整粒高粱釀造濃香型白酒新工藝
——高粱預處理及產酒發酵研究
2017-03-28 00:37:57毛洪川許德富陳曉明張良敖宗華丁海龍李河
食品與發酵工業 2017年2期
關鍵詞:工藝
毛洪川,許德富,陳曉明*,張良,敖宗華,丁海龍,李河
1(西南科技大學 生命科學與工程學院,四川 綿陽,621010) 2(瀘州精圣酒業有限公司,四川 瀘州,646016)3(瀘州老窖股份有限公司,四川 瀘州,646003) 4(國家固態釀造工程技術研究中心,四川 瀘州,646000)5(四川理工學院 生物工程學院,四川 自貢,643000)
·生產與科研經驗·
整粒高粱釀造濃香型白酒新工藝
——高粱預處理及產酒發酵研究
毛洪川1,許德富2,3,陳曉明1*,張良3,4,敖宗華3,4,丁海龍3,4,李河5
1(西南科技大學 生命科學與工程學院,四川 綿陽,621010) 2(瀘州精圣酒業有限公司,四川 瀘州,646016)3(瀘州老窖股份有限公司,四川 瀘州,646003) 4(國家固態釀造工程技術研究中心,四川 瀘州,646000)5(四川理工學院 生物工程學院,四川 自貢,643000)
利用整粒高粱為原料開發了一套以剝離產酒與生香發酵為特點的新型濃香型白酒釀造工藝。利用Box-Behnken響應面實驗設計的方法確定了產酒生香工藝高粱預處理的最佳工藝參數:甑體容積4.3 m3,每甑投糧量1 300 kg;泡糧水溫70 ℃,泡糧時間11.3 h,泡糧水位高度17.8 cm;煮糧時間114 min,復蒸時間10 min。最佳產酒發酵工藝參數:糖化箱收箱厚度20 cm,收箱糖化時間20 h;配糟比1∶1;發酵周期12 d,酒醅酒精含量可達(11.40±0.30) mL/100g。以整粒高粱為原料可有效改善粉碎高粱、清蒸糠殼等帶來的噪音、環境污染問題,經生產核算能最大限度降低糠殼使用量71%。
產酒發酵;整粒高粱;濃香型白酒;高粱浸泡;高粱蒸煮
伴隨生活水平的進一步提高,消費者對白酒內在品質的追求愈加強烈,同時白酒也開始朝著淡雅化、低度化、健康化等方向發展。綠色生產、可持續發展也愈來愈受到行業及國家的重視。從釀酒工藝出發,降低釀造過程中原輔料、能源、人工等的消耗、降低酒體中的異雜味,開發出年輕態、積極健康的釀酒工藝是整個釀酒行業緊迫的任務。
濃香型大曲酒的釀造工藝已經流傳積淀了數百年,它是一代代勞動人民智慧與技巧的結晶,但是隨著時代的進步,傳統濃香型大曲酒的釀造工藝不可避免地存在局限性。具體表現如下:①丟糟再利用困難、資金投入大,白酒酒糟是釀酒業的副產品。據統計,我國年產白酒酒糟達2 100萬t,其回收處理難度大,需投入的人力及物力成本高[1]。②糠殼清蒸副產物對環境及人體的副作用大,糠殼含有10%~20%左右的多縮戊糖[2]。在清蒸及釀造過程中它們會產生較多的醛類物質,不僅污染環境而且危害人體健康。大量使用糠殼一方面容易將邪雜味帶入酒體,另一方面也增大了丟糟的回收利用難度。③酒損大、產酒量低,傳統濃香型大曲酒生產中的配料、拌糧工藝需要將高粱粉與酒醅拌合均勻以便于蒸酒蒸糧,但是酒醅中的酒精分子以及其他的香味成分往往是易揮發的化合物,翻拌極易造成該類組分的損失,上述狀況在夏季尤其明顯,故傳統生產中的配料拌糧存在酒損大的缺陷。同時,出窖糟醅加入較多釀酒原輔料,吸收糟醅中的酒精分子和香味成分并殘留其中,也是影響提取的重要因素。在傳統濃香型大曲酒的釀造中,全程使用中高溫大曲作為發酵劑,釀酒微生物在酒精發酵過程中同時會轉化較多的其他諸如有機酸等的組分,不能規避質量型發酵母糟對酒精發酵的制約,影響原料出酒率[3-5]。
