吉林長春人,長春工業大學教授,博士,主要從事汽車材料強韌化方向研究,E-mail:yuyan8788@126.com.
10.15923/j.cnki.cn22-1382/t.2016.6.03
TG 453
A
1674-1374(2016)06-0531-04
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53