鋰電池極片輥壓自動換卷方法設計
2017-05-02 23:52:36關玉明趙芳華邱子楨
制造業自動化 2017年3期
關鍵詞:設計
關玉明,姜 釗,趙芳華,邱子楨
(河北工業大學 機械工程學院,天津 300130)
鋰電池極片輥壓自動換卷方法設計
關玉明,姜 釗,趙芳華,邱子楨
(河北工業大學 機械工程學院,天津 300130)
鋰電池的正負極極片輥壓是鋰電池生產的一個 重要環節。根據現有極片輥壓換卷方法中的不足,提出了一種自動換卷方法。此種方法可有效減少在傳統換卷過程中所造成的極片污染,提高了生產效率。通過對整機建模并應用Solidworks軟件對整機的關鍵零件進行優化設計分析,最終得到滿足工作需要且目標最優的零件結構尺寸。為電池極片輥壓換卷提供了一 種新的方 法。
鋰電池;極 片輥壓;Solidworks;優化設計
0 引言
如今鋰能在人們的生活中扮演的角色日益重要。鋰電池極片制造中,在涂布之后須將極片進行輥壓 將正負極材料進行進一步壓實,增大電池的放電容量,減小內阻,提高鋰電池的利用率[1,2]。

圖1 鋰電池極片輥壓工作
在輥壓機 的前端是待輥壓的極片 放卷工位,輥壓機末端是輥壓后的極片收卷工位。現有極片生產中,放卷和收卷的極片都是纏繞在氣脹軸上,氣脹軸兩側均為方形軸端。人工將氣脹軸放 至在兩端的安全夾頭內,其中一端通過電機帶動氣脹軸旋轉從而完成極片的收放工作。傳統方法有很多不足之處。首先過多依賴人工;其次,在換卷過程中很容易造成電池極片的 污染;最后,由于裝置原因,在工人換卷過程中,氣脹軸與安全夾頭的頻繁接觸碰撞很容易產生細小的金屬粉末,極易粘附到極片上,造成電池性能降低,嚴重時還會造成電池報廢并帶來危險。因此提出了一種新的換卷方法,可成功解決上述問題。并運用Solidworks對關鍵零部件的關鍵尺寸參數進行優化設計分析。
1 極片輥壓自動換卷結構設計
此種自動換卷方法可同時適用于極片的放卷和收卷工位,以放卷工位為例。
1.1 氣脹軸總成設計
為了克服傳統氣脹軸裝夾方法的不足,應改變具有方形軸端的氣脹軸與安全卡盤的裝夾方式。在氣脹軸的兩端連接上左套筒和右套筒。
左套筒一端內有與氣脹軸相配合的方孔,并通過盈連接固定在氣脹軸左端,左套筒另一端內部有圓錐孔,外部有圓環槽[3]。左套筒如圖2所示。
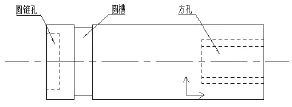
圖2 左套筒示意圖
右套筒一端也有與氣脹軸相配合的方孔,并通過盈連接固定在氣脹軸右端,另一端外部有螺紋,以增加夾緊摩擦力[4]。右套筒如圖3所示。
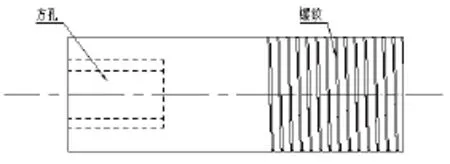
圖3 右套筒示意圖
1.2 左端氣缸總成設計
氣缸上安裝有3個卡爪,卡爪端部有與左套筒左端的圓環槽相配合的圓弧。定位圓錐頂尖與左套筒的圓錐孔接觸時為圓錐頂尖定位方式。氣缸收緊時卡爪便可與左端套筒的圓環槽相嚙合,隨著絲杠帶動傳動,氣缸可通過絲杠帶動沿著氣脹軸軸向方向移動,氣缸固定在氣缸支撐座上。左端氣缸總成如圖4所示。
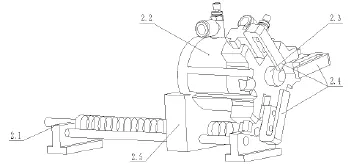