利用整粒高粱作為釀酒原料可以最大限度地降低輔料糠殼的使用量,理論上可以明顯降低丟糟回收利用的難度。同時,降低糠殼用量、采用單獨浸泡清蒸高粱等工藝可以從根本上減少原輔料的邪雜味被引入酒體。同時采用剝離產酒與生香工藝即組合利用小曲產酒率高、大曲及泥窖生香能力強的特點釀造濃香型白酒可以最大化的縮短釀造周期,提高出酒率,降低酒體邪雜味。
產酒及生香工藝如圖1所示。本研究將就高粱預處理及產酒發酵研究部分做相應報道,生香工藝將另文報道。
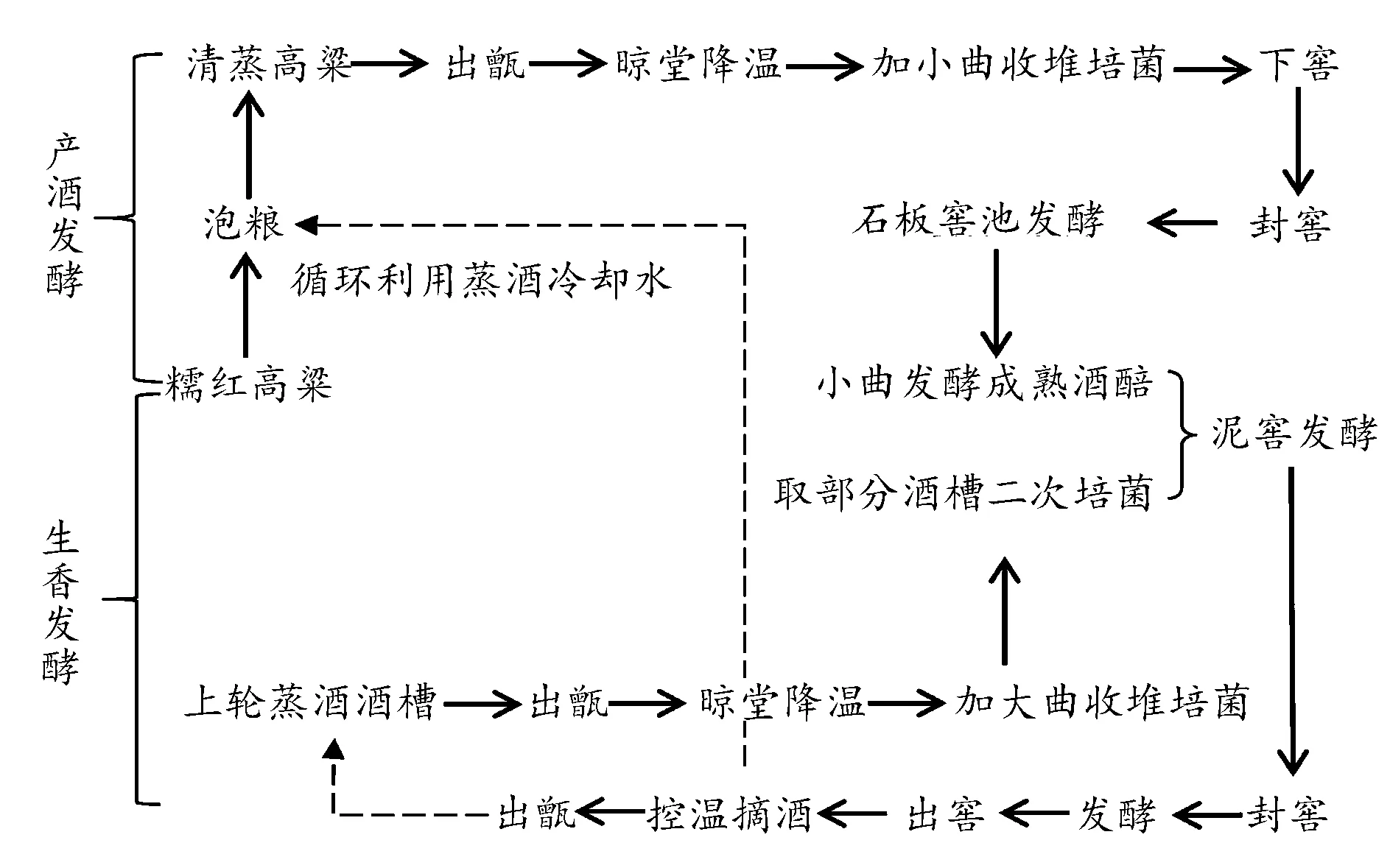
圖1 產酒生香雙型發酵工藝流程圖Fig.1 The flow diagram of alcohol and flavor sdouble fermentation craft
1材料與方法
1.1 實驗材料
糯紅高粱:瀘州市宏興糧貿有限責任公司;釀酒小曲:四川瀘州華達生物工程有限公司。
1.2 實驗儀器
分析天平(CP-214),奧豪斯儀器(上海)有限公司;電熱鼓風干燥(101-0413),北京中興偉業有限公司;4支組精密酒精計,青縣燕河儀器儀表有限公司。
1.3 高粱預處理工藝優化
以整粒高粱為原料生產濃香型白酒的預處理包括高粱的浸泡及蒸煮兩個步驟,根據現有實驗,石板窖池容積設定每甑投糧量為1 300 kg,以蒸酒冷凝熱水浸泡高粱,縮短后期高粱蒸煮時間。在預實驗的基礎上采用Box-Behnken設計-響應面法優選最佳泡糧工藝條件及最佳蒸煮工藝條件。使用Design Expert8.0.6軟件對各因素進行二次多元回歸擬合,并對模型進行顯著性檢驗,作出相應的曲面圖和等高線圖,并對曲面圖和等高線圖進行分析,優化泡糧及蒸煮工藝。
1.3.1 高粱泡粱工藝優化
以泡糧水溫(A)、泡糧時間(B)、糧面水位高度(C)為因素。以糧粒含水率(%)為評價指標,進行Box-behnken設計-響應面實驗,即設計3因素3水平17個實驗點的響應面分析。因素及水平見表1。
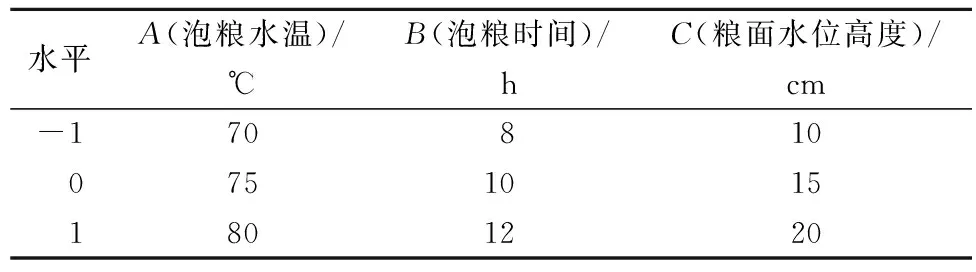
表1 高粱泡粱工藝的因素水平表
1.3.2 高粱蒸煮工藝優化
用Box-Behnken設計-響應面法優選最佳蒸煮工藝條件。即以糧食含水率(A)、煮糧時間(B)、復蒸時間(C)為因素。以糧粒裂口率(%)評價指標,設計3因素3水平17個實驗點的響應面分析。因素及水平見表2。
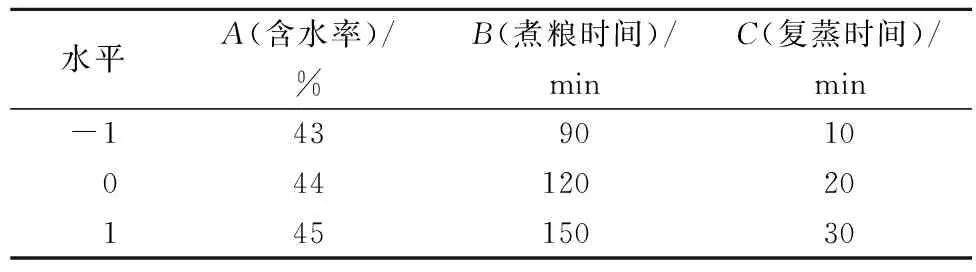
表2 高粱蒸煮工藝的因素水平表
1.4 產酒發酵參數優化
產酒發酵以傳統川法小曲酒釀酒工藝為參考,結合感官分析、利用單因素全實驗的方式確定各季度最佳的糖化培菌指標。產酒發酵主要受小曲糖化培菌、晾堂攤晾等操作影響,同時發酵過程中成分的變化是窖池內微生物生長代謝的結果,通過測定糟醅理化參數可以判定發酵狀況的優劣[6]。
1.4.1 糧糟糖化培菌參數分析
以還原糖含量及感官評價為指標,以糖化箱厚度、糖化時間2個因素開展2因素4水平的全實驗,厚度設置為10、15、20、25 cm,糖化時間水平設置為12、20、28、36 h。同時,實驗設置2個平行,于1、4、7、10月分別開展4輪次實驗,通過感官及理化分析最終確定各季度下最佳的收箱厚度及糖化時間。
1.4.2 酒醅理化指標分析
糖化結束后,糧糟經攤晾冷卻后先后投入3口相同規格的石板窖池中進行產酒發酵,從封窖開始每間隔12 h測定一次酒醅溫度,每輪記錄15天。
從入窖開始,用取樣器分別于發酵第3、6、9、12、15天取糟醅并按如下方法測定相應指標:酒醅淀粉含量、酒醅還原糖含量等采用菲林試劑法測定,酒醅酸度采用酸堿中和滴定測定,酒醅酒精含量采用蒸餾法配合酒精計測定,酒醅水分含量采用恒溫烘干法測定[7]。
