基于LabVIEW的錘片式粉碎機噪聲測試分析
2017-03-09 02:45:19曹麗英張躍鵬張玉寶
中國測試 2017年2期
曹麗英,張躍鵬,張玉寶
(內蒙古科技大學機械工程學院,內蒙古 包頭 014010)
基于LabVIEW的錘片式粉碎機噪聲測試分析
曹麗英,張躍鵬,張玉寶
(內蒙古科技大學機械工程學院,內蒙古 包頭 014010)
針對傳統噪聲測量儀器的不足,利用傳感器技術和虛擬技術相結合的方法,以B&K公司的傳聲器、放大器和NI公司的數據采集卡為硬件,搭建硬件采集平臺并編寫虛擬儀器應用程序,實現對粉碎機噪聲信號的實時采集、聲壓級分析、1/3倍頻程分析以及計權分析。測試結果表明:粉碎機平均噪聲為94.2dB(A),噪聲信號中主要包含6種不同的頻率成分,主要來源于47Hz/180Hz/200Hz/361Hz/893Hz/1263Hz頻率段的信號。最后,用B&K公司的2250精密型聲級計在上述相同環境下做1/3倍頻程頻譜測量,二者所測結果基本吻合,確定系統的精確性,為后續噪聲源識別和降噪提供基礎。
采集平臺;LabVIEW;粉碎機;信號分析
0 引 言
隨著全球工農業的發展,噪聲污染已成為人類的一大公害,噪聲治理迫在眉睫。目前,錘片式粉碎機是飼料工業中應用最廣泛的一種粉碎機機型,具有結構簡單、適應性強、生產率高的特點[1],但粉碎機也是飼料加工廠最大的噪聲源。因此,研究粉碎機產生噪聲的原因及治理方法有重要的意義。
