一種溫度繼電器焊接防錯(cuò)研究與應(yīng)用
2017-01-20 20:32:25申剛潘柏清陽玲玲
中國新技術(shù)新產(chǎn)品 2017年2期
關(guān)鍵詞:焊接
申剛 潘柏清 陽玲玲
摘 要:溫度繼電器主要用于航空工業(yè),軌道交通行業(yè)以及一些民用產(chǎn)品,但是此類溫度繼電器在需要用于產(chǎn)品上時(shí)需要做一些特殊的處理,才能夠發(fā)揮其在電路中開斷方面的作用。本文重點(diǎn)圍繞溫度繼電器的引腳焊接技術(shù)以及其他的一些線束制作處理介紹。通過分析溫度繼電器的結(jié)構(gòu)特點(diǎn),從而制定比較合理的處理方式以滿足產(chǎn)品使用的需求。
關(guān)鍵詞:溫度繼電器;焊接;固定;線束處理
中圖分類號(hào):TG431 文獻(xiàn)標(biāo)識(shí)碼:A
0.引言
溫度繼電器通常用在溫度異常時(shí)自動(dòng)切斷電路,實(shí)現(xiàn)電器過熱保護(hù)、溫度控制、火災(zāi)報(bào)警、自動(dòng)點(diǎn)火等功能,有效地避免了事故的發(fā)生。但由于溫度繼電器外形結(jié)構(gòu),決定了兩個(gè)引腳的焊接質(zhì)量,在操作者焊接的時(shí)候常常出現(xiàn)一些焊接不當(dāng),造成溫度繼電器外殼短路而失效,還有一些不正確的安裝時(shí)的溫度繼電器沒有起到對(duì)應(yīng)的監(jiān)控作用,從而影響其所在產(chǎn)品的質(zhì)量。本文主要通過一些實(shí)驗(yàn)對(duì)比,以及數(shù)據(jù)統(tǒng)計(jì),從而制定出溫度繼電器的一些焊接和安裝處理規(guī)范,有效避免由于一些人為原因造成溫度繼電器失效。
1.基本原理
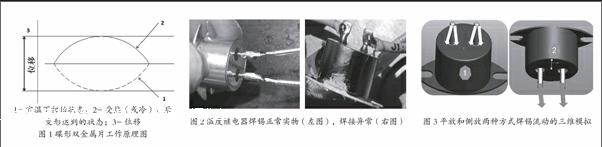
1.1 溫度繼電器工作原理。航空用溫度繼電器與民用溫度繼電器工作原理基本相同,通常選用碟形雙金屬片作為動(dòng)作元件,利用雙金屬的工作特性[1],即當(dāng)溫度升高時(shí),雙金屬片產(chǎn)生彎曲,當(dāng)彎曲到一定程度便帶動(dòng)電觸點(diǎn),實(shí)現(xiàn)接通或斷開負(fù)載電路;當(dāng)溫度降低時(shí),雙金屬片逐漸恢復(fù)原狀,恢復(fù)到一定程度反向帶動(dòng)電觸點(diǎn),實(shí)現(xiàn)斷開或接通負(fù)載電路。其原理如圖1所示。
1.2 溫度繼電器焊接失效分析。在焊接處理溫度繼電器引腳焊錫流動(dòng)正常時(shí),電流通過正常;在溫度繼電器焊接不當(dāng)時(shí),焊錫流動(dòng)到溫度繼電器外殼,造成引腳點(diǎn)位失效,溫度繼電器電路失效分析如圖2所示。
左圖分析,當(dāng)外部熱傳遞到溫度繼電器的蝶形雙金屬片時(shí),外部通過的電流從左邊的引腳傳過右邊的引腳,通過導(dǎo)線傳到溫控檢測(cè)單元,溫度繼電器在電路中正常工作,可以控制電路的開斷。
右圖分析,當(dāng)外部熱傳遞到溫度繼電器的蝶形雙金屬片時(shí),外部通過的電流從溫度繼電器左邊的引腳傳過右邊引腳,可以到達(dá)導(dǎo)線和溫度繼電器的圓形外殼,但是由于導(dǎo)線電阻遠(yuǎn)遠(yuǎn)大于外殼電阻:
R導(dǎo)線>R外殼
所以電流就近選擇路徑,電流將從圓形安裝外殼接入地面(可以是金屬及其他散熱平面),而不會(huì)傳遞到對(duì)應(yīng)的傳到溫控檢測(cè)單元,溫度繼電器在電路中失效,不能控制電路的開斷。
2.焊接方式研究
對(duì)現(xiàn)有的溫度繼電器外形進(jìn)行分析,尋找焊接最佳方式。
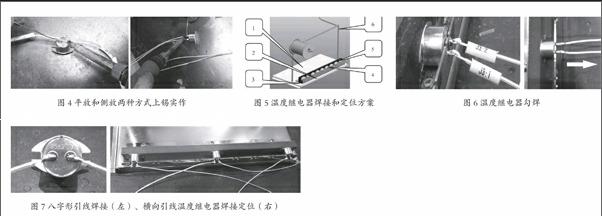
平放:此種方式可以將溫度繼電器放置平穩(wěn),但是焊接時(shí)液態(tài)焊錫順著引腳流到外殼上,外殼和溫度繼電器引腳距離僅有1.75mm,容易造成溫度繼電器外殼焊接短路。
側(cè)放:溫度繼電器自身的結(jié)構(gòu)特點(diǎn),操作時(shí)將溫度繼電器放在桌子上焊接,左手拿著焊錫絲右手拿烙鐵,根本無法固定溫度繼電器。
綜合以上兩種方式,為保證質(zhì)量,選擇第二種方式進(jìn)行焊接,如圖3、圖4所示。
3.相關(guān)防呆防錯(cuò)工藝方法介紹
3.1 方案設(shè)計(jì)
如何在側(cè)放的情況下降焊錫流動(dòng)控制,首先得保證溫度繼電器不動(dòng),需要考慮以下因素:
(1)由于其結(jié)構(gòu)相對(duì)比較特殊,在定位時(shí)由于其表面為敏感器件,所以在定位時(shí)需要對(duì)其外觀保護(hù);(2)從效率方面考慮,需要一種快速定位的方法;(3)焊接完成后,取下時(shí)應(yīng)很方便;(4)焊接過程中能夠有效將焊接區(qū)域和外殼有效隔離;(5)焊接時(shí)還需要考慮到焊錫絲的定位。
