物料搬運機械手控制系統的設計
2017-05-05 16:53:06呂珊珊
農家科技下旬刊 2016年8期
呂珊珊
摘 要:機械手的全部動作均由汽缸驅動,而汽缸又由相關的電磁閥控制。其中,上升/下降、伸出/收縮和放松/夾緊均由一個線圈兩位置的電磁閥控制。物料搬運機械手PLC控制系統是一個以PLC為核心控制器、汽缸、電磁閥、傳感器為外圍設備所構成的PLC單機控制系統。這個系統以PLC硬件電路、氣動控制電路為基礎,以PLC控制軟件(控制程序)為核心。
關鍵詞:PLC;機械手;物料;FX系列
一、物料搬運機械手的工作原理
本設計中的氣動物料搬運機械手任務是將工作件從A處搬運到運輸帶上的B處,然后由運輸帶將工作件運輸出去。機械手的全部動作均由汽缸驅動,而汽缸又由相關的電磁閥控制。其中,上升/下降、伸出/收縮和放松/夾緊均由一個線圈兩位置的電磁閥控制。
在機械手“取與放”搬運系統中,定義原點為左下方所到達的極限位置,機械手處于放松狀態。機械手的工作過程為:啟動后機械手夾緊工作-夾住工作件上升到頂端-橫向移動到右端-下降到B處-機械手松開,把工作件放到B處-機械手上升到頂端-橫向左移到左極限-下降到下線原點處,如此循環往復。若中途按停止按鈕,機械手并不立即停止,而是在當次循環所有過程都執行完后回到原點才能停止。
二、FX系列PLC步進順序指令
在實際應用中不難發現,用基本邏輯指令實現較復雜的順序控制時,程序設計困難,梯形圖比較復雜,不易理解。狀態轉移圖編程就是針對這些問題而問世的。PLC廠家為了方便用戶的應用,開發出步進順序控指令,使復雜的程序得以方便地實現。FX系列PLC的步進順控指令有兩條:一條為步進觸電(步進開始)指令STL,一條是步進返回(步進結束)指令RET。
STL步進觸電指令用于“啟動”某個狀態,操作組件為狀態繼電器S0~S899。RET指令用于返回主母線,其表示狀態(S)流程的結束。每個狀態器有3個功能:驅動有關負載、指定轉換目標和指定轉移條件。狀態S40驅動輸出Y000,其轉換條件為X001,當X001的常開觸點閉合時,狀態S40向S41轉換。STL觸電與母線相連,與STL相連的起始觸電要用LD、LDI指令。使用STL指令后,相當于母線右移到STL觸點右側,一直到出現下一條STL指令或者出現RET指令為止。RET指令使右移后的母線回到原來的母線。使用STL指令使新的狀態置位,前一狀態自動復位。STL指令和RET指令是一對步進(開始和結束)指令。在一系列指令STL后,加上RET指令,表明步進梯形指令功能的結束,LD點返回到原來母線。