2 結果與分析
2.1 高粱浸泡工藝的確定
2.1.1 高粱浸泡工藝的Box-Behnken響應面實驗設計結果
高粱浸泡過程涉及的工藝參數有泡糧水溫、泡糧時間、用水量(糧面水位高度)3者,可利用Box-Behnken響應面法求得各因素均在較低水平時的最優泡糧工藝參數組合,從而縮短生產時間、降低能耗。浸泡高粱BBD設計響應面實驗結果見表3。
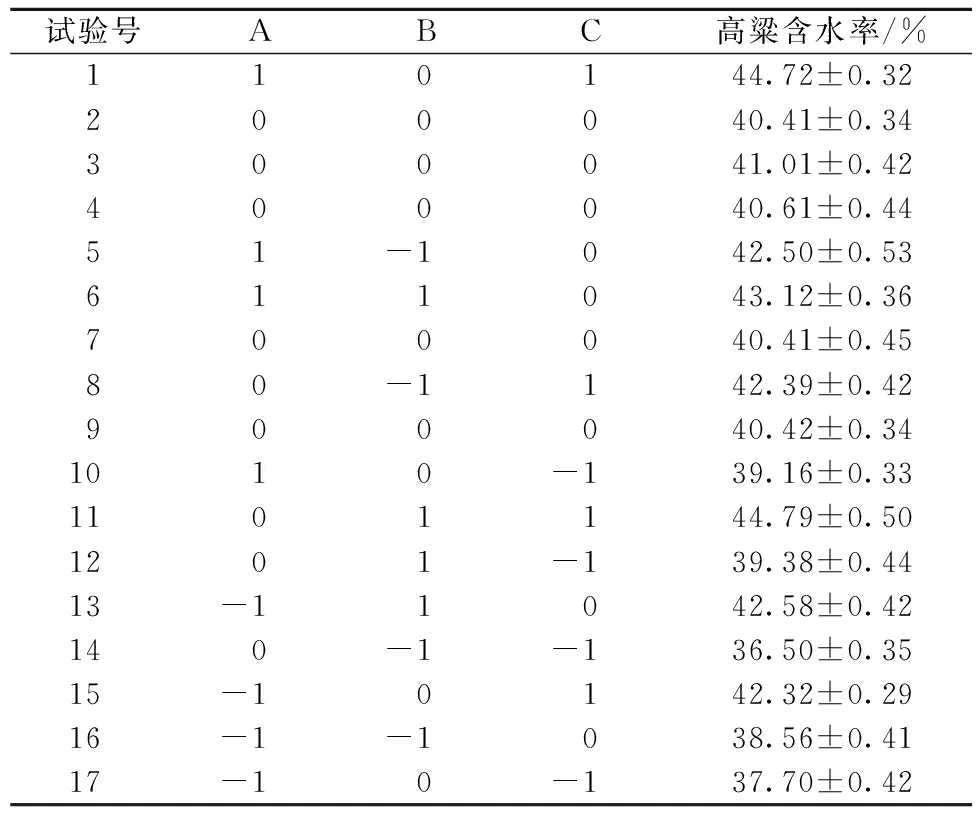
表3 高粱浸泡工藝的BBD設計響應面設計與結果
2.1.2 浸泡工藝的響應面分析
應用Design-Expert8.0.6對表3實驗數據進行多元回歸擬合,得到含水率對浸泡水溫(A)、浸泡時間(B)、糧面水位高度(C)的回歸方程模型:含水率/%=40.57+1.04A+1.24B+2.69C-0.85AB+0.24AC-0.12BC+0.66A2+0.45B2-0.26C2。
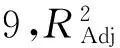
圖2 不同因素對高粱含水率影響的響應面曲面圖Fig.2 Response surface plot aboutthe interaction effects of different processes on sorghum`s moisture content
由圖2中等高線及曲面圖可知,泡糧時間與泡糧水溫的交互作用影響顯著,同時,高粱含水率伴隨泡糧時間的延長或泡糧水溫的增加而增加。當浸泡時間保持在低水平時,泡糧水溫對含水率的影響更為顯著。泡糧水位高度與泡糧時間或泡糧水溫之間的交互影響顯著,并且兩者的影響作用更為相似,在一定范圍內,高粱含水率與泡糧時間或糧面水位高度均表現為正相關,同時糧面水位高度對含水率的影響大于泡糧時間或泡糧水溫。
2.1.3 浸泡工藝的確定及驗證實驗結果
周天銀[9]指出泡糧應使糧粒吸水均勻,水分含量達到43%~45%。為了降低用水量、縮短生產時間,分別將泡糧時間、泡糧溫度、糧面水位高度設置為最小值對回歸方程求解獲得響應值分別為43%、44%、45%時最優泡糧參數,如表4所示。
在上述優化參數下對每組最優解進行驗證實驗,重復3次,測得含水率分別為(43.12±0.26)%、(44.03±0.34)%、(45.07±0.41)%。結果表明經過響應面擬合出的理論值與實際值較為吻合,證明上述參數可靠。同時將上述最優解作為泡糧工藝的備用參數留存,待整合蒸煮工藝后確定最優解。
2.2 高粱蒸煮工藝的確定
2.2.1 高粱蒸煮工藝的Box-Behnken響應面實驗設計結果
川法小曲酒高粱的蒸煮分為初蒸、悶水、復蒸3個步驟[10]。在本研究中,為了縮短生產時間、充分利用熱水資源,故將高粱蒸煮改良為兩段式操作,高粱經過浸泡后直接通入蒸汽進行煮糧,然后再排出泡糧水復蒸高粱。李大和[11]認為高粱蒸煮的感官標準為熟糧不頂手、已完全柔熟、“陽水”少,表面輕泫。出甑后檢查糧食應收汗,糧食裂口率達85%以上即可。
在蒸汽壓力一定時,蒸煮高粱過程涉及的工藝參數有高粱含水率、復蒸時間、煮糧時間3者,同樣可利用Box-Behnken響應面法求得各因素均在較低水平時的最優蒸煮工藝參數,從而縮短生產時間、減少能源消耗。高粱蒸煮BBD設計響應面實驗結果見表5。

表5 高粱蒸煮工藝BBD設計響應面實驗安排與結果
2.2.2 蒸煮工藝的響應面分析
