深槽八方波導(dǎo)器件的加工探究
2017-03-30 09:49:36宋金龍
大陸橋視野·下 2017年2期
關(guān)鍵詞:結(jié)構(gòu)
中華通信系統(tǒng)有限責(zé)任公司河北分公司
【摘 要】波導(dǎo)作為電子通信的核心器件,隨著通信要求的提高,其結(jié)構(gòu)形式越來(lái)越多樣化,復(fù)雜化,對(duì)波導(dǎo)的加工提出了更高的要求。在某一通信工程中,有一特殊波導(dǎo),傳統(tǒng)的加工方法無(wú)法滿足其加工要求。針對(duì)此特殊結(jié)構(gòu)的波導(dǎo)器件,我們對(duì)其加工方法進(jìn)行了探究,并且滿足了加工精度的要求,該器件在工程中滿足了設(shè)計(jì)要求的電氣性能指標(biāo)。
【關(guān)鍵詞】波導(dǎo);通信;結(jié)構(gòu);加工精度;電氣性能
引言
波導(dǎo)器件是電子通信的核心器件之一,對(duì)于電子通信系統(tǒng)的優(yōu)劣起著決定性的作用。一套的電子通信系統(tǒng)如果沒(méi)有優(yōu)良的波導(dǎo)元器件,其整體性能就會(huì)大打折扣。伴隨電子通信技術(shù)的日益發(fā)展,對(duì)電子通信中的關(guān)鍵元器件波導(dǎo)器件的要求越來(lái)越多元化。為了適應(yīng)不同的電器性能,波導(dǎo)器件的結(jié)構(gòu)勢(shì)必形式各異。優(yōu)秀的波導(dǎo)元器件,要有優(yōu)秀的建模、計(jì)算和仿真,設(shè)計(jì)出最適用于該通信系統(tǒng)的波導(dǎo)器件藍(lán)圖。要想實(shí)現(xiàn)波導(dǎo)器件的設(shè)計(jì)性能,必須要有高機(jī)械加工精度的加工手段保證設(shè)計(jì)藍(lán)圖的各項(xiàng)要求。所謂機(jī)械加工精度是指零件加工后實(shí)際幾何參數(shù)(尺寸、形狀和表面間的相互位置)與理想幾何參數(shù)的符合程度。符合程度越高,加工精度就越高。[1]
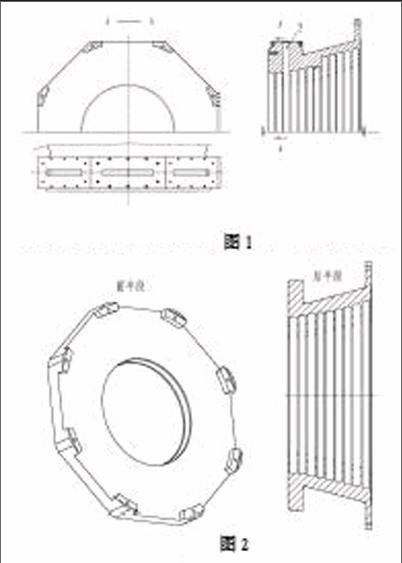
最近在某項(xiàng)工程中,需要一類(lèi)結(jié)構(gòu)形式比較特殊的波導(dǎo)器件,稱(chēng)它為深槽八方波導(dǎo),其結(jié)構(gòu)如圖1所示。
為了保證此波導(dǎo)器件的電氣性能,必須保證此波導(dǎo)器件的加工精度。此波導(dǎo)器件機(jī)械加工的難點(diǎn)和關(guān)鍵點(diǎn)是深窄環(huán)槽的加工和環(huán)槽與方孔加工平面的接平,保證平面與方孔的垂直度。
一、加工方案選擇
為了達(dá)到加工精度,解決加工中的難點(diǎn)和關(guān)鍵點(diǎn),要確定正確的加工方案是必須先行的,參照以往波導(dǎo)器件的加工方法,提出以下幾個(gè)方案擬作考慮:
(一)傳統(tǒng)整體式機(jī)械加工方案
此方案采用整體下料,整體加工的方法加工方案。此方案思路比較簡(jiǎn)練,采用車(chē)床加工深窄環(huán)槽,銑床加工8處方孔的方法進(jìn)行加工。此加工方案有以下幾個(gè)弊端:
1.深窄環(huán)槽車(chē)床加工成形難度大。此環(huán)槽深度寬度比較大,加工時(shí)需磨制專(zhuān)用成型刀具,道具窄長(zhǎng),剛度差。加工時(shí),由于刀具剛度的降低,刀具在進(jìn)行切削時(shí)就會(huì)發(fā)生振動(dòng)。刀具的振動(dòng)會(huì)降低加工的尺寸精度和表面粗糙度,影響波導(dǎo)器件的電氣性能。
2.環(huán)槽尺寸無(wú)法精確測(cè)量,環(huán)槽隱藏在器件內(nèi)部,常規(guī)量具無(wú)法直接測(cè)量到環(huán)槽內(nèi)部,對(duì)于環(huán)槽的尺寸精度無(wú)法控制,尺寸精度依賴(lài)于機(jī)床和刀具的精度。
3.無(wú)法保證缺口與環(huán)槽的接平。銑刀銑削缺口時(shí),環(huán)槽是隱藏在器件內(nèi)部的,銑床無(wú)法找正環(huán)槽。加工缺口失去了加工基準(zhǔn),就無(wú)法保證環(huán)槽與缺口共勉的準(zhǔn)確性,形成加工臺(tái)階,加工臺(tái)階等不光滑缺陷,會(huì)給波導(dǎo)器件的電氣性能帶來(lái)極其惡劣的影響。
(二)采用電加工環(huán)槽,機(jī)械加工缺口的辦法