綜合以上要求,在經(jīng)過大量的實(shí)驗(yàn)和實(shí)踐之后得出以下方案,如圖5所示。
(1)底板。用于支撐整個(gè)溫度繼電器包括焊錫絲的定位溫度繼電器的一些組件,共6個(gè)孔,前排3個(gè),后排3個(gè),后續(xù)如果需要兩個(gè)人同時(shí)在一個(gè)桌面操作時(shí)備用。
(2)焊接板。主要用于限制溫度繼電器的旋轉(zhuǎn)自由度,小槽內(nèi)部均需打磨,以保證不會(huì)再定位時(shí)將引腳刮傷。和底板安裝配合處采用腰孔形式,以調(diào)節(jié)前后距離
(3)具有彈性的密封條20×5,主要用于保護(hù)溫度繼電器外殼,同時(shí)起到緩沖作用。
(4)具有彈性的密封條20×10,作用同第3點(diǎn)。
(5)后擋板主要用于調(diào)節(jié)安裝尺寸,和件2可以前后移動(dòng)以控制溫度繼電器的安裝前后尺寸。
(6)根據(jù)焊錫絲通常使用的尺寸,我們制定出可以將焊錫絲固定的結(jié)構(gòu),不銹鋼棒前端向上傾斜20°,它通過焊接方式和底板固定,后端預(yù)留一根焊錫絲掛鉤,后續(xù)如果需要兩個(gè)人同時(shí)在一個(gè)桌面操作時(shí)備用。
3.2 規(guī)范上錫手法和焊接線束制作
(1)線束剝線長(zhǎng)度為10±1mm,對(duì)折長(zhǎng)度為4±0.5mm。
(2)為保證制作線束的一致性,套管統(tǒng)一定為左邊1點(diǎn),右邊定為2點(diǎn),以其上溫度的方向?yàn)閰⒄铡?/p>
(3)為保證焊接的可靠性,我們規(guī)定溫度繼電器的焊接處理方式為勾焊。所穿線束的直徑推薦小于或等于0.5平方。引腳焊接溫度通常控制在350℃,線徑較粗的可以稍調(diào)高,最多不超過390℃。焊接時(shí)上錫方向如圖6所示,從溫度繼電器引腳開始到線束端,如圖中黃色箭頭所示。如圖6所示。
(4)對(duì)于一些需要從兩側(cè)引線焊接的溫度繼電器,需要保證其焊接時(shí)成一個(gè)“八”字形,以保證其線束焊接后不會(huì)影響其螺釘安裝。如圖7所示。
結(jié)論
通過監(jiān)控12個(gè)月的數(shù)據(jù),發(fā)生焊接接地?cái)?shù)量為零,證明以上的焊接方式在大批量生產(chǎn)中取得了顯著成效,有效避免焊錫在焊接過程中流動(dòng)到外殼上,同時(shí)也使得此類溫度繼電器的制作更加規(guī)范化。文中提到的溫度繼電器焊接定位裝置已經(jīng)應(yīng)用在大批量溫度繼電器焊接中。
參考文獻(xiàn)
[1]鐘國民,王改名,等.一種溫度控制系統(tǒng)[J].自動(dòng)化學(xué)報(bào),1993,19(2):223~226.
[2]姜鳳賢,王燕濤,馬軍輝,等.手工焊接操作基本步驟及焊點(diǎn)質(zhì)量檢查修改[J].甘肅科技,2011(14):69-70.
[3]孟貴華.電子技術(shù)工藝基礎(chǔ)[M].北京:電子技術(shù)工業(yè)出版社,2005.
[4]張勇.電子產(chǎn)品手工焊接技巧[M].北京:電子技術(shù)工業(yè)出版社,2007.
[5]孟少農(nóng).機(jī)械加工工藝手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1992.
[6]尹成湖,李保章,杜金萍.機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)[M].北京:高等教育出版社,2003.
[7]王小華.機(jī)械夾具圖冊(cè)[M].北京:機(jī)械工業(yè)出版社,1992.
[8]孫建強(qiáng).手工焊接技術(shù)[J].天津科技,2012(3):75-77.
猜你喜歡
現(xiàn)代商貿(mào)工業(yè)(2016年14期)2016-12-27 16:36:43
科教導(dǎo)刊·電子版(2016年30期)2016-12-26 16:43:00
現(xiàn)代商貿(mào)工業(yè)(2016年21期)2016-12-26 16:18:47
新教育時(shí)代·教師版(2016年30期)2016-12-05 10:10:20
新教育時(shí)代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(bào)(2016年11期)2016-06-16 15:47:07
企業(yè)導(dǎo)報(bào)(2016年8期)2016-05-31 18:40:49