應用Design-Expert8.0.6對表5實驗數據進行多元回歸擬合,得到裂口率(%)對含水率(A)、煮糧時間(B)、復蒸時間(C)的回歸方程模型:裂口率/%=90.16+1.04A+8.1B+2.84C+0.073AC-0.55BC+0.33A2-5.49B2-0.62C2。
由圖3可知,僅有復蒸時間與煮糧時間的交互作用極顯著,高粱裂口率隨著復蒸或煮糧時間的增加而增加,含水率對復蒸或煮糧過程高粱的裂口率的貢獻不大,故可以不考慮含水率在該范圍內對裂口率的影響。
2.2.3 蒸煮工藝的確定及驗證實驗結果
為了降低能源消耗、縮短生產時間,以85%糧食裂口率為響應面最低優化指標,分別將含水率、復蒸時間、煮糧時間設置為最小值對回歸方程求解獲得最優蒸煮參數為含水率43%,煮糧時間113.94 min,復蒸時間10 min,在此條件下的理論糧食裂口率為85%。在上述優化參數下進行驗證實驗,重復3次測得裂口率為(85.12±0.44)%。結果表明經過響應面擬合出的理論值與實際值較為吻合,證明上述參數可靠。同時,在此蒸煮條件下糧粒性狀表現為糧粒柔熟,滋潤,糧粒裂口大,有利于接種小曲釀酒微生物、便于糖化培菌時菌絲向糧粒內部生長。

圖3 不同因素對高粱裂口率影響的響應面曲面圖Fig.3 Response surface plot aboutthe interaction effects of different processes on sorghums` cracking ratio
在本工藝中,設計采用蒸餾取酒過程的冷卻熱水泡糧,既回收利用了冷卻熱水、縮短了高粱蒸煮時間,又實現了原料的浸泡除雜、除澀,還可以達到淀粉粒預膨化等目的。
同時,整粒高粱自身具有較大的孔隙度,使用它作為釀酒原料可大幅降低輔料糠殼的用量(僅需鋪墊部分甑底,每甑糠殼使用量可最大限度降低71%),據實際調研,目前糠殼市場售價約為1 800元/t,按年產1 000 t原酒計算,新工藝便可減少糠殼使用量525 t,糠殼購置成本可節約費用93余萬元,以2.4 m3甑容計,可節約清蒸糠殼所用蒸汽39.37 t。
2.3 糧糟糖化培菌參數的確定
根據酒廠的實際情況,每甑下糧1 300 kg,高粱經蒸煮攤晾冷卻后加小曲糖化培菌。以曲藥為微生物菌種,以熟糧為培養基,接種根霉和酵母等微生物。糖化培菌目的是為糖化產酒獲取一定的酶,從而滿足后期微生物生長的需要。在熟糧水分一定的情況下,收箱溫度應以滿足微生物最適生長溫度為宜,據生產經驗及文獻調研得知,根霉及酵母等菌最適生長溫度為30 ℃左右,故本研究將收箱溫度設定為30 ℃,同時在不同季節選擇性的覆蓋糟醅或麻袋進行保溫,分別考察糖化箱厚度和糖化時間對小曲糖化的影響,以還原糖含量及感官評價為指標。
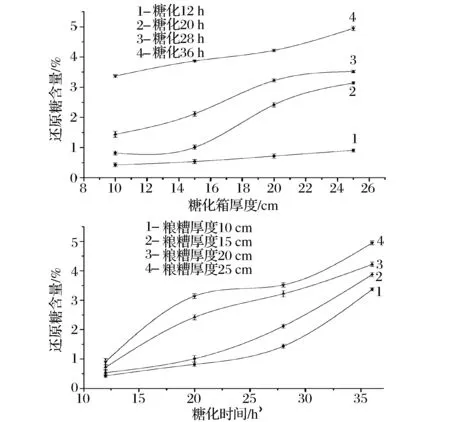
圖4 不同糖化條件下的還原糖含量Fig.4 The changes of reducing sugar under different saccharificationconditions
不同收箱厚度及糖化時間對糖化效果的影響見圖4。由圖4可知,糧糟還原糖含量均隨糖化時間或糖化箱厚度的增加而增加。在較短糖化時間或薄糖化箱下的培菌狀況均不理想,糟醅還原糖含量較低,表明根霉、酵母等菌復壯活化程度不高。其可能的原因是糖化箱過薄不利于保溫,遲遲不能達到微生物的最適生長溫度。同時,由于攤晾過薄會占用較大的生產場地,增加勞動成本。故就培菌及生產效率而言應盡量選擇較厚的糖化箱。不同厚度、糖化時間下糧糟的感官分析見表6。
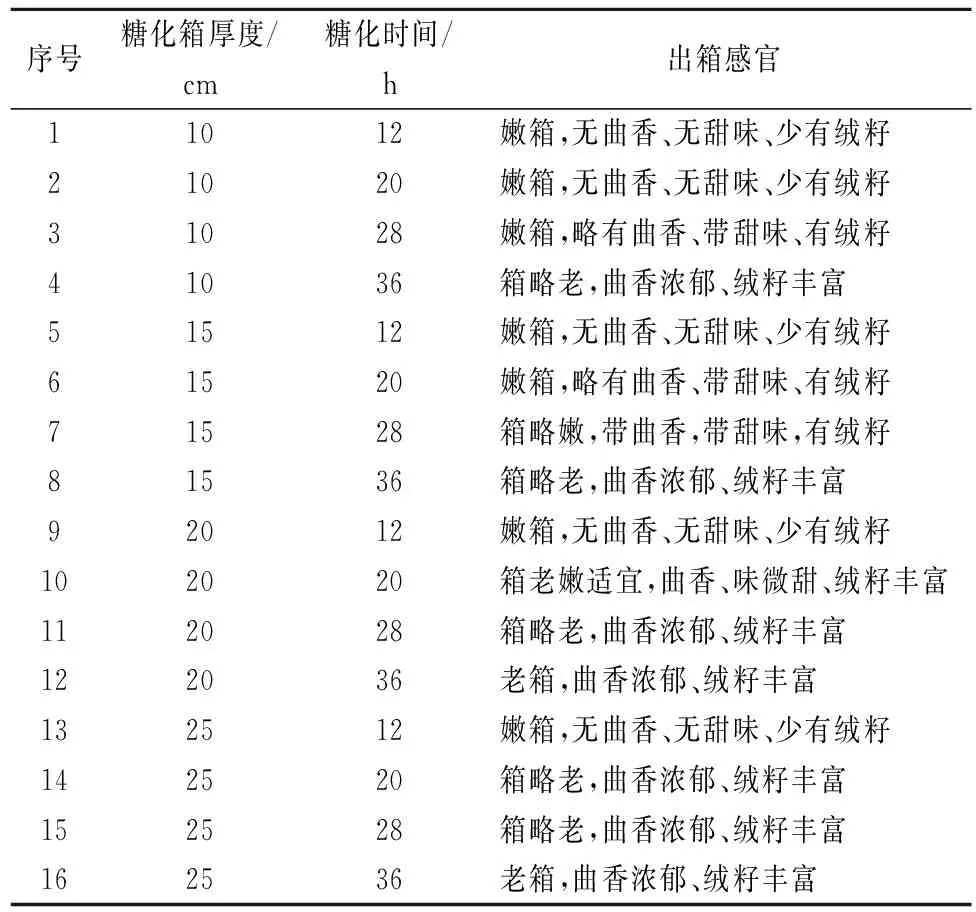
表6 不同糖化條件下的感官分析