關于噪聲,國內外學者們進行了大量的理論分析及實驗研究,Vlastimir等[2]用軟計算方法代替數值模擬評估噪音風力發電機水平,劉曉娟等[3]對車體表面進行振動與噪聲信號時頻分析,進而利用相干分析得出相干分析譜圖,Xi等[4]利用測試技術和多體動力學技術識別內聯四缸柴油機的噪聲源和振動源,Louis等[5]在沖擊激勵下測量系統各元素,然后用信號處理的方法提取對整個系統影響較大的信號源,Shu等[6]采用層次診斷與相干功率譜分析的方法來識別復雜的柴油機噪聲源,其主要借助傳統測量儀器集中研究振動噪聲,對氣動噪聲研究甚少。關于粉碎機噪聲研究,目前主要集中在篩分效率[7-8]等方面,系統地對粉碎機進行噪聲測試研究還較少。
LabVIEW是NI公司開發的一種基于G語言的圖形化編程語言,針對虛擬儀器技術具有性能高、擴展性強等特點[9],本文通過LabVIEW編程開發了一套噪聲測試分析系統,利用傳感器技術和虛擬技術相結合的方法,應用少量硬件,實現對粉碎機噪聲信號的測試與分析。
1 系統組成
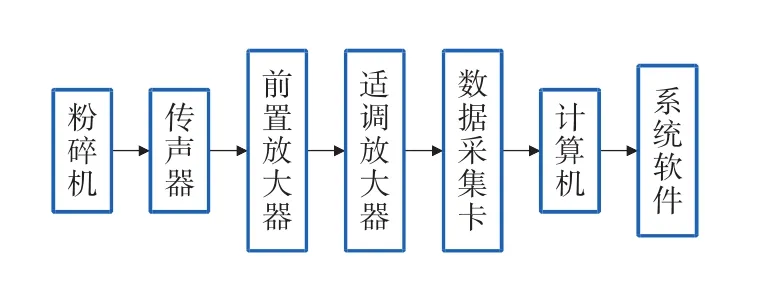
圖1 信號采集系統組成原理圖
2 軟件設計
本系統軟件部分用LabVIEW2013編程軟件開發。通過對信號進行實時采集、頻譜測量,便可直觀地了解噪聲頻譜特性。
2.1 信號采集
信號采集是測試信號從模擬信號轉變成計算機信號能夠接收和處理數字信號的過程。噪聲信號采集系統用DAQmax節點函數進行編程,采集程序的程序框圖,如圖2所示。
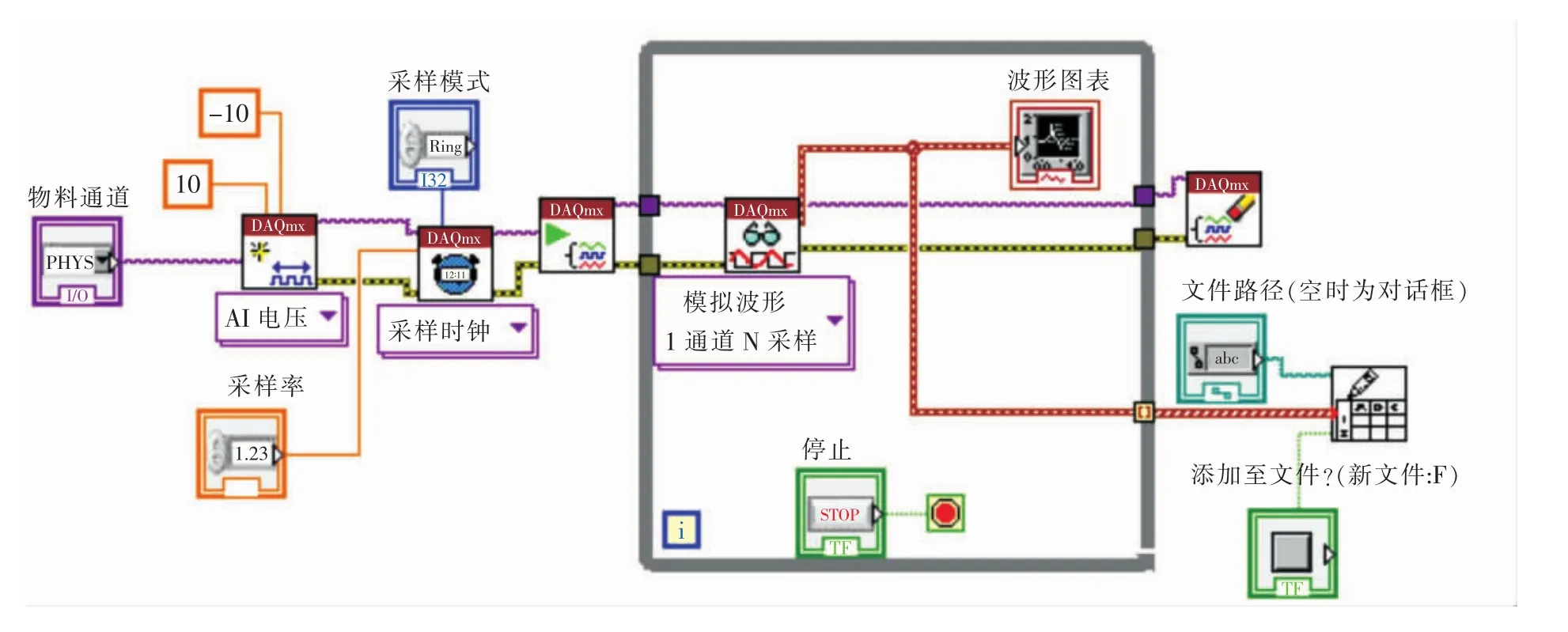
圖2 采集程序的程序框圖
2.2 標定系數的確定
系統采集數字信號的大小并不表示聲壓信號的大小,故必須找到它們之間的關系,以便求出聲壓信號的大小。若聲壓信號包含的頻率在麥克風的平坦頻帶內,則聲壓信號p(t)與其對應的數字信號D(t)成線性關系,即p(t)=kD(t)[10]。
