“CO2氣體”保護焊在水平固定管焊接中應(yīng)用
2017-04-22 01:26:22任建均
科技創(chuàng)新導(dǎo)報 2016年33期
關(guān)鍵詞:焊接
任建均

摘 要:“CO2氣體”保護焊的自動化程度高,焊接過程中電弧穩(wěn)定性好。“電弧”的可持續(xù)性燃燒比較強,整條焊條的接頭也比較少,最終的焊接質(zhì)量比較穩(wěn)定。與此同時,CO2氣保焊電弧氧化性比較強,對于焊件表面的油污、銹敏感性比較低,焊縫的金屬擴散氫含量比較低,這樣就大大提高了焊接接頭方面的力學(xué)性能以及焊接的抗裂方面的性能。“CO2氣體”保護焊在管道焊接中的應(yīng)用也越來越廣泛。
關(guān)鍵詞:焊接 “CO2氣體”保護焊 水平固定 管道
中圖分類號:TG456 文獻標識碼:A 文章編號:1674-098X(2016)11(c)-0057-02
“CO2氣體”保護焊的焊接技術(shù)是一項高效率、低成本的焊接的重要的方法,這類焊接的工作方法在工業(yè)界方面有著非常廣泛的應(yīng)用。“CO2氣體”保護焊焊接技術(shù)在用于機械制造方面、化工技術(shù)方面、電力技術(shù)方面、船舶技術(shù)方面等相關(guān)的部門的實際應(yīng)用方面越來越廣泛,尤其是管道方面的焊接工作也比較廣泛,例如:供水方面、壓力管道方面、供氣方面、容器出口方面等伴隨著工業(yè)與科學(xué)技術(shù)的不斷發(fā)展,而水平固定對接位置焊接應(yīng)用廣泛。因此,掌握好水平固定管對接位置焊接的工藝要領(lǐng)十分必要,具有重要意義。
1 “CO2氣體”保護焊焊接工藝方面的重要特點及相關(guān)的分析
(1)“CO2氣體”保護焊焊接工作的缺點:難以使用一般的交流電源,焊接工作中飛濺出來的碎末比較多,因為使用了氣體的相關(guān)保護,不能夠在有風(fēng)的地方進行焊工操作、焊接的操作過程當中比較容易形成氣孔、層間夾雜等焊接方面的缺陷。
(2)“CO2氣體”保護焊焊接的主要優(yōu)點:抗銹的能力比較強、焊接的變形比較小、熔池可見性也比較好、焊接的成本比較低、焊接工作效率比較高、冷裂傾向比較小,以及適用于全位置焊接等眾多的優(yōu)點。不僅適用焊接薄板的焊接作業(yè),還經(jīng)常用于中、厚板管道方面的焊接工作。
2 在水平固定管對接方位焊接的操作特點剖析
水平固定管的焊接實際上是一條環(huán)形的焊縫工作,通常的規(guī)則都是按仰焊→仰立焊→立焊→立平焊→平焊的焊接次序進行的,其焊接方式緊接著焊縫的空間方位的改動而改動。為了達到單面焊接雙面成型的意愿,使反面成型比較好,就需要不斷改動焊條的角度。不僅如此,因為水平固定管在焊接時通常都是下部(仰焊)溫度低,上部(平焊)溫度高,所以控制焊接熱循環(huán)不是靠隨時調(diào)整電流,而主要是靠經(jīng)過運條方法的改動來達到溫度的均衡。因此在焊接過程中,尤其是第一層的焊接極易呈現(xiàn)反面透過焊肉過多或缺乏、外表高低不平、焊縫中存在氣孔、夾渣、接頭處發(fā)生縮孔、燒穿、焊瘤等焊接缺陷。
3 焊前管子試件的裝配
(1)清除管子坡口面及管道里、外兩側(cè)20 mm范圍內(nèi)的油、銹及其他污物,至露出金屬光澤。
(2)小管組對時,管子軸線中心必須要對正,內(nèi)外壁要齊平,避免產(chǎn)生錯口現(xiàn)象。留取對口間隙時,先焊的管子底部間隙要大,后焊的管子末端間隙稍小,一般相差0.5~1 mm。
(3)裝配與定位焊試件裝配定位焊所用焊絲應(yīng)與正式焊接時使用的焊絲相同,采用E50-6型號的焊絲,定位焊縫長10~15 mm。一般管點焊一處就行了,避免接頭多容易引起缺陷。
4 小徑管水平固定對接焊接工藝參數(shù)
小徑管水平固定焊“CO2氣體”保護焊焊接工藝參數(shù)見表1。