其中以糖化時間20 h、糧糟厚度20 cm最佳,其還原糖含量為(2.42±0.14)%,其出箱感官是絨籽,有曲香,無餿、悶、酒氣,味稍甜微酸,全箱均勻,老嫩符合發酵的要求。出箱還原糖含量的高低即培菌箱的老嫩,一般認為還原糖含量低于1.5%則為嫩箱,同時一般還原糖含量高于5%則認為是老箱。箱老糖化淀粉無形中損失大,箱老酵母多,發酵快,影響出酒率[9],并且長期的生產經驗表明緩慢發酵生產的原酒甜醇香、發酵快則苦辣麻。嫩箱發酵過于遲緩,拖長生產周期,不利于提高生產效率,降低生產成本。
2.4 酒醅發酵參數分析
產酒發酵是糧食在根霉菌、酵母菌等微生物的作用下,將糧食中淀粉分解成乙醇的過程,在本工藝中,首先利用小曲作為糖化發酵劑,糧食經收箱糖化、攤晾冷卻后置入石板窖池中密閉發酵即可完成產酒發酵。
2.4.1 產酒發酵糟醅溫度分析
發酵溫度是直接反應發酵正常與否的指標之一,發酵溫度要求先升后穩,符合前緩、中挺時間長,后緩降的變化趨勢[10]。4輪生產試驗的糟醅溫度變化如圖5所示。
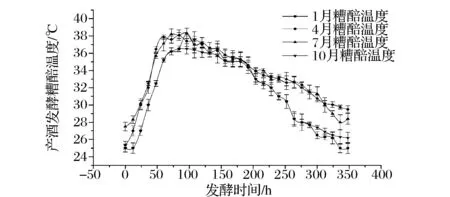
圖5 產酒發酵酒醅溫度變化圖Fig.5 Fermented grains`changes of tempetature in alcohol brewing
由圖5可以看出,4輪產酒發酵糟醅前期品溫上升較平穩,第61 h左右依次達到平均(37.62±0.86) ℃的最高品溫,此后糟醅溫度逐漸回落并最終穩定在(27±1.84) ℃左右。在本研究中酒醅溫度變化情況與傳統工藝中酒醅溫度變化基本一致,符合前緩升,中挺時間較長,后緩落的溫度變化特點,故僅就溫度變化情況來看,本研究所確定的培菌、配料等工藝參數合理可行。
2.4.2 產酒發酵糟醅理化分析
本研究較傳統川法小曲酒生產工藝較大幅度地減少了配糟的比例,傳統川法小曲酒糖化培菌配糟量為糧食的3~4倍[9],在本工藝中特將配糟比改良為1∶1,主要考慮因素如下:⑴產酒發酵酒醅,下一道工序要配伍進入生香發酵工序,其未發酵利用的殘余淀粉,還可以在生香發酵階段得以進一步利用。⑵減少配糟數量可增加窖池單位時間內的發酵效率,即相同時間、同一發酵容器較傳統工藝可發酵成熟更多的糟醅,提高窖池的利用率及產能。同時采用石板窖池作為發酵容器,可有效降低發酵積熱避免糟醅升溫過猛。
在上述配糟比的前提下,考察了產酒發酵糟醅酸度、還原糖、水分含量、酒精含量等理化指標的動態變化情況。以糟醅酒精含量為糟醅發酵成熟與否的主要標志,具體內容如下。
2.4.2.1 酒精含量
由圖6可知,在產酒發酵過程中,酒醅酒精含量伴隨發酵時間的增加而增加。前5天糟醅酒精含量增加較快,當發酵達到約12天時糟醅酒精含量達到最大值(11.40±0.30) mL/100g,酒精含量從第13天開始呈下降趨勢。產酒發酵旨在主體完成糟醅淀粉的酒精發酵,縮短發酵時間,提高窖池的周轉利用率,當酒精含量達到最大值時應考慮結束產酒發酵并開始進入生香發酵環節。綜上所述,在此確定產酒發酵時長為12 d。
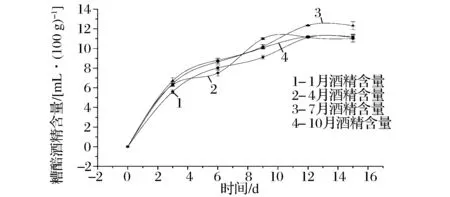
圖6 產酒發酵酒醅酒精含量變化圖Fig.6 Fermented grains`changes of alcohol in alcohol brewing
2.4.2.2 水分含量
酒醅水分含量變化與酒精含量趨勢一致,均隨著發酵時間的增加而增加。入窖水分含量為(44.03±0.44)%,前4天水分含量增加最快,當發酵進行至第10天左右時,水分含量趨于平穩。以12天為一個發酵周期,發酵結束時酒醅水分含量為(65.56±0.50)%。
