基于數值模擬的球墨鑄鐵軸承蓋鑄造工藝設計開發
2020-02-23 11:47:38畢海香李繼超楊恒遠于建忠
金屬加工(熱加工) 2020年2期
關鍵詞:工藝
畢海香, 李繼超, 楊恒遠,于建忠
1.濰柴重機股份有限公司 山東濰坊 261108
2.濰柴動力股份有限公司 山東濰坊 261108
軸承蓋是柴油機的重要部件,半圓弧面安裝軸瓦,兩側的貫穿螺栓孔通過螺栓與機體聯接,主要承受爆發壓力和往復慣性力作用,質量要求非常嚴格。
1 鑄件簡介
某種柴油機軸承蓋輪廓尺寸527mm×302mm×118mm,中間最小壁厚25mm,毛坯重量110kg,材質QT400-15,要求抗拉強度≥400MPa,屈服強度≥250MPa, 伸長率≥15%, 本體硬度135~185HBW。 關鍵部位必須做無損檢測,不允許有任何鑄造缺陷。
2 工藝設計及模擬分析
根據公司現有條件,采用堿性酚醛樹脂砂工藝造型,并借用了現有砂箱,一箱2件生產。鑄件水平放置、中間分型,采用了開放式澆注系統,保證了澆注過程中鐵液充型平穩,避免形成因鐵液飛濺、裹氣帶來的氧化夾渣和氣孔等缺陷。貫穿螺栓孔直徑40mm,鑒于細長砂芯極易變形,加工時容易局部缺料,工藝設計時決定貫穿螺栓孔不鑄出,而是后續加工形成。鑄件結構如圖1所示。
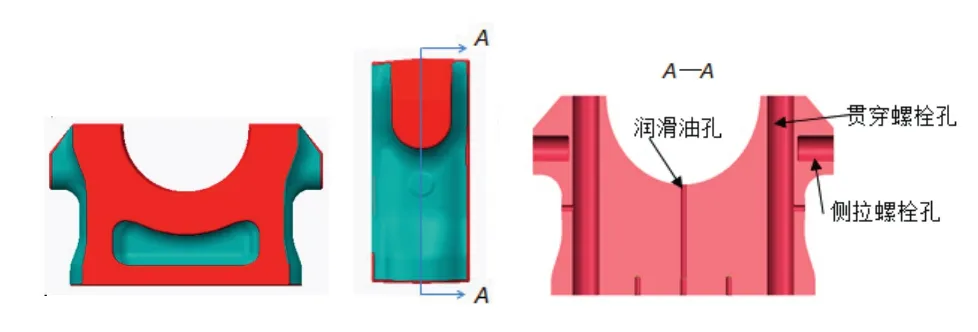
圖1 鑄件結構
澆注溫度高時,鐵液流動性好,有利于夾渣上浮,補縮效果好,但溫度太高也會增大液體收縮量,反而容易形成縮松、縮孔,因此為了平衡產生縮松、夾渣的風險,澆注溫度定為1340~1350℃。為避免殘余應力,減少組織內珠光體含量,從而獲得良好的韌性,澆注完成后型內冷卻時間不小于48h,自然時效,不需要去應力退火。
球墨鑄鐵具有糊狀凝固特性。由于這種糊狀凝固特性以及凝固時間較長,造成凝固時球墨鑄鐵件的外殼長期處于較軟狀態,在石墨化膨脹力作用下外殼二次膨脹,松弛了內部壓力,容易在鑄件熱節處形成縮松甚至縮孔,使鑄件的致密性下降[1]。因此,在工藝設計時我們重點關注了縮松問題。
經分析,我們設計了兩種工藝方案(見圖2),并利用MAGMA軟件進行了工藝模擬分析預測,如圖3所示。
方案1:上下全冷鐵工藝,利用冷鐵的激冷效果改變鑄件的溫度場,并利用石墨膨脹自補縮能力解決縮松缺陷。
方案2:底面冷鐵+頂面保溫冒口工藝,主要利用冒口的補縮能力解決鑄件可能產生的縮松問題。
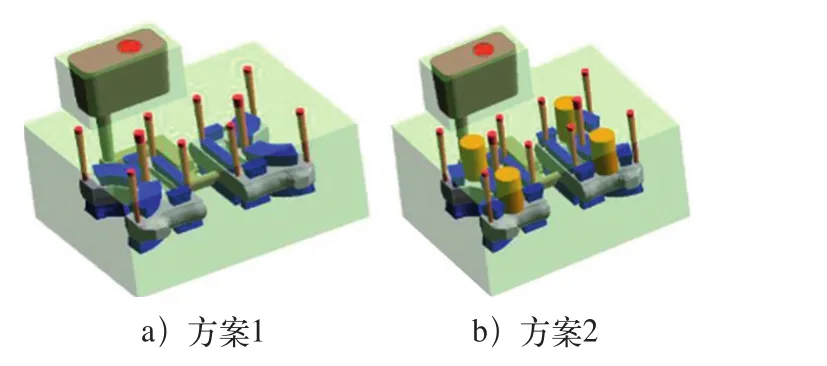
圖2 鑄造工藝方案