此方案用電加工環(huán)槽,在采用銑床加工8處方孔的方法進(jìn)行加工。此方法也有個(gè)弊端:采用電加工加工環(huán)槽,避免了刀具和機(jī)床對(duì)加工精度的影響。但是電加工需要制作復(fù)雜的加工模具,加工周期長(zhǎng),加工成本昂貴;而且和傳統(tǒng)整體式機(jī)械系加工方案存在的問(wèn)題(2),問(wèn)題(3)同樣存在。
(三)拆分式機(jī)械加工方案
此方案采用將波導(dǎo)器件從中間拆分成兩段,兩段分別運(yùn)用機(jī)械進(jìn)行預(yù)加工,兩段裝配后在進(jìn)行加工的方法。此方案從環(huán)槽右端拆開(kāi),將波導(dǎo)器件拆分為前后兩段,兩段分別加工。拆分后,深槽和8處缺口在前半段上加工,缺口和環(huán)槽成為開(kāi)式結(jié)構(gòu),加工時(shí)便于加工與測(cè)量,可以有效得提高環(huán)槽與缺口機(jī)械加工精度。
通過(guò)以上利弊的比對(duì),決定采用拆分式機(jī)械加工方案。
二、加工方案的制定
拆分式機(jī)械加工方法必須保證前半段和后半段各圓同軸度,保證方孔與8處平面的垂直度,保證前半段和后半段平面的平面度。為了達(dá)到以上要求,將前后半段拆分如圖2:前后半段通過(guò)止口定位保證各圓的同軸度;前半段8處平面預(yù)加工一定深度(留有加工余量),平面和方孔的一次裝夾加工成型,保證平面與方孔的垂直度;兩段分別機(jī)械加工完成后,用6個(gè)螺栓連接前后半段,并用2個(gè)定位銷(xiāo)貫穿前后半段,保證連接后的兩段不會(huì)產(chǎn)生相對(duì)于軸向的旋轉(zhuǎn)運(yùn)動(dòng);兩段連接完畢后,找正前半段與方孔垂直的預(yù)加工平面,加工前后段平面深度達(dá)圖;加工后能保證前后半段最終加工平面與方孔的垂直度,前后半段平面一次加工成形,保證了最終平面的平面度;2個(gè)貫穿前后半段的定位銷(xiāo),限制了兩者相對(duì)于軸線的旋轉(zhuǎn)位移,保證了兩者最終形成平面的平面度不被破壞。
三、加工方案的驗(yàn)證
加工方案的優(yōu)劣僅限于理論的支持是不夠的,要有實(shí)際加工結(jié)果的支持才是圓滿的。為此將此波導(dǎo)器件按拆分式機(jī)械加工的方案進(jìn)行了加工:先將前后半段分別加工完成,保證各自的尺寸精度和形位公差和粗糙度,在將前后半段裝配在一起,并進(jìn)行最終的加工。
加工完畢后,對(duì)波導(dǎo)器件進(jìn)行了電氣性能測(cè)試,各項(xiàng)指標(biāo)均達(dá)到了設(shè)計(jì)要求的指標(biāo),圓滿解決了本工程波導(dǎo)器件加工的難題。
四、結(jié)論
拆分式機(jī)械加工深槽八方波導(dǎo)的方法,得到了理論的支持和實(shí)際工程的驗(yàn)證,對(duì)于類(lèi)似形式的波導(dǎo)器件加工方法的探究做出了有益的嘗試,為波導(dǎo)器件的加工開(kāi)拓了思路。
參考文獻(xiàn):
[1] 楊叔子 機(jī)械加工工藝師手冊(cè),北京;機(jī)械工業(yè)出版社,2001.8 .
作者簡(jiǎn)介:
宋金龍(1977—)男,河北定州人,工程師,主要從事天線制造工藝。
猜你喜歡
小獼猴智力畫(huà)刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語(yǔ)文·寫(xiě)字與書(shū)法(2016年7期)2016-07-28 21:40:22
七彩語(yǔ)文·寫(xiě)字與書(shū)法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50

- 大陸橋視野·下的其它文章
- 企業(yè)政工人員素質(zhì)對(duì)政工隊(duì)伍建設(shè)的重要意義
- 論在城鎮(zhèn)化飛速發(fā)展中如何做好中小城鎮(zhèn)旅游規(guī)劃
- 論經(jīng)濟(jì)發(fā)展新常態(tài)下公證行業(yè)的創(chuàng)新發(fā)展
- 淺析不同計(jì)價(jià)方式下的工程索賠機(jī)會(huì)
- 價(jià)格放開(kāi)背景下城市居民服務(wù)價(jià)格監(jiān)管機(jī)制研究
- 論農(nóng)村環(huán)境衛(wèi)生治理與經(jīng)濟(jì)發(fā)展的協(xié)調(diào)發(fā)展