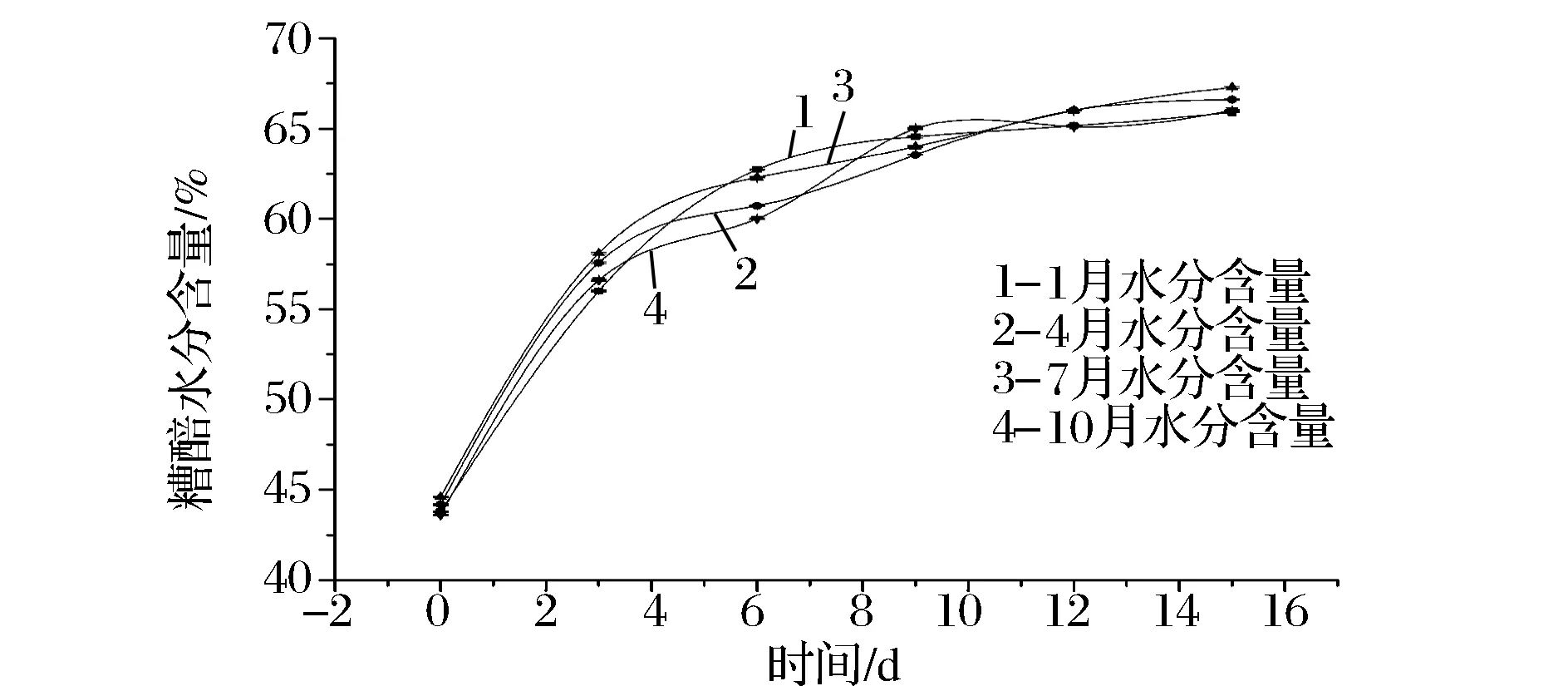
圖7 產酒發酵酒醅水分含量變化圖Fig.7 Fermented grains`changes of moisture content in alcohol brewing
2.4.2.3 酒醅酸度
在產酒發酵中,入窖酸度(0.78±0.04) mmol/10 g,在固態法自然發酵過程中,必然會產生各種酸類,它們多伴隨乙醇而生成,故在產酒發酵中酒醅酸度與酒精含量變化趨勢大致相同,均隨著發酵時間的增加而增加。以12天為一個發酵周期,發酵結束時酒醅酸度為(0.97±0.03) mmol/10g。同時可以看出產酒發酵階段酸度的絕對增加量不大,以根霉、酵母菌等為主體的釀酒微生物具有高度的酒精發酵專一性,致使該階段升酸幅度小而糟醅酒精含量增幅較大。
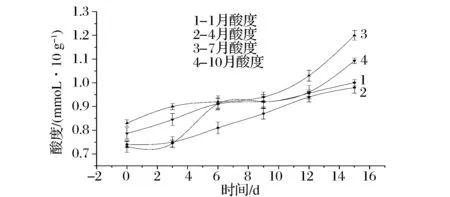
圖8 產酒發酵酒醅酸度變化圖Fig.8 Fermented grains changes of acidity in alcohol brewing
2.4.2.4 淀粉
產酒發酵中淀粉含量呈逐漸降低的趨勢,入窖淀粉含量為(44.64±0.12)%。較高的淀粉含量有利于酒醅酒精含量的富集,同時增加淀粉含量在一定程度上可以加快發酵速率、增加窖池的周轉率。結合圖9分析可知,發酵前期窖池內仍殘存一定的氧氣,根霉、酵母菌等微生物主要以有氧呼吸、生長繁殖為主,此時曲線斜率最大、淀粉消耗速度最快。當發酵至48 h時,根霉菌因缺氧而衰老死亡,酵母菌則轉入主體厭氧酒精發酵,整個糟醅體系淀粉含量開始平穩且迅速的下降。發酵至第9天時,淀粉消耗速率開始減小,結合圖6酒精含量分析可知,此時糟醅體系產酒發酵進程開始減緩,整個糟醅體系即將步入以生香發酵為主的發酵階段。
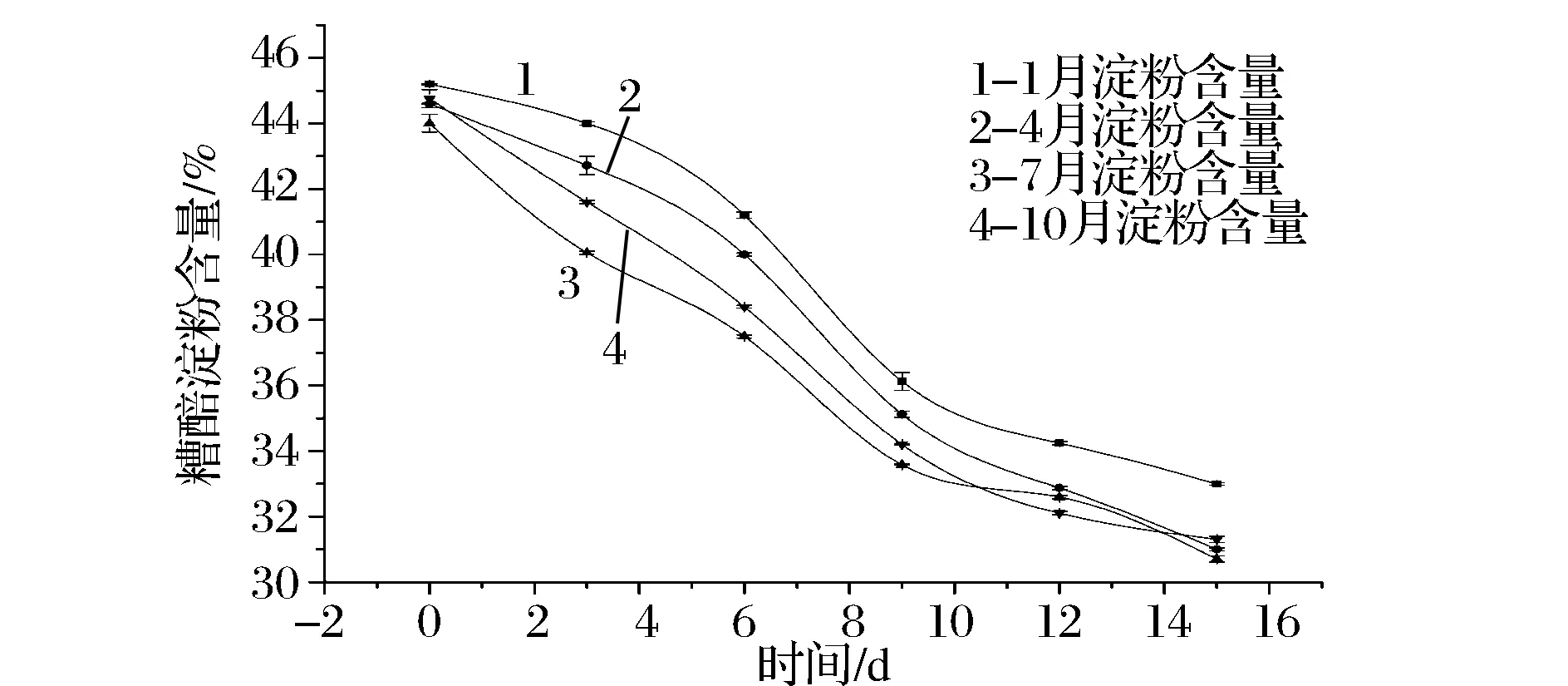
圖9 產酒發酵酒醅淀粉含量變化圖Fig.9 Fermented grains`changes of starch in alcohol brewing
2.4.2.5 還原糖
酒醅中糖類的變化情況能間接地反應窖池中產酒精狀況,還可以特征性地反應窖池中微生物的生長消亡狀況。由圖10可知,還原糖含量呈現先增加后降低的趨勢。入窖還原糖含量為(2.12±0.12)%,與周天銀[5]所總結較一致。在第3天時還原糖含量增加至頂峰值,分別為(6.84±0.04)%、(7.01±0.04)%、(8.16±0.03)%、(7.35±0.04)%,在第15天時其含量分別降低至(2.00±0.05)%、(1.65±0.04)%、(1.44±0.03)%、(1.54±0.03)%。這可能是發酵起始酒醅中含有大量R.oryzae,其糖化作用將大顆粒淀粉物質水解成還原糖類物質[12],使得酒醅中還原糖含量增加,從而促進酵母的生長繁殖。發酵3天后,由于微生物的生長和代謝活動消耗還原糖,使得還原糖含量呈下降趨勢。
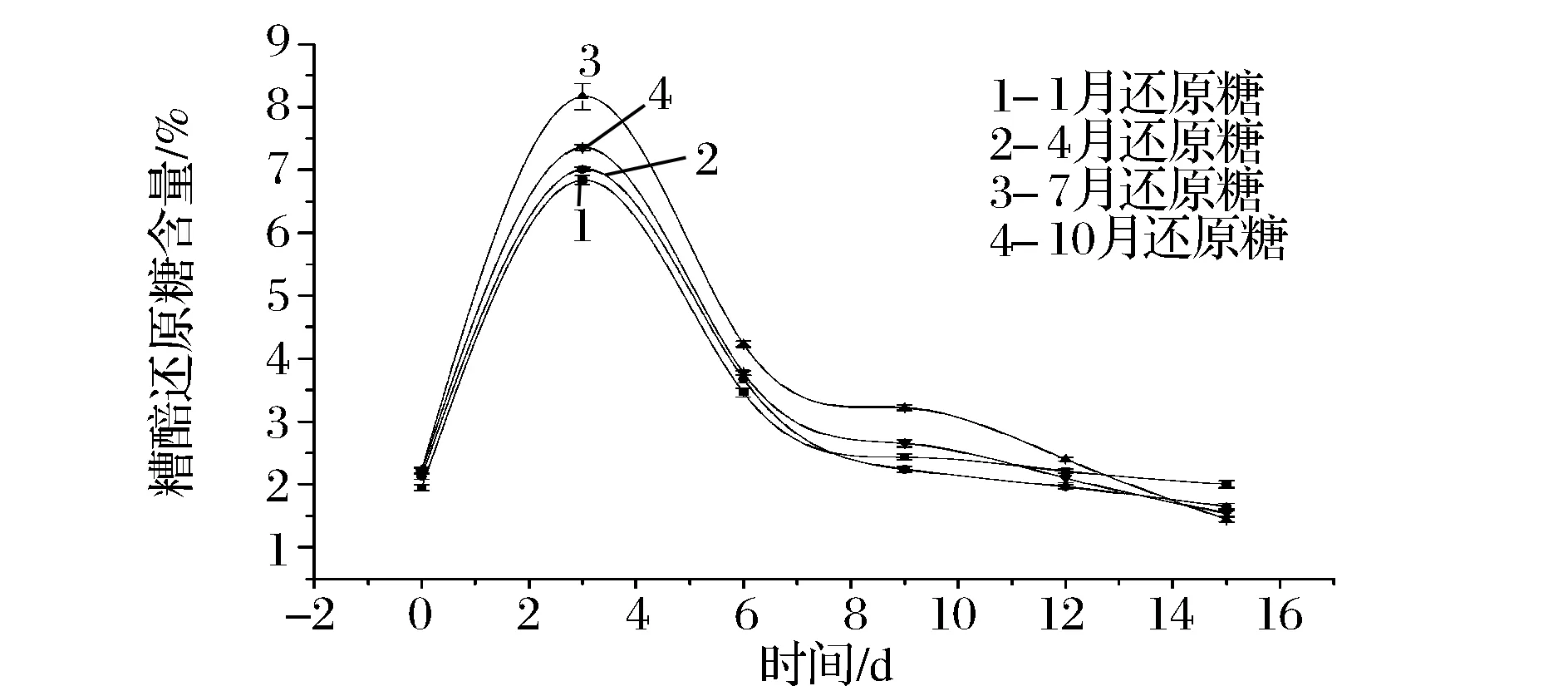
圖10 產酒發酵酒醅還原糖含量變化圖Fig.10 Fermented grains`changes of reducing sugar in alcohol brewing
3 結論
以純整粒高粱為釀酒原料開發出了一套產酒與生香剝離的雙型釀酒工藝:利用Box-Behnken響應面實驗設計的方法確定了最佳的高粱預處理工藝參數為每甑投糧量1 300 kg;泡糧水溫70 ℃;泡糧時間11.3 h;泡糧水位高度17.8 cm;煮糧時間114 min;復蒸時間10 min。以整粒高粱為原料可有效改善粉碎高粱、清蒸糠殼等帶來的噪音、環境污染問題,經生產核算能最大限度降低糠殼使用量71%。