系統選用的傳聲器平坦頻率范圍為 6.3 Hz~20kHz,而粉碎機噪聲一般為低、中頻噪聲[11],可見,該頻帶完全可以滿足線性轉換條件。用聲級校準器產生1kHz,Lk=94dB(1自由場)聲信號進行標定。確定標定系數的程序如圖3所示。
2.3 聲壓、聲壓級分析
主要有三方面的因素:①由于浸出中上清含有一定的雜質砷、銻、鍺等,同時二段壓濾機跑漏的液體和球磨機溢流出的礦漿,經過地坑泵泵入一段凈化槽,其中含有一定的銻。另外,一段凈化溶液中含有Cu2+, Cu2+具有降低Co超電勢,增大鋅鈷微電池電勢差,從而增大置換過程的熱力學推動力的作用,銻、銅的存在,給鈷的置換反應創造了條件。②一段凈化配置2臺80 m3反應槽,鋅粉僅在1#槽加入,且過量加入,鋅粉分配比例不合理。③一段凈化總反應時間為1.2~1.5 h,為鈷的置換提供了充足的反應時間。另外,一段凈化無法實現渣與液體的快速分離。
與無聲波傳播時相比,當介質中有聲波傳播時介質內最大的壓力變化為聲壓,一般取測量聲壓的均方根值,即:

圖3 標定系數的確定

式中:T——積分時間,s;
p(t)——介質內壓力變化值,Pa。
則可得聲壓級的計算公式為

式中:Lp——聲壓級,dB;
P0——參考聲壓,P0=2×10-5Pa。
聲壓、聲壓級是表示聲音強弱的物理量。根據聲壓、聲壓級的定義及LabVIWE提供的函數,即可方便地求出以上兩個參數。
2.4 1/3倍頻程分析
為分析噪聲的頻率成分,需要進行頻譜分析。將人耳的聽覺范圍20Hz~20kHz劃分為32個頻帶,測出每個頻帶的噪聲強度便可獲得噪聲頻譜圖。
