內(nèi)孔焊技術(shù)及其質(zhì)量控制要點
2017-04-12 03:43:06王發(fā)升王旭東
化工管理 2017年10期
王發(fā)升王旭東
(1.福建聯(lián)合石油化工有限公司, 福建 泉州 362000;
(2.南京三方化工設(shè)備監(jiān)理有限公司, 江蘇 南京 210036)
內(nèi)孔焊技術(shù)及其質(zhì)量控制要點
王發(fā)升1王旭東2
(1.福建聯(lián)合石油化工有限公司, 福建 泉州 362000;
(2.南京三方化工設(shè)備監(jiān)理有限公司, 江蘇 南京 210036)
本文結(jié)合實際工作中的體會,重點闡述了管子管板內(nèi)孔焊的優(yōu)越性以及具體施工過程中注意點。
內(nèi)孔焊;結(jié)構(gòu);檢驗
1 前言
在化工、石油、醫(yī)藥、原子能和核工業(yè)中,換熱器的應(yīng)用十分廣泛,換熱器類型與結(jié)構(gòu)也很多,其中管殼式換熱器是最普遍使用的。在管殼式換熱器的設(shè)計、制造過程中,換熱管與管板之間的連接質(zhì)量好壞決定了換熱器的質(zhì)量、安全和使用壽命。傳統(tǒng)的換熱器均采用的是管子管板角焊結(jié)構(gòu),這種結(jié)構(gòu)由于自身的局限性,使得焊接質(zhì)量難以保證,特別是無法進行直觀判定其優(yōu)劣,在實際換熱器使用中的損壞絕大部分發(fā)生在管子管板焊接部位。因此,國內(nèi)外對管子管板內(nèi)孔焊技術(shù)的研究及應(yīng)用應(yīng)運而生。
2 管子管板內(nèi)孔焊結(jié)構(gòu)及焊接方法
國外在上世紀60年代末開始研究內(nèi)孔焊,并于70年代開始應(yīng)用于核設(shè)備上。國內(nèi)在上世紀70年代中期開始對內(nèi)孔焊進行試驗研究,并于70年代末期開始應(yīng)用于核設(shè)備、電站設(shè)備上。
所為內(nèi)孔焊,是將管子管板連接焊縫置于管板殼程一側(cè),為對接接頭(圖1)。傳統(tǒng)的管子管板焊接為管子穿出管板,為角接接頭(圖2)。
內(nèi)孔焊是采用氬氣作為內(nèi)、外保護氣體的自動焊,它是由電源產(chǎn)生的脈沖電流通過與電機直聯(lián)的旋轉(zhuǎn)鎢極頭利用電弧熱能融化母材金屬的一種焊接方式。
內(nèi)孔焊有填絲與不填絲兩種,若換熱管規(guī)格為
25×2 mm,一般采用自熔不填絲。內(nèi)孔焊一般采用脈沖焊機,焊接參數(shù)的選擇由制造廠實際經(jīng)驗及焊接工藝評定保證。因此,作為監(jiān)理人員,審查焊接工藝評定及見證焊接試塊是必不可少的。
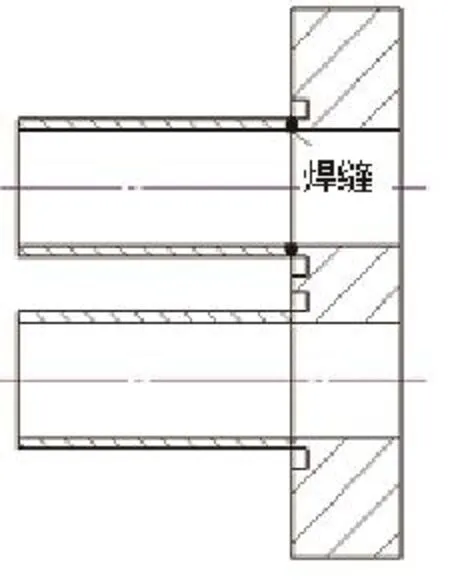
圖1
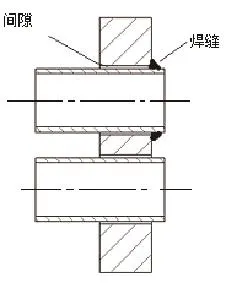
圖2
焊接設(shè)備是實現(xiàn)全自動TIG焊的關(guān)鍵所在,由于焊縫的高質(zhì)量、高可靠性要求,對焊接設(shè)備也提出了很高的要求,需專用的焊接設(shè)備,尤其是內(nèi)孔焊槍頭。
3 內(nèi)孔焊的優(yōu)點
⑴內(nèi)孔焊不存在管子管板的縫隙,這對抗縫隙腐蝕和抗應(yīng)力腐蝕有非常明顯的好處。并且還解決了縫隙積存有害元素的問題,更加有利于設(shè)備的清洗和維修[1]。
⑵內(nèi)孔焊是一種完全焊透的焊接接頭結(jié)構(gòu),因此其抗振動疲勞強度高,具有較高的承受高溫、高壓的能力。
⑶對接內(nèi)孔焊管板管孔比端部角焊縫的管孔小,這就增加了管板的剛度,可以減小管板的厚度或管間距。
⑷內(nèi)孔焊沒有像端部焊那樣的切口應(yīng)力集中,故不易產(chǎn)生焊根裂紋。
⑸內(nèi)孔焊對接接頭可以100%RT,因此焊縫內(nèi)部質(zhì)量科得到監(jiān)督和控制,提高了焊縫的可靠性。
⑹內(nèi)控焊的施焊空間雖然很小,但易于實現(xiàn)自動化。