(1)“CO2氣體”保護焊打底焊操作技巧。
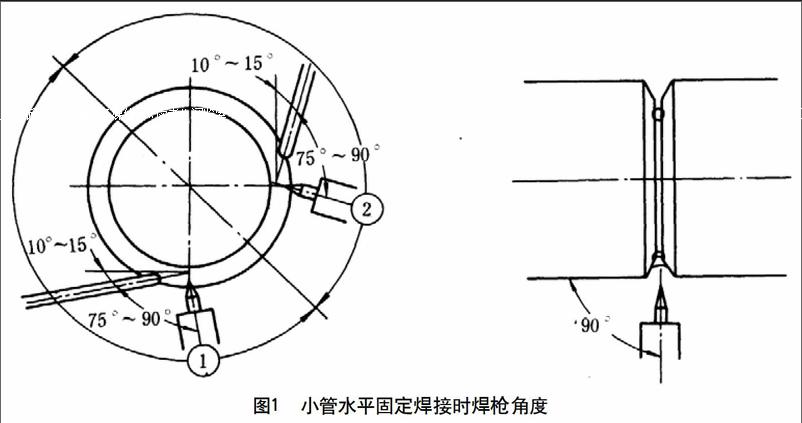
①管子的打底焊是決定單面焊雙面成型焊縫質(zhì)量的關(guān)鍵,打底焊將管子固定在水平位置,定位焊縫放在時鐘11點或1點鐘位置處,間隙較大的一端放在6點鐘位置處。焊槍角度如圖1所示。
②在仰焊的部位在6點鐘方向往左10 mm的方向引弧,按照反時針的方向進行了焊接。焊接打底層要嚴格控制好焊絲,槍嘴與焊縫的位置,即焊絲應(yīng)垂直于管子的軸線,槍嘴至兩管的距離要相等。引燃電弧之后,焊槍暫留于引弧處不移動,當獲得了8 mm左右的明亮清晰的熔池之后,才能夠往熔池填送焊絲。
③焊接的過程當中填絲動作要更輕快一些,焊槍移動的速度要更加均勻,才能夠保證焊縫的美觀性。當焊至3點鐘位置處,應(yīng)當暫時停止進行焊接。收弧的時候,首先應(yīng)當將焊絲抽離電弧的區(qū)域,然后將焊接電弧移到坡口邊上快速熄滅。
水平固定管子焊完一側(cè)后,焊工轉(zhuǎn)到管子的另一側(cè)位置。焊之前,應(yīng)當首先將焊縫起弧處的(6點鐘)方向修磨成斜坡狀并且要清理干凈之后,并且在6點鐘方向斜坡處的前面位置的10 mm處的方向引弧移至接頭的方向,焊槍不移動,當獲得明亮清晰的熔池之后再進行填加焊絲,按照順時鐘的方向焊至12點鐘方向位置,接好最后一個頭,最后封口時,電弧要稍作停留,等熔池徹底相互熔化后,將電弧快速移到坡口邊熄滅。
(2)填充焊的時候雖然不像打底焊那樣容易出嚴重的缺陷,但是如果工藝不得當?shù)牡胤揭步?jīng)常會出現(xiàn)氣孔問題、夾渣問題、熔合比過大(由咬邊造成)問題等。因此,在進行填充焊的時候,焊道的寬度應(yīng)當逐漸加大。為了使坡口的兩側(cè)熔合度更好一些,使擠出的層間雜質(zhì)浮于熔池的表面位置,在運條的時候就要不斷進行改變焊絲的空間的相關(guān)位置,并且注意壓低電弧的方向。
(3)蓋面層焊接。蓋面層施焊前,應(yīng)將前層的熔渣和飛濺清除干凈,焊縫接頭處打磨平整。
①引弧。水平固定管的焊接從管子的底部仰焊位置開始工作,分為兩半對稱式進行焊接,先進行焊的一半稱為前半部,后進行焊的一半稱為后半部。
前半部焊接引弧時,引弧位置在靠近后半部10~15 mm處,電弧引燃后拉至后半部5 mm左右的地方,預(yù)熱,1.5~2 s,使坡口兩側(cè)接近熔化狀態(tài),立即壓低電弧,進行焊接。形成焊接熔池后,連弧向前擺動焊接。
②蓋面焊。蓋面層的焊接難度越大,越容易出現(xiàn)咬邊的情況、焊縫也出現(xiàn)超高的情況、接頭不良以及氣孔等焊接方面的缺陷。為了保證蓋面焊縫成形的美觀性,焊接的過程當中不產(chǎn)生上述的缺陷,焊接操作過程中必須要求掌握正確的運條的方法以及比較合適的焊條的角度方式。
5 結(jié)語
隨著“CO2氣體”保護焊越來越廣泛的應(yīng)用,采用“CO2氣體”保護焊按以上操作方法對水平固定管焊接,其背面余高可以控制在合理范圍之內(nèi),同時熔透程度良好,表面成形美觀。
參考文獻
[1] 天津市機電工業(yè)總公司.電焊工必讀[M].天津科學(xué)技術(shù)出版社,2001.
[2] 王長忠.焊工工藝與技能訓(xùn)練[M].中國勞動社會保障出版社,2006.
猜你喜歡
現(xiàn)代商貿(mào)工業(yè)(2016年14期)2016-12-27 16:36:43
科教導(dǎo)刊·電子版(2016年30期)2016-12-26 16:43:00
現(xiàn)代商貿(mào)工業(yè)(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(2016年11期)2016-06-16 15:47:07
企業(yè)導(dǎo)報(2016年8期)2016-05-31 18:40:49