本文采用1/3倍頻程濾波器來實現。倍頻程濾波器是指濾波器的上下截止頻率根據頻帶的上下限自動調整的帶通式濾波器[12]。求出各個頻帶的聲壓,再求得頻帶聲壓級得到1/3倍頻程頻譜圖[13]。 1/3倍頻程分析程序,如圖4所示。
2.5 A計權分析
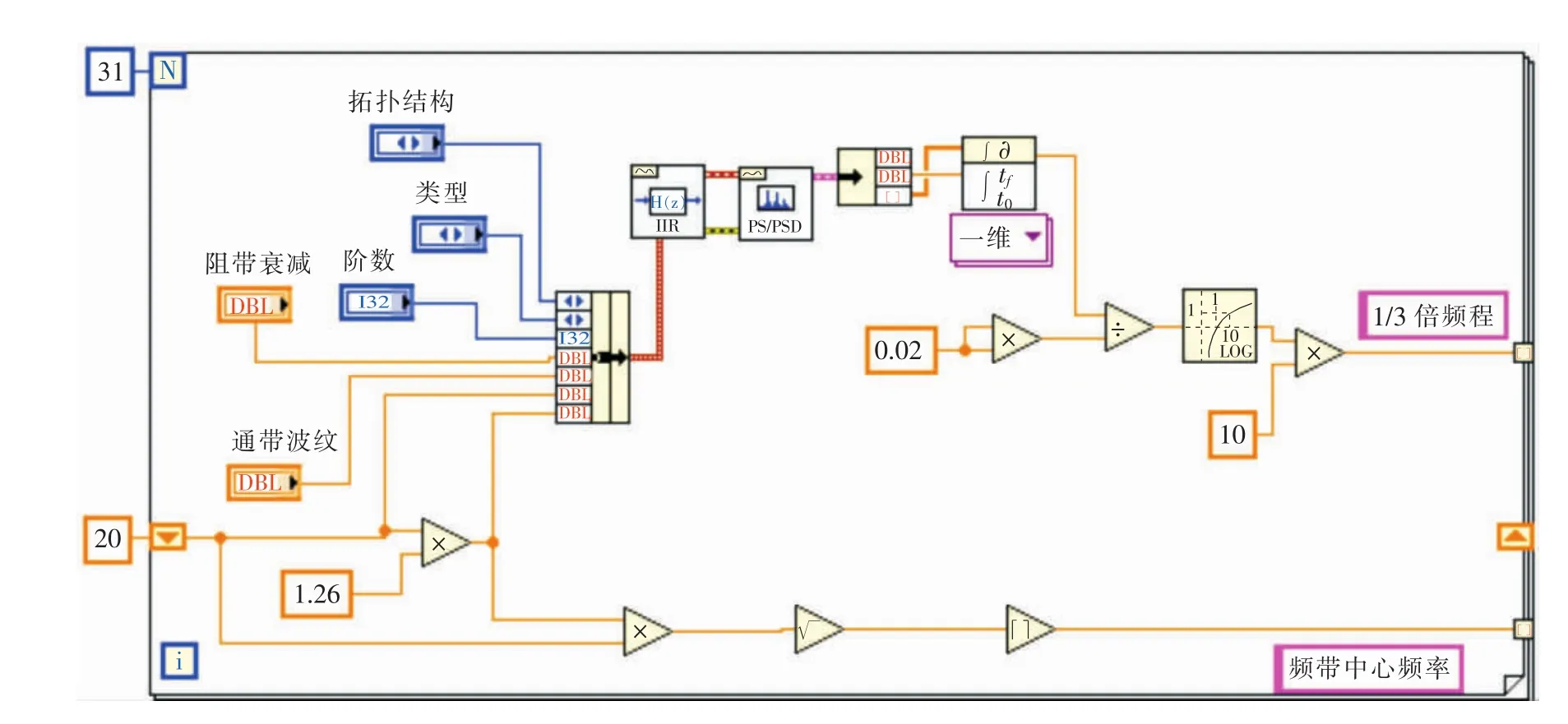
圖4 1/3倍頻程分析程序
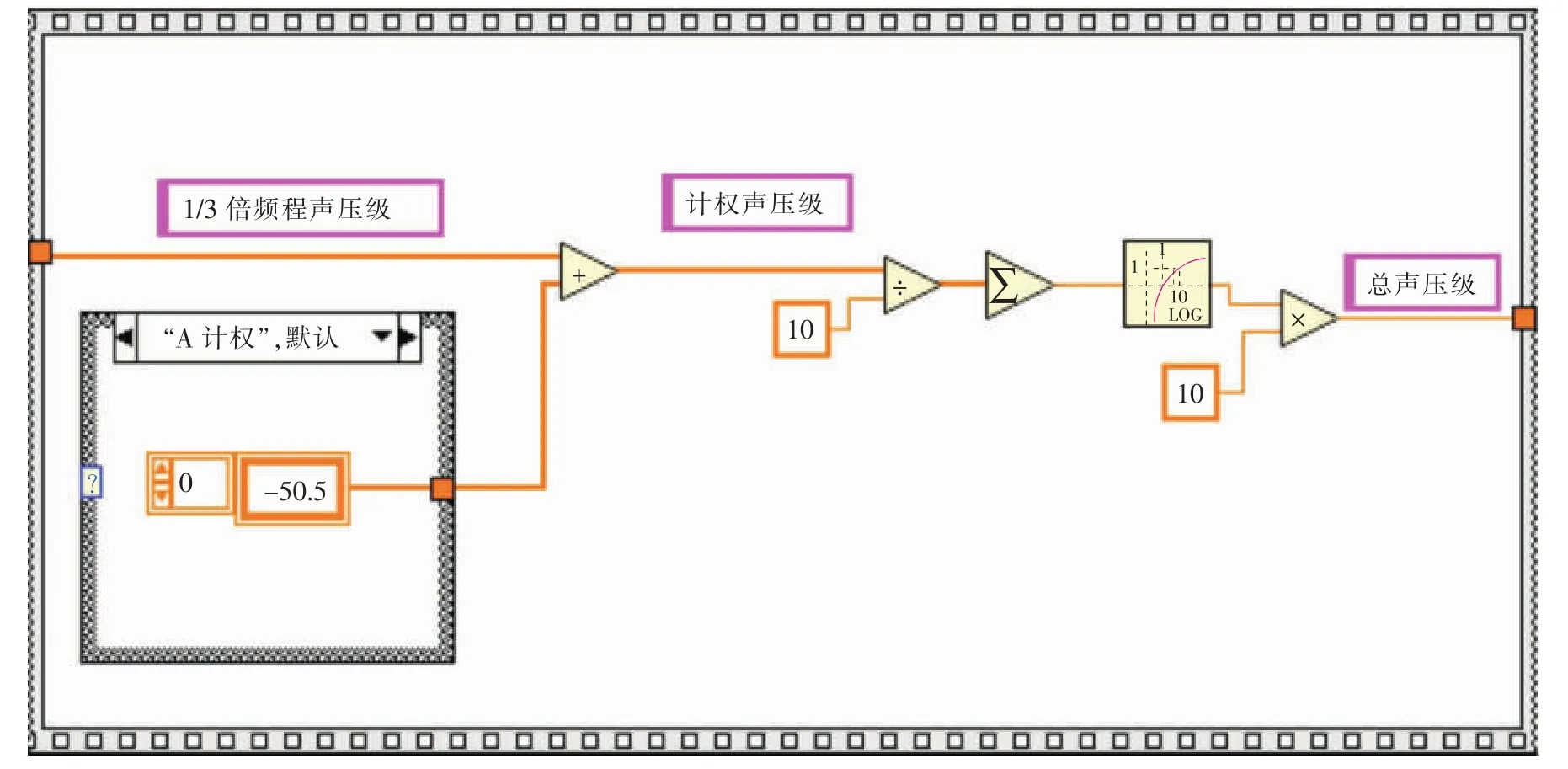
圖5 A計權分析程序
聲壓級僅反映聲音強度對人響度感覺的影響,不能反映聲音頻率對響度感覺的影響[14]。由于A聲級能較好地反映于人耳的聽感特性,因此是目前廣泛應用的一個噪聲評價量[15]。在1/3倍頻程分析中已經求出各頻帶的聲壓級將1/3倍頻程的頻帶聲壓級進行計權修正值,就可求出其計權頻帶聲壓級,然后利用便可求出噪聲的計權聲壓級[16]。A計權分析程序如圖5所示。
3 測試分析
根據噪聲測試標準GB/T 6971——2007《飼料粉碎機試驗方法》,將粉碎機遠離墻壁或其他反射物進行聲壓級測量,在距粉碎機表面0.5 m處、與轉軸同一水平面布置4個測點。
用傳聲器對準粉碎機表面,在粉碎機空載和負載兩種工況進行測試分析,測得空載和負載工況下的噪聲平均聲壓級分別為95.2dB(A)和94.2dB(A)。頻譜測量結果,如圖6所示。
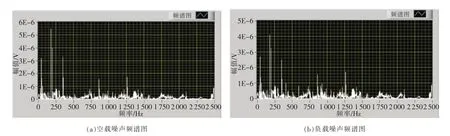
圖6 粉碎機的噪聲信號頻譜圖
為確定系統的準確性和可靠性,用B&K公司的2250精密型聲級計在上述相同環境、空載工況下做1/3倍頻程頻譜測量,測得的試驗數據如圖7所示。
