汽車總裝生產(chǎn)線自動(dòng)輸送控制系統(tǒng)的研究
2017-04-21 03:32:39張震,王赫
黑龍江科學(xué) 2017年2期
張 震,王 赫
(1.華晨寶馬汽車有限公司涂裝規(guī)劃部,沈陽 110000; 2.華晨寶馬汽車有限公司涂裝車間工藝部,沈陽 110000)
?
汽車總裝生產(chǎn)線自動(dòng)輸送控制系統(tǒng)的研究
張 震1,王 赫2
(1.華晨寶馬汽車有限公司涂裝規(guī)劃部,沈陽 110000; 2.華晨寶馬汽車有限公司涂裝車間工藝部,沈陽 110000)
近些年來,自動(dòng)輸送控制系統(tǒng)越來越受到世界各國的重視。本文主要闡述了汽車總裝的各種工藝,同時(shí)也對(duì)汽車總裝自動(dòng)輸送系統(tǒng)中的相關(guān)技術(shù)做出了細(xì)致的研究。
汽車生產(chǎn)線;自動(dòng)輸送;控制系統(tǒng);策略;廠商
中國的汽車制造有很多特點(diǎn),最主要的就是引進(jìn)了外國比較先進(jìn)的汽車生產(chǎn)的科技,還有現(xiàn)代化的汽車制造管理理論。而計(jì)算機(jī)主要的技術(shù)也是吸收和借鑒了國外的現(xiàn)代控制論,使用PLC網(wǎng)絡(luò)技術(shù),讓很多汽車生產(chǎn)線在自動(dòng)化水平上得到了提升,同時(shí)安全技術(shù)方面也得到了保證,基本已經(jīng)實(shí)現(xiàn)了很多種類的汽車生產(chǎn)線達(dá)到自動(dòng)化標(biāo)準(zhǔn)。
1 汽車的主要構(gòu)造和功能
1.1 輸送系統(tǒng)主要的設(shè)備
通常情況下,很多種類的機(jī)械與電器產(chǎn)品生產(chǎn)的過程中最重要的工序就是裝配,裝配主要有檢測(cè)以及對(duì)機(jī)械的調(diào)整,檢測(cè)和調(diào)整是為了保證每個(gè)零件可以很好的集成整體,這樣才可以發(fā)揮它本來的功能。總裝是把不同的零件以及部件,根據(jù)相關(guān)的標(biāo)準(zhǔn)和規(guī)定形成一個(gè)比較完整的產(chǎn)品過程,或者也可以說是讓每個(gè)零部件在規(guī)定的位置進(jìn)行組裝的整個(gè)過程。
汽車屬于比較復(fù)雜的工業(yè)制成品,根據(jù)汽車的具體構(gòu)造將它分成發(fā)動(dòng)機(jī)、底盤、車身以及電器設(shè)備四個(gè)主要的部分。在這里面底盤也有下面的幾個(gè)系統(tǒng)組成,分別是行駛、傳動(dòng)、操縱、轉(zhuǎn)向、制動(dòng)、供給等系統(tǒng)組成。如果在一個(gè)比較大的制造廠中,上面的總成通常都是在非常獨(dú)立的廠子中進(jìn)行生產(chǎn)的,之后才會(huì)將它們送到一個(gè)總的裝配車間里面進(jìn)行下一步的工作。依照相關(guān)的資料統(tǒng)計(jì),中型卡車小的零部件有500種,2 000多件,一般的小型轎車由于現(xiàn)在制造的非常精密,很多電器設(shè)備變得很完善,它需要的零部件總成數(shù)量大大的超過了卡車的配件總成數(shù)量,所以對(duì)于汽車進(jìn)行總裝是非常復(fù)雜的一個(gè)工作。
1.2 汽車輸送系統(tǒng)具體的流程