通過1、4、7、10月分別開展的四輪次產酒發酵實驗后確定最佳產酒發酵工藝參數:收箱厚度20 cm,收箱糖化時間20 h;配糟比1∶1;發酵周期12 d,酒醅酒精含量可達(11.40±0.30) mL/100g,產酒發酵成熟的糟醅拌合堆積母糟后置入濃香泥窖發酵即可完成生香發酵過程,生香發酵及原酒理化分析請見后續報道。
[1] 王肇穎,肖敏.白酒酒糟的綜合利用及其發展前景[J].釀酒科技,2004,121(1):65-67.
[2] 葉華夏,謝正敏.釀酒用糠殼中蒸煮氣味成分的研究[J].釀酒科技,2015,69(5):55-58.
[3] 沈才洪,許德富.有機酸對酒精發酵的影響[J].釀酒科技,1993, 69(5):9-11.
[4] 張良,沈才洪,張宿義,等.解析窖泥功能菌代謝能力的調控[J].釀酒科技,2008,163(1):57-61.
[5] 王濤,姚韜,李濤,等.濃香型白酒釀造相關酵母發酵糟醅產己酸乙酯的研究[J].食品與發酵工業,2013,39(1):41-45.
[6] 蒲嵐,李璐,邱樹毅,等.發酵溫度調控對濃香型白酒主要香味成分生成的影響[J].食品與發酵工業,2011,37(7):126-129.
[7] 張宿義,許德富.瀘型酒技藝大全[M].北京:中國輕工業出版社,2011:387-399.
[8] 趙惠茹,任早,劉春葉.Box-Behnken設計-響應面法優化酸棗仁皂苷的大孔樹脂純化工藝[J].中藥材,2015,45(4):831-834.
[9] 周天銀.川法小曲白酒生產經驗總結[J].釀酒科技,2008,170(8):78-81.
[10] 李大和,李國紅.川法小曲酒生產四個關鍵工序的控制[J].食品與發酵科技,2014,50(1):85-88.
[11] 李大和,李國紅.川法小曲酒生產技術的傳承創新[J].釀酒,2015,42(1):2-9.
[12] 唐潔.清香型小曲酒微生物群落結構及功能的研究[D].無錫:江南大學,2012.
Sorghums pretreatment and alcohol brewing for development of Luzhou flavor liquor by using intact sorghums as raw material
MAO Hong-chuan1, XU De-fu2,3, CHEN Xiao-ming1*, ZHANG Liang3,4,AO Zong-hua3,4, DING Hai-long3,4, LI He5
1(School of Life Science and Engineering, Southwest University of Science and Technology, Mianyang 621000, China)2(Luzhou Jing Shen Liquor Group Co., Ltd, Luzhou 64600, China) 3(Luzhou LaoJiao Co.,Ltd, Luzhou 646003, China)4(National Engineering Research Center of Solid-state Brewing, Luzhou 646000, China)5(College of Bioengineering, Sichuan University of Science and Engineering, Zigong 643000, China)