圖3 工藝模擬
從圖3鑄件熱節分布中可以看出:方案1中熱節處于軸承蓋心部,呈水平U形分布;方案2中熱節處于軸承蓋頂部,呈垂直傾斜的錐形。
鑄件潛在縮松風險分布情況如圖4所示。
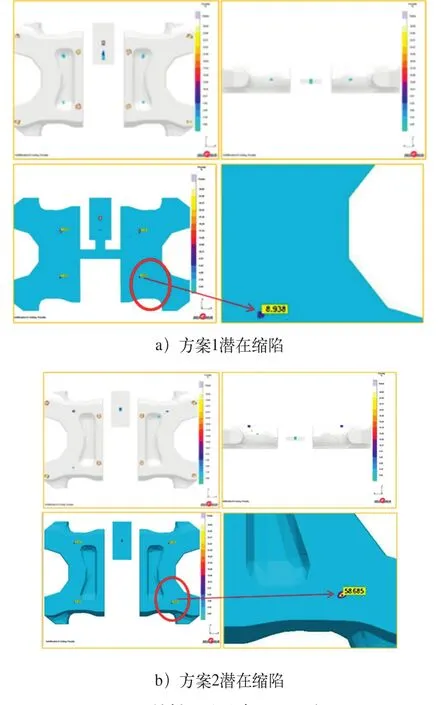
圖4 縮松風險分布及嚴重度
從圖4可以看出,方案1中軸承蓋非加工曲面處存在潛在縮松風險,預測缺陷嚴重度為8.9%~12%;方案2中冒口頸與鑄件連接處存在潛在縮松風險,預測缺陷嚴重度高達11%~58%,而且出氣孔根部也存在潛在縮陷風險。
從模擬分析結果來看,方案1中的縮松主要分布在軸承蓋非加工面底部,基本處于鑄件心部。本工藝中冷鐵布置改變了溫度場,石墨化膨脹發揮了作用,起到了自補縮效果;方案2中的縮松主要分布在保溫冒口根部,即冒口頸與鑄件相連部位,且縮松傾向嚴重,可能是冒口尺寸設計不合理,如冒口偏小,會使冒口中的鐵液先于鑄件熱節凝固,起不到補縮作用,反而從熱節倒抽鐵液;冒口高度偏小則壓力不足,沒有足夠的動力將鐵液送入鑄件,都會引起鑄件縮松[2]。
隨后我們改進了保溫冒口尺寸并進行了模擬分析,保溫冒口尺寸由φ100mm×130mm改為φ120mm×170mm,同時冒口頸由原先的自硬砂制芯改為與保溫冒口配套的標準易割片。模擬結果(見圖5、圖6)顯示冒口加大后,冒口的補縮作用顯著,將熱節轉移到了冒口內部,鑄件內部沒有縮松。

圖5 工藝改進后熱節分布

圖6 工藝改進后縮松分布
3 生產驗證
按照全冷鐵工藝和改進后的保溫冒口工藝各生產了兩箱(見圖7),并進行了解剖驗證,兩種工藝生產的毛坯全部合格。解剖后鑄件內部組織很致密,如圖8、圖9所示。全冷鐵工藝生產的鑄件心部沒有發現縮松,頂部保溫冒口+底部冷鐵工藝生產的鑄件心部及冒口根部也都沒有縮松。
兩種工藝生產的鑄件毛坯都合格,但考慮到工藝出品率,最后選用了全冷鐵工藝組織生產,到目前為止共生產了20件軸承蓋鑄件,毛坯全部合格。加工了10件,貫穿螺栓孔、側拉螺栓孔及潤滑油孔內均無縮松,無損檢測滿足要求。
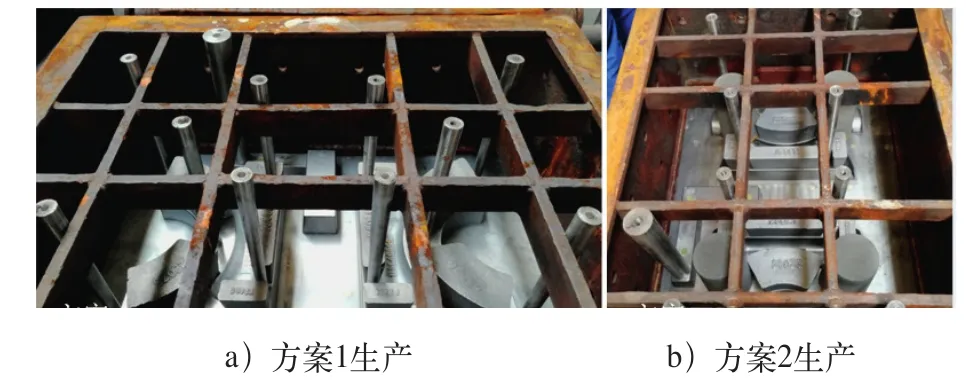
圖7 生產驗證

圖8 全冷鐵工藝解剖

圖9 改進后冒口工藝解剖
4 結束語
1)厚大中型球墨鑄鐵鑄件可以利用石墨膨脹化的自補縮能力消除縮松,從而實現無冒口鑄造。
2)數值模擬分析在工藝設計階段起到了至關重要的作用,可以提高工藝可行性,縮短驗證周期,降低生產驗證成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