以上環(huán)節(jié)進(jìn)行完之后,就開始了總裝的環(huán)節(jié)。由于汽車裝配的一些基礎(chǔ)的需求,汽車通常是使用了很多的輸送設(shè)備最終才完成裝配的操作,最后才可以推動(dòng)全部裝配工作的進(jìn)行,讓一輛成品汽車可以下線。當(dāng)汽車的車身全部完成涂裝工作以后,從滑動(dòng)式的輸送體系把整個(gè)的車身運(yùn)到進(jìn)行裝配的地方開始裝配的操作,升降段會(huì)非常快速的到最高的位置同時(shí)要進(jìn)行信號(hào)的發(fā)射,然后把信號(hào)傳送到別的停止器,推動(dòng)所有的推車機(jī)進(jìn)行工作,迎接下一個(gè)汽車的車身完成具體的操作。
存儲(chǔ)區(qū)最大的功能就是清理。針對(duì)汽車生產(chǎn)的需要,在存儲(chǔ)區(qū)完成漆后,汽車的車身要按照生產(chǎn)的順序?qū)傃b線做好輸送工作。存儲(chǔ)區(qū)有緩沖的功能,在進(jìn)行涂裝汽車車身的時(shí)候,空吊具可以使用升降機(jī)送到緩沖區(qū),可以實(shí)現(xiàn)總裝車間持續(xù)生產(chǎn)3h。要是存儲(chǔ)區(qū)里面的車身沒有達(dá)到生產(chǎn)標(biāo)準(zhǔn),就必須要通過分道岔開始運(yùn)到返回線,重新進(jìn)行輸送。通常情況下,漆后的汽車車身能夠直接的朝總裝線輸送,不用經(jīng)過存儲(chǔ)區(qū)。
輸送系統(tǒng)在汽車生產(chǎn)實(shí)現(xiàn)自動(dòng)化的整個(gè)發(fā)展過程中有很關(guān)鍵的作用。利用先進(jìn)的輸送設(shè)備和先進(jìn)的電氣控制體系,可以很好地推動(dòng)汽車的生產(chǎn)線在自動(dòng)化方面的有力提升,確保整個(gè)系統(tǒng)可以持續(xù)安全的工作和運(yùn)行。設(shè)計(jì)合理的電氣控制體系可以有效的實(shí)現(xiàn)汽車生產(chǎn)線的自動(dòng)化,將生產(chǎn)發(fā)展成運(yùn)行比較穩(wěn)定,降低故障率的水平。這樣就可以將生產(chǎn)率提高,降低成本,實(shí)現(xiàn)持續(xù)化的安全生產(chǎn)。而且對(duì)于事故發(fā)生率的降低也很有效果,同時(shí)還可以將生產(chǎn)率提高,這樣就大大的節(jié)省成本,為企業(yè)產(chǎn)生更多更好的經(jīng)濟(jì)利益。
2 組成自動(dòng)化控制體系的主要部分
在現(xiàn)代汽車生產(chǎn)的領(lǐng)域中,比較傳統(tǒng)的電氣控制系統(tǒng)很多是集中式的模式,不過這種控制系統(tǒng)有很多的不足之處,如很多的現(xiàn)場(chǎng)導(dǎo)線以及配電盤的數(shù)量都會(huì)影響施工的質(zhì)量,這樣的環(huán)節(jié)是比較煩瑣的,同時(shí)線路還非常長,會(huì)嚴(yán)重的影響操作,出現(xiàn)一些操作困難的情況。在20世紀(jì)90年代末,電腦的控制模式逐漸取代了比較傳統(tǒng)集中的控制體系,全新的體系使用的就是以PLC作為核心,和老舊的密集型電纜有著本質(zhì)的不同。將工業(yè)以太網(wǎng)的形式進(jìn)行監(jiān)控,讓底層控制體系與中間控制體系之間組織成比較高效率的通訊。
2.1 目前汽車的輸送系統(tǒng)進(jìn)行自動(dòng)化控制主要的組成部分
當(dāng)下這個(gè)時(shí)期的汽車自動(dòng)輸送控制體系有以下幾個(gè)部分組成,分別是工業(yè)現(xiàn)場(chǎng)的總線,工業(yè)以太網(wǎng)還有PLC的控制體系三個(gè)部分。