圖4 左端氣缸總成示意圖
1.3 小車總成設計
小車總成如圖5所示,交叉板上端連接在支撐板下端,下部分別與交叉板支座和滾動輪連接組成差減機構,通過升降氣缸帶動支撐板的升降來控制氣脹軸組件的高度。人工抬放所述氣脹軸組件時,避免將V型架與左套筒的圓錐孔或是與右端套筒右端的螺紋線相接觸。
2 極片輥壓自動換卷工作步驟
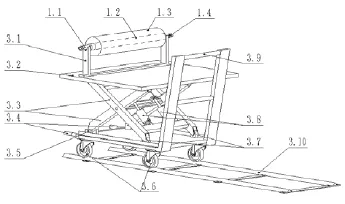
圖5 小車總成示意圖
在未放上氣脹軸組件前,氣缸處于其左端極限位置,3個卡爪為松開狀態,三爪油壓夾頭的夾頭為松開狀態。小車總成中的差減機構位于其豎直方向的下極限位置。首先,人工將已纏繞有待輥壓的極片氣脹軸組件抬放至V型架上,左套筒和右套筒由V型架支撐。然后移動小車沿導軌至機架總成前端,令小車總成前端的兩根定位鐵棒頂住定位板,以實現氣脹軸組件的定位。之后,通過小車總成中的差減機構帶動V型架上的氣脹軸組件升到與左端氣缸總成和三爪油壓夾頭的中軸線位置,完成氣脹軸組件的軸向定位。接著,氣缸通過絲杠由其左端位置向右移動,期間,定位圓錐頂尖會頂住左端套筒左側的圓錐孔,推動氣脹軸組件在V型架上向右滑動至相應位置并停止移動,三爪油壓夾頭工作將右端套筒夾緊。此時,左端氣缸總成與三爪油壓夾頭將氣脹軸組件夾住。最后,小車退出,放卷完成后輥壓機由三爪油壓夾頭旋轉放卷并開始輥壓工作。此過程氣缸上的3個卡爪不工作。
當放卷裝置中的極片全部完成輥壓需卸下時,類似之前工作方式,將小車總成推到合適位置,完成小車總成與氣脹軸的定位。此時,V型架已與氣脹軸組件中的左套筒和右套筒相接觸。三爪油壓夾頭松開,左端氣缸通過帶動其3個卡爪夾緊左端套筒左側的圓環槽,并通過絲杠傳動拉動氣脹軸組件在V型架上沿軸向左移,移至一定位置后松開卡爪,然后通過絲杠傳動繼續向左移動至其左端極限位置。此時,放卷完成的氣脹軸組件已全部由V型架支撐,然后小車總成的差減機構向下移動,最后小車退出,完成一整套放卷機構的換卷工作。在收卷工作中類似于放卷方法。自動換卷方法總體結構如圖6所示。
3 關鍵零件的結構優化
在收卷工位卸卷時,卡爪須克服氣脹軸組件中左右套筒與V型架的摩擦力向左移動,又因為左套筒的一端既有圓錐孔,外部又有圓槽,受力復雜,有必要對其結構尺寸進行優化[5]。同樣卡爪的受力也較復雜,尺寸參數同樣需要進一步優化設計[6]。
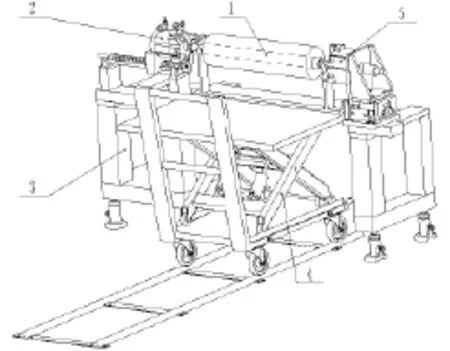
圖6 自動換卷方法總體結構示意圖
根據最初左套筒和右套筒的設計尺寸和材料屬性,用Solidworks自帶的質量計算功能得到氣脹軸組件的各零件的材料和質量如表1所示。
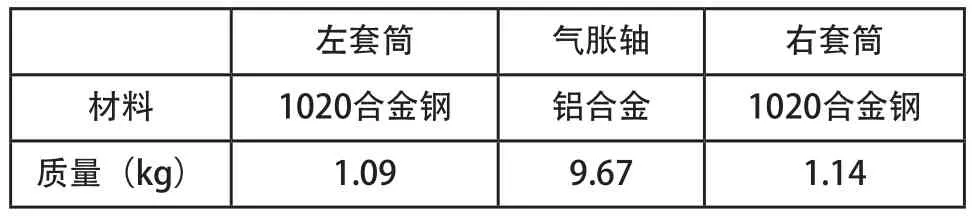
表1 氣脹軸組件零件材料和質量
在V型架與左右套筒相接觸面上包有聚縮醛材料以降低摩擦力,其與合金鋼的摩擦系數為0.35。所以卡爪作用于左套筒的力為:

3.1 左套筒結構優化