A new brewing craft for Luzhou flavor liquor using intact sorghums as raw material was developed, wherein the alcohol brewing process was separated from fragrances generation. Using Box-Behnken response surface methodology,the pretreatment of intact sorghums for alcohol brewing and aroma-producing craft were optimized as follows: the volume of caldron was 4.3 m3, the amount of the material was 1 300 kg,the sorghums were soaked in water at 70 ℃ for 11.3 h, water depth was 17.8 cm. The sorghums were boiled for 114 min and steamed for 10 min. Besides, parameters for alcohol brewing were as follows: the height of saccharification box was 20 cm, the time of Saccharification and fermentation was 20 h and 12 d respectively. The proportion of intact sorghums to distilled grains was 1∶1. By using this new technology, the final alcohol content of fermented grains could reach (11.40±0.30) mL/100 g. Taking the intact sorghums as raw materials could effectively solve a set of problems, such as the noise and pollution during crushing sorghum and steaming grainshells. With those improvements, the new craft could reduce usage of grain shells by 71% at most.
alcohol brewing; intact sorghum; Luzhou flavour liquor; soaking sorghums; steaming sorghums
10.13995/j.cnki.11-1802/ts.201702018
碩士研究生(陳曉明教授為通訊作者,E-mail:chenxiaoming@swust.edu.cn)。
四川省科技應用基礎項目《濃香型白酒釀酒原料前處理方式對白酒質量和安全性影響的研究》(2016JY0025)
2016-09-14,改回日期:2016-10-26
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52