⑺內(nèi)孔焊適用于所有用來制造換熱器的換熱管與管板的連接。
內(nèi)孔焊的不足之處是內(nèi)孔焊要求的管板加工精度和裝配精度很高,因而提高了設(shè)備的造價;當(dāng)焊縫出現(xiàn)不合格的缺陷時,返修十分困難。
4 管束的焊接過程質(zhì)量控制
⑴由于管子內(nèi)件小,管板又薄,焊縫要求單面焊雙面成型,因此管板和管板合攏處的裝配要求很嚴格,間隙(≤0.2mm)、錯邊量(≤0.3mm)和同心度(≤0.1mm)都需要嚴格控制。
⑵組對后,將焊槍插入,管板殼程側(cè)的施工人員在管子管板焊口位置用專用的氣體保護罩上好,然后進行施焊。
⑶每根換熱管焊接結(jié)束后,用內(nèi)窺鏡檢查焊口的焊接質(zhì)量,管板殼程側(cè)的人員管程是否焊透。只要組對良好,焊槍定位準確,可一次成功。若發(fā)現(xiàn)未焊透,可再次熔一遍。
⑷為了施工過程易于組對,焊接時從上向下焊接,由管板正中位置兩側(cè)管孔處豎排施焊,每焊兩列,應(yīng)檢查管板變形情況,發(fā)現(xiàn)變形,即應(yīng)調(diào)整管束兩端的加固位置。
5 焊縫質(zhì)量檢查
在焊接質(zhì)量檢驗方面,由于這種接頭形式極難返修,因此,每焊完一個焊縫后,應(yīng)馬上進行檢驗。檢驗項目按圖樣及技術(shù)協(xié)議等要求,以下檢驗項目僅供參考。
⑴外觀檢查:經(jīng)檢查的焊接接頭內(nèi)外側(cè)均勻,焊道形狀良好,平滑、美觀、光亮,無可見的焊接缺陷。由于焊縫外部采用氣體保護套筒,若焊縫內(nèi)外側(cè)呈白亮或淺黃的顏色,則說明氬氣保護系統(tǒng)是良好的。
⑵RT:由于內(nèi)孔焊的特殊接頭形式,留有貼片的空間,因此100%RT是可行的。但其RT需要具備的條件較高,如必須有短焦距小能量的放射源、必須解決小尺寸貼片的問題等[2]。
⑶PT:對焊縫表面進行100%PT檢查,Ⅰ級合格。由于操作空間較小,且待檢查的一列管子管板焊縫靠近前一列空間更加狹小,在實際生產(chǎn)中,此方法并不便操作及觀察。
⑷逐根氦檢漏:焊接完成后,向待檢焊縫的換熱管里充氦氣,兩頭密閉,形成密閉空間,以氦檢儀顯示的泄漏率為依據(jù)判定焊縫質(zhì)量。若采用嗅吸探頭檢測法,內(nèi)部氦氣保壓,將嗅吸槍頭在管子管板焊縫外側(cè)做繞式的檢查,并實時觀察氦檢儀數(shù)值變動。
⑸逐根水壓:按照管程水壓試驗壓力進行檢測,無滲漏、無異常為合格。這對管子兩頭工裝的密閉性要求較高。
⑹整體氦檢漏:當(dāng)管板與殼程筒體組裝、組焊完成后,可向殼程充氦氣,在采用深孔焊的管板管程一側(cè)進行氦檢漏。
⑺整體水壓(殼程):按照殼程水壓試驗壓力進行檢測,逐根檢查管子管板焊縫處,可用內(nèi)窺鏡或手電筒檢查,無滲漏、無異常為合格。
6 總結(jié)
隨著工業(yè)的發(fā)展,國內(nèi)制造廠能夠制造內(nèi)孔焊換熱器的廠家也越來越多,制造水平較以前有很大的提高,高溫高壓且介質(zhì)強腐蝕的換熱器應(yīng)用也愈來愈廣泛,換熱器結(jié)構(gòu)的設(shè)計成為高溫、高壓且介質(zhì)強腐蝕的換熱器設(shè)計的關(guān)鍵,所選用的結(jié)構(gòu)應(yīng)保證安全、同時兼顧經(jīng)濟的原則,內(nèi)孔焊結(jié)構(gòu)更適用于高溫、高壓且強腐蝕介質(zhì)的換熱器,對解決管與管板接頭應(yīng)力腐蝕破裂具有顯著的優(yōu)越性。
[1]沈鵬羽.內(nèi)孔焊在高溫高壓換熱器中的應(yīng)用[J].化工設(shè)備與管道,2010,47(1):7-8.
[2]洪學(xué)立,湯承亮.管子管板內(nèi)孔焊的實際應(yīng)用[J].壓力容器, 2005,22(5):30-31.
[3]秋恩哲.管與管板內(nèi)孔焊接及其應(yīng)用[J].管道技術(shù)與設(shè)備, 1998,(6):16-18.
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