工業(yè)的以太網(wǎng)屬于電腦網(wǎng)絡(luò)系統(tǒng)里局域網(wǎng)的分支,它作為工業(yè)基礎(chǔ)單元而出現(xiàn),很好地將自動(dòng)化系統(tǒng)進(jìn)行連接,而且還給工作站以及個(gè)人電腦提供非常高效穩(wěn)定的通訊,推動(dòng)了不但很廣還有高度開放成功的網(wǎng)絡(luò)實(shí)施,在通信功能方面有很顯著的成就。
工業(yè)現(xiàn)場(chǎng)總線屬于雙向控制的數(shù)字體系,它作為通訊體系可以很好地與系統(tǒng)現(xiàn)場(chǎng)裝置進(jìn)行連接,在控制方面有很好的效果。筆者在本文中進(jìn)行研究的現(xiàn)場(chǎng)總線使用的是分布式網(wǎng)絡(luò)。
將制造汽車的每個(gè)環(huán)節(jié)進(jìn)行有效的結(jié)合,利用工業(yè)現(xiàn)場(chǎng)總線的技術(shù)加上以太網(wǎng)體系,可以很好地實(shí)現(xiàn)汽車在生產(chǎn)中的自動(dòng)管理控制,這樣可以獲得預(yù)期的效果。
2.2 汽車總裝生產(chǎn)線的自動(dòng)化控制體系
需要在層次上把自動(dòng)化的控制體系劃分三個(gè)主要的層次,分別是設(shè)備層、管理層以及控制層(見圖1)。上位機(jī)和下位機(jī)這些數(shù)據(jù)設(shè)備利用系統(tǒng)通信單元進(jìn)行有機(jī)的連接,連接好控制層以及管理層,使用主控制器的PLC以及現(xiàn)場(chǎng)設(shè)備做好數(shù)據(jù)交換的工作。
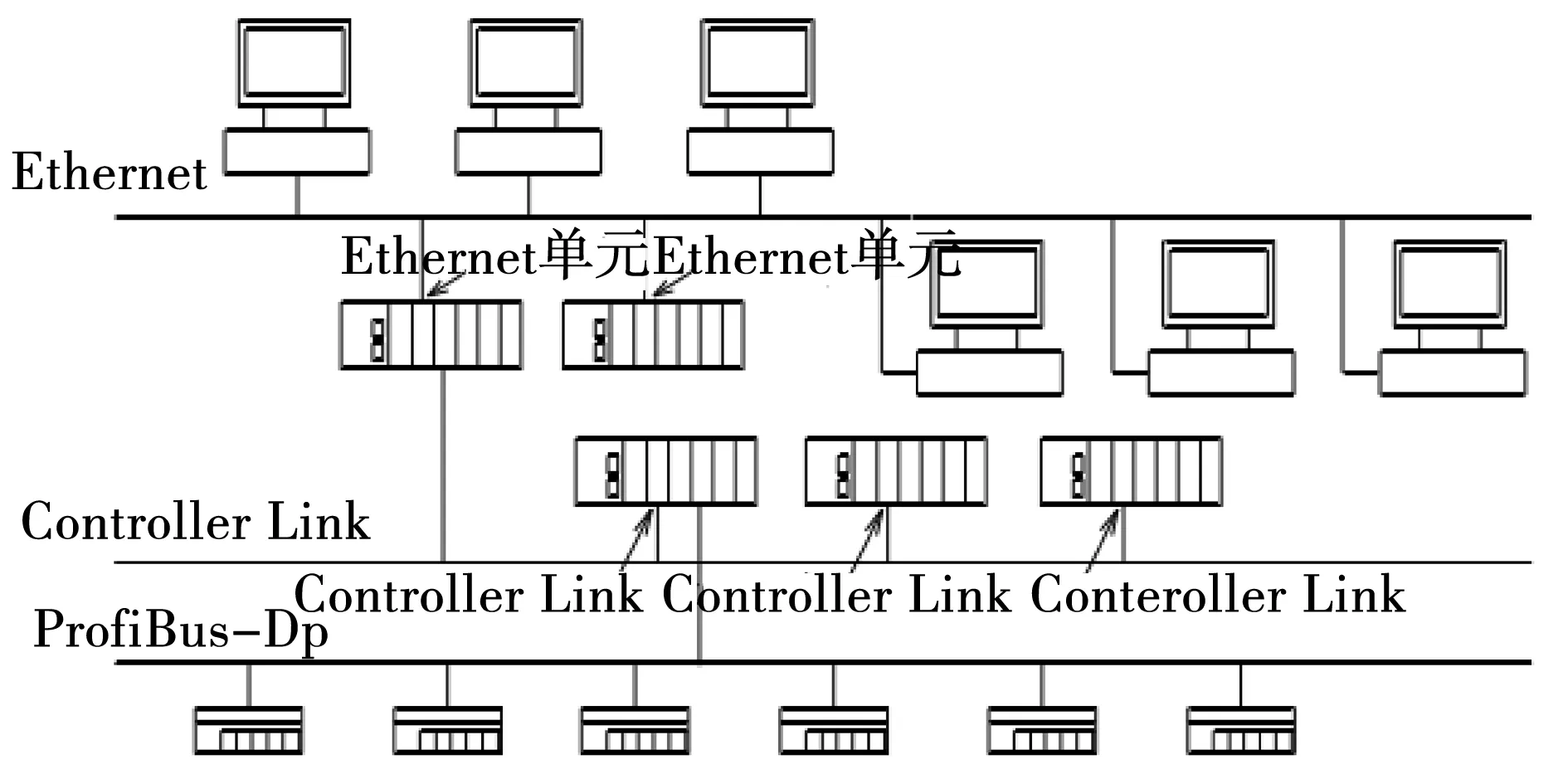
圖1 總裝車間管理層,控制層,設(shè)備層,網(wǎng)絡(luò)結(jié)構(gòu)圖Fig.1 Management layer, control layer, mechanical layer network structure diagram of assembly shop
組成這樣的網(wǎng)絡(luò)設(shè)備有以下幾個(gè):PLC主機(jī),數(shù)字量輸出模塊,工業(yè)以太網(wǎng)連接的處理器,網(wǎng)絡(luò)現(xiàn)場(chǎng)總線,IP67型輸出模塊和輸入模塊。能夠直接和工業(yè)現(xiàn)場(chǎng)總線進(jìn)行連接,同時(shí)是可以連接24個(gè)開關(guān)模塊。包括了數(shù)據(jù)的專業(yè)載碼體以及讀寫處理器這些識(shí)別系統(tǒng)組件。進(jìn)行終端顯示,就是在具體的制造中使用數(shù)值對(duì)可能出現(xiàn)的故障實(shí)行可視化的監(jiān)控,在進(jìn)行控制的具體過程中利用菜單體系進(jìn)行。在選擇傳感器方面需要使用三線制的現(xiàn)場(chǎng)插件。最后就是選擇變頻器,它涉及的是標(biāo)準(zhǔn)的RS485穿行接口,可以讓31臺(tái)變頻器與PLC和PC進(jìn)行連接。對(duì)它進(jìn)行具體實(shí)際操作可以使用數(shù)字鍵盤和標(biāo)的RS4接口實(shí)現(xiàn)。
3 結(jié)語