對于左套筒來說,由于卡爪卡到圓槽內,所以圓槽處的受力較復雜,最初設計槽深為3mm,運用Solidworks Simulation對左套筒進行仿真分析,對左套筒進行劃分網格時,采用最良好的網格劃分并選用基于曲率的網格參數以提高 仿真結果[7,8],仿真仿真結果如圖7所示。
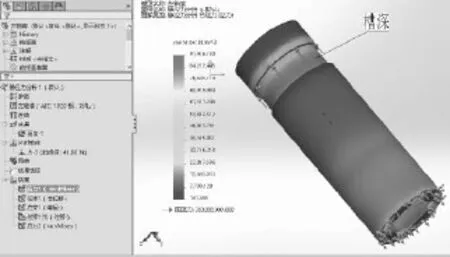
圖7 左套筒靜應力仿真分析
建立新的設計算例,選取槽的深度為變量,選取3mm至10mm為優化范圍,步長定為0.2mm,一共對41種情況運行優化[9]。結果顯示,當槽深為4.5mm時,左套筒應力最低,運行結果如圖8所示。
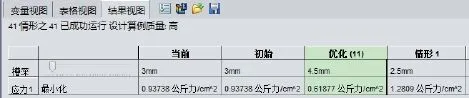
圖8 左套筒設計算例運行結果
對最初設計槽深時的3mm和最優化的設計槽深4.5mm分別對整個圓槽外表面進行應力探測[10],運行結果如圖9、圖10所示。可以看出,當槽深為4.5mm時,左套筒圓槽處所受應力明顯降低,應力集中現象也有很大減少。
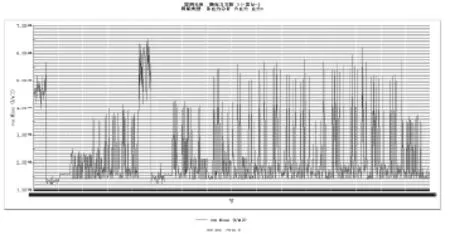
圖9 槽深3mm時圓槽處應力探測結果
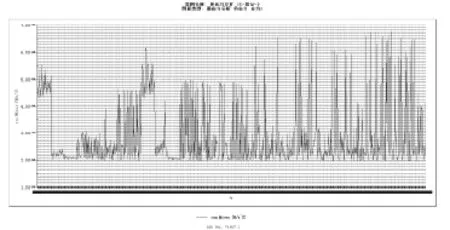
圖10 槽深4.5mm時圓槽處應力探測結果
3.2 卡爪結構優化
由于卡爪為設計零件,對卡爪的尺寸進行優化也很有必要。由左套筒圓槽槽深設計優化結果,運用Solidworks Simulation對單個卡爪進行仿真分析,作用在單個卡爪上的力的作用半徑為4.5mm,力的大小為:

【】【】
運行仿真結果如圖11所示。
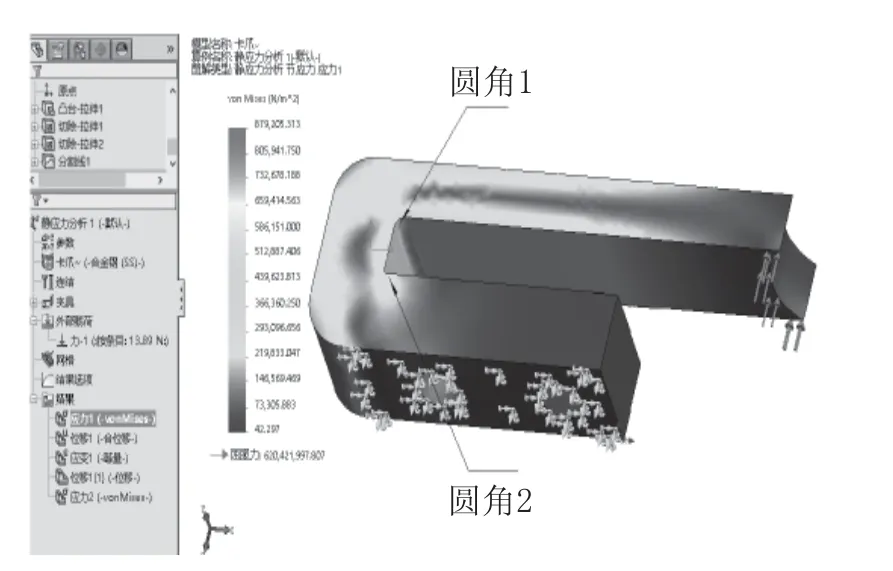
圖11 卡爪靜應力仿真分析
對應力集中較明顯的圓角1和圓角2進行設計優化。最初設計圓角1半徑為5mm,圓角2半徑為2mm。優化時,圓角1的半徑選取范圍從4mm到10mm,步長定為1mm。圓角2的半徑選取范圍從1mm到10mm,步長定為0.5mm。一共對135種情況運行優化,運行結果如圖12所示。
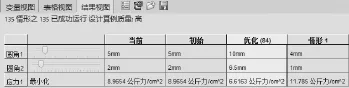
圖12 卡爪設計算例運行結果
結果顯示,當圓角1半徑為10mm,圓角2半徑為6.5mm時,卡爪所受到的應力集中現象最小。較最初設計尺寸的應力可減小26%左右。
4 結論
設計一種鋰電池輥壓極片自動換卷方法,極片更換卷由小車來回運輸與支撐,通過推車與機架總成的相關機構來完成氣脹軸組件分別與左端氣缸和三爪油壓夾頭的定位與夾緊、旋轉以完成極片的輥壓工作。此方法可同時在鋰電池極片輥壓的收卷和放卷中得以實用。并運用Solidworks對關鍵零件的尺寸進行優化,此方法可有效減少在傳統換卷過程中所造成的極片污染,提高生產效率。
[1] 馬嵩華,田凌.鋰電池極片輥壓機剛度分析與結構優化[J].中國機械工程,2015,06:803-808.
[2] 李徐佳,高殿榮,楊占兵,胡珊.鋰電池極片干燥箱風速場均勻特性研究[J].機械設計,2011,08:77-81.