測試結果與精密聲級計測量結果進行比較,可得出:
1)對整機進行噪聲聲壓級測試,空載時比負載時聲壓級大,最大差值為1.2 dB(A),可以初步判定空氣動力性噪聲占主要地位。
2)空載和負載的主要頻譜結構非常相似,說明物料的加載與否對主要噪聲源的主要特征影響很小,只改變峰值大小。
3)粉碎機噪聲信號中主要包含了6種不同的頻率成分,主要來源于47Hz/180Hz/200Hz/361Hz/893Hz/ 1263Hz頻率段的信號,每個頻率信號對應的能量不同,可為粉碎機噪聲源識別提供依據。
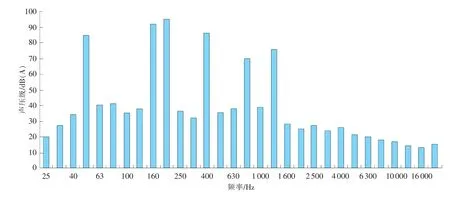
圖7 空載噪聲的1/3倍頻程頻譜
4)聲級計測得空載噪聲聲壓級為93.8dB(A),與測試系統空載采集的噪聲聲壓級和噪聲頻率基本吻合,證明系統的可靠性。
4 結束語
本文基于傳感器技術和虛擬技術搭建了一套噪聲測試分析系統,并對錘片式粉碎機進行了噪聲測試,測得空載噪聲聲壓級為93.8dB(A),得到了粉碎機噪聲的主要頻率,并初步判定空氣動力性噪聲占主要地位。用精密型聲級計與測試系統進行對比測量,得到的噪聲聲壓級和噪聲頻率基本吻合,確定系統的可靠性,為粉碎機噪聲源識別提供依據。
由于實驗條件限制,實驗所取測點不夠多,為取得更精確的結果,還需在粉碎機進出料口布置測點,并考慮電機對噪聲的影響,下一步進行噪聲源識別需驗證空氣動力性噪聲是否占主要地位以及粉碎機結構對噪聲的影響。
[1]曹麗英.新型錘片式粉碎機物料分離特性的模擬與測試分析[D].呼和浩特:內蒙古農業大學,2010.