當(dāng)下的汽車自動(dòng)輸送與控制系統(tǒng),構(gòu)成它的主要部分分別是工業(yè)現(xiàn)場(chǎng)的總線、工業(yè)太網(wǎng)還有PLC自動(dòng)化系統(tǒng)。利用主要的管理部門進(jìn)行在線的監(jiān)督控制以及具體的管理工作,實(shí)現(xiàn)底層也可以進(jìn)行很好的有效果的控制。車間的數(shù)據(jù)管理體系必須要與中級(jí)的控制體系進(jìn)行很好的結(jié)合,才可以發(fā)揮出真正的作用,加上實(shí)時(shí)通信現(xiàn)在已經(jīng)非常高效,這就讓比較老舊的電纜被一些現(xiàn)場(chǎng)的總線以及控制箱進(jìn)行取代,這樣就可以很好地減輕裝配的難度,確保裝配的工作質(zhì)量。因此,以PLC技術(shù)為主的網(wǎng)絡(luò)控制體系有著很強(qiáng)的優(yōu)勢(shì),它在中國的汽車生產(chǎn)制造領(lǐng)域以及其他有關(guān)的領(lǐng)域都進(jìn)行了非常廣泛的使用。
[1] 趙興亭.總裝廠混線生產(chǎn)模式分析及生產(chǎn)能力提升[D].吉林大學(xué),2016.
[2] 肖超群.汽車內(nèi)飾件成型生產(chǎn)線自動(dòng)控制系統(tǒng)的研究與設(shè)計(jì)[D].湘潭大學(xué),2016.
Study on automatic conveying control system of automobile assembly line
ZHANG Zhen1, WANG He2
(1.Department of Painting and Coating Planning, Huachen BMW Automotive Co., Ltd., Shenyang 110000, China; 2.Department of Painting Workshop, Huachen BMW Automotive Co., Ltd., Shenyang 110000, China)
In recent years, automatic conveying control system has been paid more and more attention in the world. This article mainly elaborated the various craft of automobile assemblage, and made research on related technology of automobile assembly automatic conveying system.
Automobile production line; Automatic conveying; Control system; Strategy; Manufacturer
2016-10-12
張震(1976-),男,工學(xué)學(xué)士。
U466
B
1674-8646(2017)02-0034-02
猜你喜歡
新世紀(jì)智能(數(shù)學(xué)備考)(2020年11期)2021-01-04 00:38:16
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
兒童時(shí)代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
新高考·高一物理(2014年1期)2014-09-18 01:26:07
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
中國火炬(2010年7期)2010-07-25 10:26:09