[3] OU S Y,TIAN J H,YANG C Y. Design and implementation of a DSP-based fast charger for Li-ion battery[J].IEEE PEDS 2011,2011(12):809-812.
[4] KOLEN J F,HNTCHESON T.Redneing the time complexity of the fuzzy c-means algorithm[J].IEEE Transactions on Fuzzy Systems,2002,10(2):263-267.
[5] E. Bellos,C.Tzivanidis,K.A. Antonopoulos,G. Gkinis. Thermal enhancement of solar parabolic trough collectors by using nanofluids and converging-diverging absorber tube[J].Renewable Energy,2016.
[6] Qi Cheng,Shengwei Wang,Chengchu Yan. Robust Optimal Design of Chilled Water Systems in Buildings with Quantified Uncertainty and Reliability for Minimized Life-Cycle Cost[J]. Energy & Buildings,2016.
[7] 鄭永峰,郭正興.變形灌漿套筒連接性能試驗研究及有限元分析[J].建筑結構學報,2016,03:94-102.
[8] 陳超祥,胡其登.Solidworks Simulation基礎教程[M].北京:機械工業出版社,2014.
[9] Wenjie Gang,Shengwei Wang,Godfried Augenbroe,Fu Xiao. Robust optimal design of district co oling systems and the impacts of uncertainty and reliability[J].Energy & Buildings,2016.
[10] 陸宗學,崔世義,劉勇,姚貴昌.基于SolidWorks Simulation的重載機械手主梁有限元分析[J].機械工程師,2013,11:129-130.
Design of automatic roll changing method of Lithium-ion battery pole piece
GUAN Yu-ming, JIANG Zhao, ZHAO Fang-hua, QIU Zi-zhen
TM912
:A
1009-0134(2017)03-0112-04
2016-08-23
關玉明(1957 -),男,河北滄州人,教授,碩士,研究方向為機電成套設備及關鍵技術。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04