[2]VLASTIMIR N,DALIBOR P,LIP Y P,et al.Potential of neuro-fuzzy methodology to estimate noise level of wind turbines[J].Mechanical Systems and Signal Processing,2015,67(9):715-722.
[3]劉曉娟,潘宏俠.相干分析法在機械設備噪聲源識別中的應用[J].電子測試,2010(7):19-22.
[4]XI J X,FENG Z M.Vibration and noise identification methods for a diesel engine[J].Journal of Mechanical Science and Technology,2015,29(1):181-189.
[5]LOUIS L,FREDERIC L.Noise source identification for mechanical systems generating periodic impacts[J].Applied Acoustics,2008,69(9):812-823.
[6]SHU G Q,LIANG X Y.Identification of complex diesel engine noise sources on coherent power spectrum analysis[J].Mechanical Systems and Signal Processing,2007,21(1):405-416.
[7]BARNWAL P,SINGH K K,SHARMA A,et al.Influence of pin and hammer mill on grinding characteristics, thermaland antioxidantpropertiesofcoriander power[J].Journal of Food Science and Technology,2015,52(12):77-83.
[8]曹麗英,賀龍,張玉寶.錘片式粉碎機物料粒度分布特性對透篩效率的影響規律研究[J].飼料工業,2014,35(23):11-16.
[9]彭勇,潘曉燁,謝龍漢.LabVIEW虛擬儀器設計及分析[M].北京:清華大學出版社,2011:271-294.
[10]安軍,唐東煒,梁啟志.基于聲卡的機床噪聲虛擬儀器測試分析系統的開發[J].機床與液壓,2009,37(10):168-171.
[11]王娟.9R-40型揉碎機噪聲分析研究[D].呼和浩特:內蒙古農業大學,2010.
[12]鄧可遠.噪聲分析中FFT算法的設計與實現[D].西安:西安電子科技大學,2013.
[13]張登攀,高志強.噪聲1/3倍頻程計權聲級算法[J].河南理工大學學報,2013,32(6):709-712.
[14]吳勝舉,張明哲.聲學測量原理與方法[M].北京:科學出版社,2014:171-179.
[15]李增光.機械振動噪聲設計入門[M].北京:化學工業出版社,2013:23-37.
[16]馬俠霖,蔡銘.虛擬音頻信號分析儀設計與實現[J].噪聲與振動控制,2012(1):261-264.
(編輯:李妮)
Test and analysis for noise of a new hammer mill based on LabVIEW
CAO Liying,ZHANG Yuepeng,ZHANG Yubao
(Institute of Mechanical Engineering,Inner Mongolia University of Science and Technology,Baotou 014010,China)
Aiming at the shortcomings of the traditional noise measuring instruments,this article used the method that combines sensor technology and virtual technology,taking B&K company’s microphone,amplifier and NI company’s data acquisition card as hardware,built hardware platform,written the application program of virtual instrument and realized the real-time acquisition of the mill noise signals,sound pressure level analysis,1/3 octave analysis and weighted analysis.Test results showed that the average noise of the mill was 94.2dB(A),and noise signal mainly contained six different frequency components,mainly coming from 47Hz/180Hz/200Hz/361Hz/893Hz/1263Hz frequency signal.Finally,B&K company’s 2250 precise sound level meter was applied to 1/3 octave spectrum measurementin the same environment,the measured resultswere basically consistent,determining the accuracy of the system and providing the basis for subsequent noise recognition and noise reduction.
acquisition platform;LabVIEW;mill;signal analysis
A
:1674-5124(2017)02-0064-05
10.11857/j.issn.1674-5124.2017.02.013
2016-05-21;
:2016-06-29
國家自然科學基金(51105189)內蒙古自然科學基金(2014MS0534)
曹麗英(1980-),女,內蒙古呼和浩特市人,副教授,博士,主要從事農業機械工程測試與控制、機械設計與制造方面的研究。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
