基于宏程序的正弦曲線零件數控銑削加工
2017-04-26 23:45:17馬曉宏汪銀春
新教育時代·教師版 2016年44期
馬曉宏+汪銀春
摘要:通過對正弦曲線的分析研究,巧妙利用CAM軟件創建表達式,繪制出的正弦曲線,編制出一個通過變量變化和公式的宏程序。最后在數控銑床上銑削加工成形。
關鍵詞:正弦曲線宏程序銑削加工
一、引言
當前我國制造業正處于高速發展時期,其中數控加工在制造業中占有重要地位,企業急需高素質的數控技能人才。數控程序的編寫已經成為數控工人必備的知識,宏編程更是提高編程技能與操作技能不可或缺的工具。隨著計算機技術的發展,CAD/CAM編程已經成為當前主流的編程方式,但是它并不能替代宏編程。宏編程作為手工編程的擴展,可以提供更靈活的編程方式,它可以使我們的編程工作變得非常簡單、高效。隨著個人工作經驗的增長,宏編程會發揮更大的作用,產生更高的生產效率。不同的數控系統會提供不同的宏程序編寫格式,甚至不同的系統型號也會有所差異,但是在編程思路與技巧上是一致的。本文的宏程序編程采用市場擁有率較高的FANUC0i系統。現把編寫正弦曲線零件的銑削加工程序和加工的實例分享給大家。
二、實例分析
如圖1所示,編寫圖中零件正弦曲線部分的銑削加工程序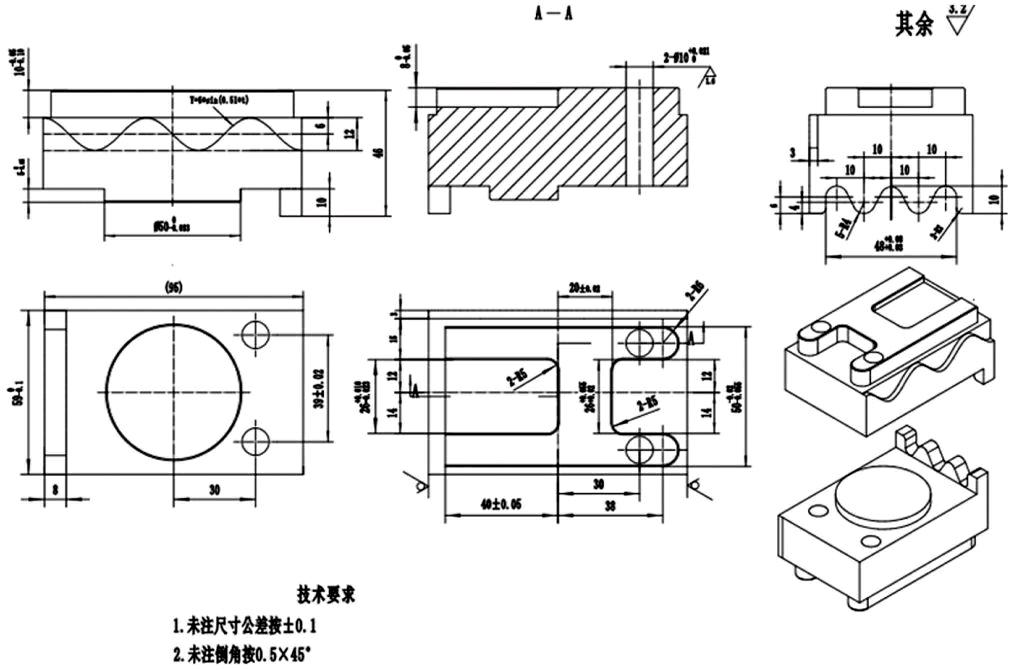
下面我就利用圖2所示的正弦曲線編程來闡述宏程序在FANUC系統數控銑床編程中的應用。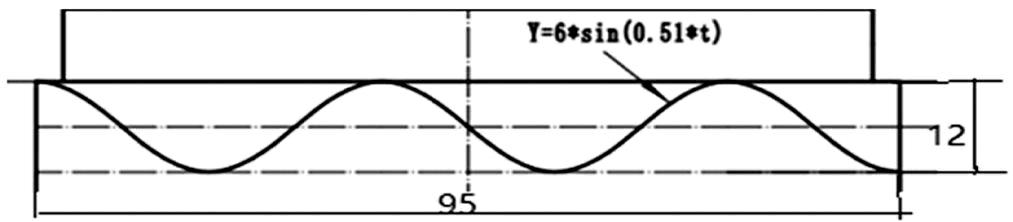
利用CAM軟件我們先通過計算機繪制出圖2中的正弦曲線。
該正弦曲線由兩個周期半組成.總角度為9000(選擇900~9900這個區間.大家可以根據自己的編程習慣來確定曲線原點).選擇不同的角度區間).沿X軸方向將該曲線分成900段線條,當正弦曲線角度變化1度,正弦曲線在X軸移動95/900mm。即得出公式X=(95/900)*t。改正弦曲線的振幅為6mm,即得出公式Y=6*sin(t)。通過這兩個公式即可計算出正弦曲線的每一點的X和Y坐標,即可編寫加工程序。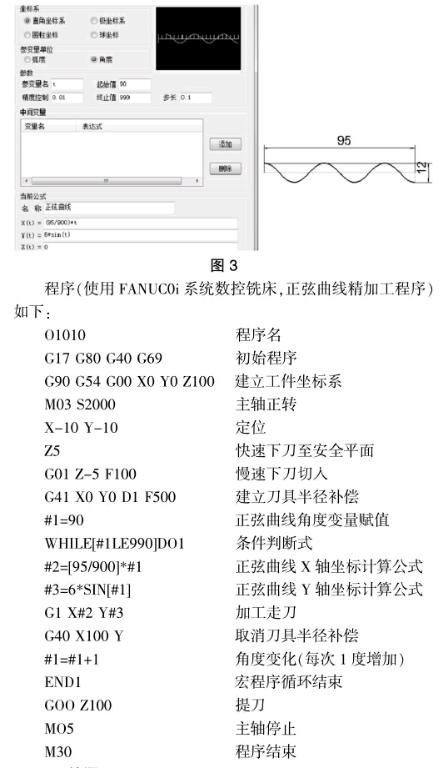
三、結語
對于規則的曲線用宏程序編程與CAM軟件相比起來較簡單,可以大大地節省編程時間,縮短程序,提高加工效率。在宏程序的編寫中,關鍵要抓住X、Y、Z三坐標軸及相應參數之間的相互關系,通過計算式來計算出各軸的坐標值就可以完成零件加工。
參考文獻
[1]陳海周.數控銑削加工宏程序及應用實例[M].北京:機械工業出版社,2008.
[2]沈劍鋒.數控銑床及加工中心編程技能鑒定[M].北京:化工出出版社,2007.
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
工會博覽(2022年16期)2022-02-04 16:58:24
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
中國公路(2017年19期)2018-01-23 03:06:33
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
學苑創造·A版(2017年6期)2017-06-23 14:10:46
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
Coco薇(2015年11期)2015-11-09 13:03:51