三、控制電路設計
1.明確輸入/輸出設備,分配PLC的I/O地址
(1)確定輸入/輸出點。根據控制要求分析,機械手PLC輸入設備有1個啟動按鈕、1個停止按鈕、氣爪的抓緊釋放檢測開關1個、升降汽缸的位置檢測開關2個和伸縮汽缸的位置檢測開關2個。由此確定,PLC需要7個輸入點。
本設計需要控制伸縮汽缸的伸出和縮回、升降汽缸的上升與下降和氣爪的夾緊與釋放,故需要5路控制輸出信號。由此確定,PLC需要5個輸出點與其連接。
(2)PLC的選擇。PLC的選擇主要根據輸入/輸出點數以及輸入/輸出形式來選擇。本系統共需要7個輸入點和5個輸出點,為考慮系統將來的擴展裕量(20%的裕量),應選擇輸入點為9個,輸出點為6個的小型PLC以滿足本項目的控制要求。接觸器的電壓和電流要根據其中控制的伸縮汽缸、升降汽缸和氣爪的額定電壓和電流選擇,電磁閥要根據伸縮汽缸和升降汽缸的功率選擇。
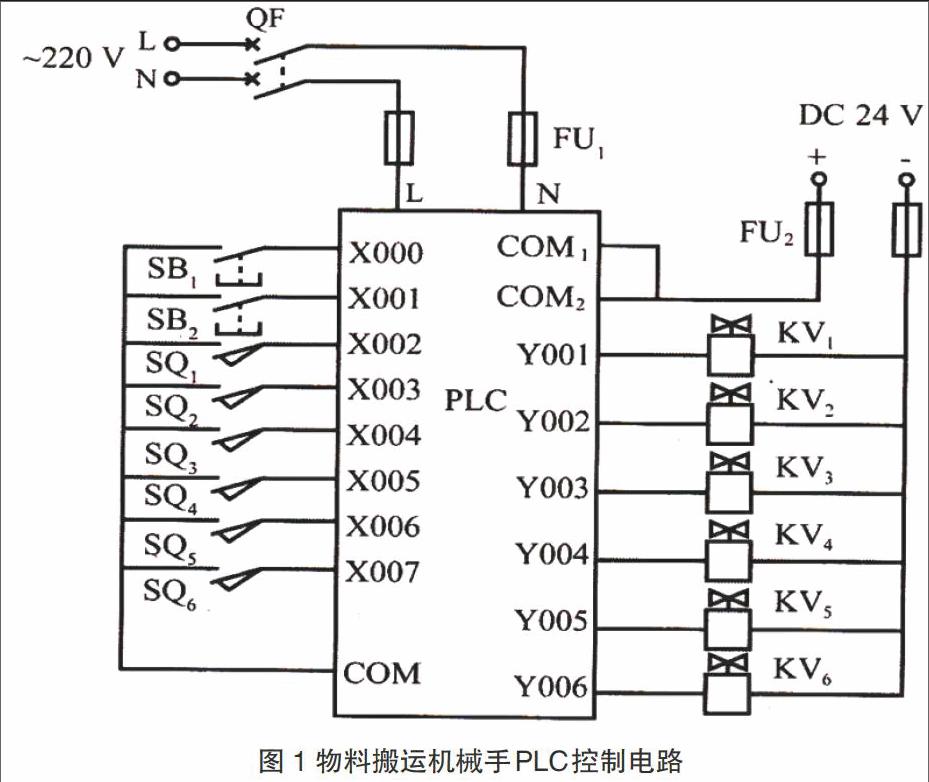
(3)系統控制電路。物料搬運機械手PLC控制系統的PLC控制短路。如圖1所示。
四、PLC控制程序設計
根據系統要求和控制系統的具體情況繪制程序流程圖或狀態轉移圖,這是整個程序設計的核心部分。采用合理的編程方法設計PLC程序,程序要以滿足系統控制要求為主線,逐一編寫實現控制功能或各子任務的程序,逐步完善系統指定的功能。
將設計好的程序用編程器或編程軟件輸入PLC中進行檢查,修改程序中的錯誤。用模擬設備按照工藝要求和控制要求進行模擬調試,發現問題應立即修改和調整程序,直到滿足工藝流程和控制要求為止。根據物料搬運機械手的工藝過程和I/O分配,繪制出系統的狀態轉移圖。
狀態轉移圖就是右狀態和狀態轉移條件及轉移方向構成的流程圖。步進順控的編程過程就是設計狀態轉移圖的過程,其一思想為:將一個復雜的控制過程分解為若干工作狀態,搞清楚各狀態的工作細節(各狀態的功能、轉移條件和轉移方向),再依據總的控制順序要求,將這些狀態聯系起來,就形成了狀態轉移圖。
參考文獻:
[1]朱志偉,劉紅兵.傳感器原理與檢測技術[M].南京:南京大學出版社,2012.
[2]李智明. 電氣控制與PLC及變頻器技術應用[M].北京:清華大學出版社,2012.
