薄壁深孔零件的車削加工
2017-05-08 23:40:21陳彩梅
廣東教育·職教版 2017年4期
關鍵詞:圖紙
陳彩梅
薄壁深孔件是數控車削加工中存在剛性差,強度弱,易變形,不易保證加工質量的難題。本文從圖紙分析,工藝的編排,夾具、刀具及設備的選用等方面,完整介紹薄壁深孔零件伸縮筒的車削加工的整個過程,為解決以上難題提供了很好的依據及借鑒。
一、薄壁深孔不規則盲孔零件圖紙分析
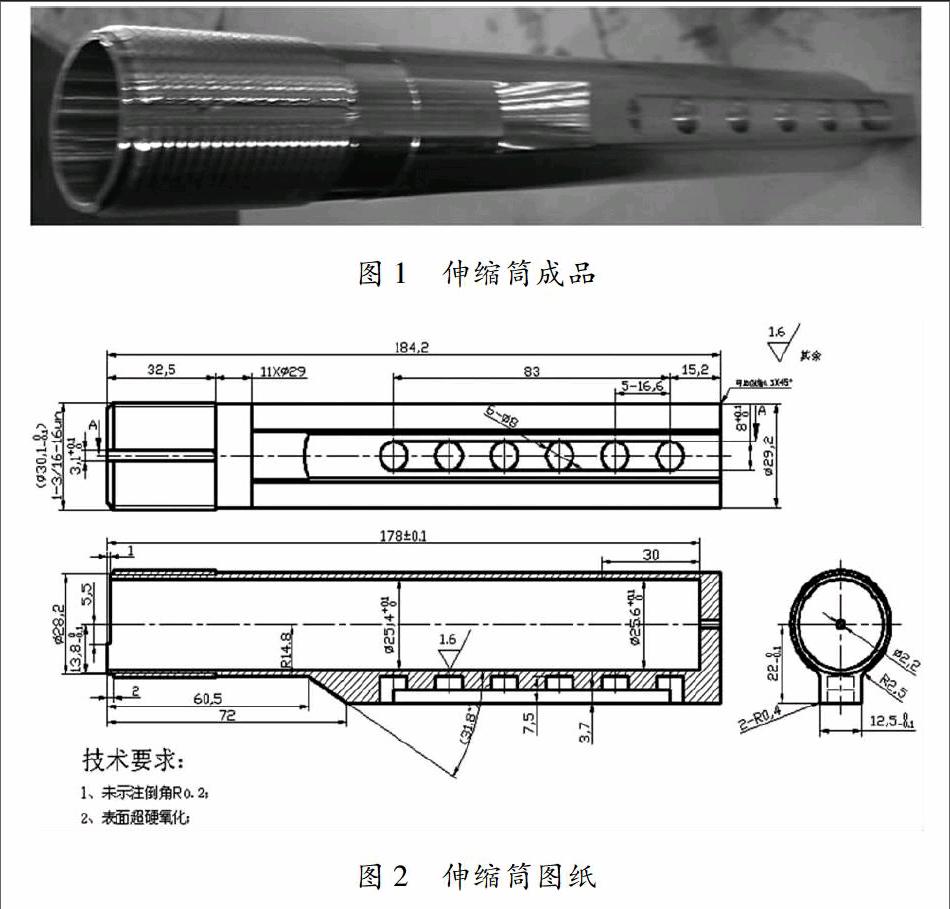
結合圖1伸縮筒成品及圖2伸縮筒圖紙作出如下分析:
(1)薄壁裝夾受力易變形。伸縮筒為薄壁深孔筒狀盲孔零件,最薄壁厚單邊只有1.4mm;外圓上有凸臺帶鍵槽,鍵槽內6-Ф80+0.1mm孔,厚度不均勻,而且盲孔排屑困難。常規夾具裝夾受易變形,控制尺寸。
(2)伸縮筒帶外圓凸臺,裝夾難。車加工時三爪卡盤裝夾會與伸縮筒上的外圓上凸臺產生干涉。如果用四爪裝夾零件的精度很難保證,且校正費時。
(3)工序內容多,重復裝夾。伸縮筒的加工工序內容多,多次裝夾必定帶來裝夾誤差,耗時長,效率低。這與要求相矛盾。如25.4×178mm,內孔有0.1mm公差,光潔度要求為1.6,用數控車加工可以考慮用絞刀來加工。
整個伸縮筒結構是薄壁孔深且是盲孔的不規則零件,主要選用數控車,銑床輔助。加工要綜合考慮加工工藝的編排、夾具、刀具、設備的選用等。
二、加工工藝過程
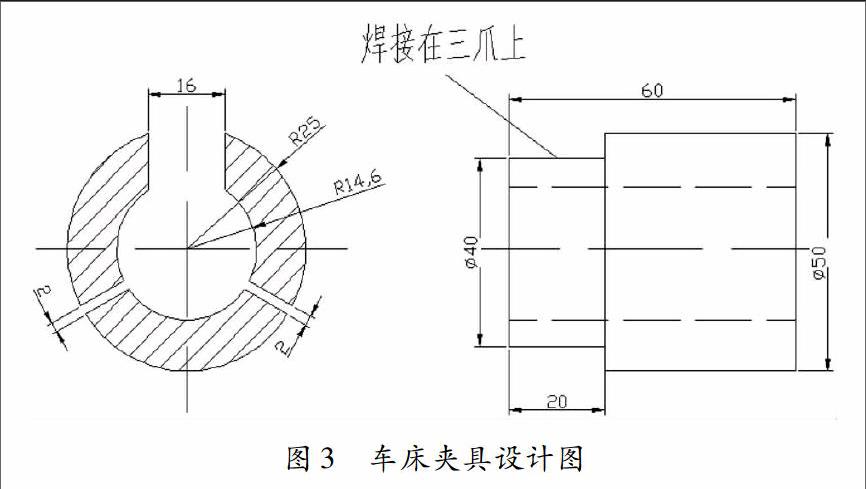
據現有的加工條件和伸縮筒加工內容,在數車上加工工藝過程見表1:
加工工藝說明:
(1)為了發揮數控車床的優勢和零件的尺寸統一,在車床的主軸套筒里面放一個定位心軸,以零件的端面作為定位,這樣加工每個零件時不用每次對Z軸的刀尖。
(2)鉆孔時鉆頭安裝在尾座,工件在卡盤。鉆孔時為了保證178長度0.1mm的公差,在車床的中拖板上放置一個百分表,尾座套筒上安裝一個定位板,當鉆頭鉆到178深度時把中拖板上的百分表碰到定位板,百分表調零,以后每件鉆孔當定位板一碰到百分表零位時就退出鉆頭,從而保證長度公差。
(3)在車削時使用適當的冷卻液(如乳化油),能增加表面光潔度,使加工表面更好地減少受熱變形。
三、車床夾具設計、制造、使用
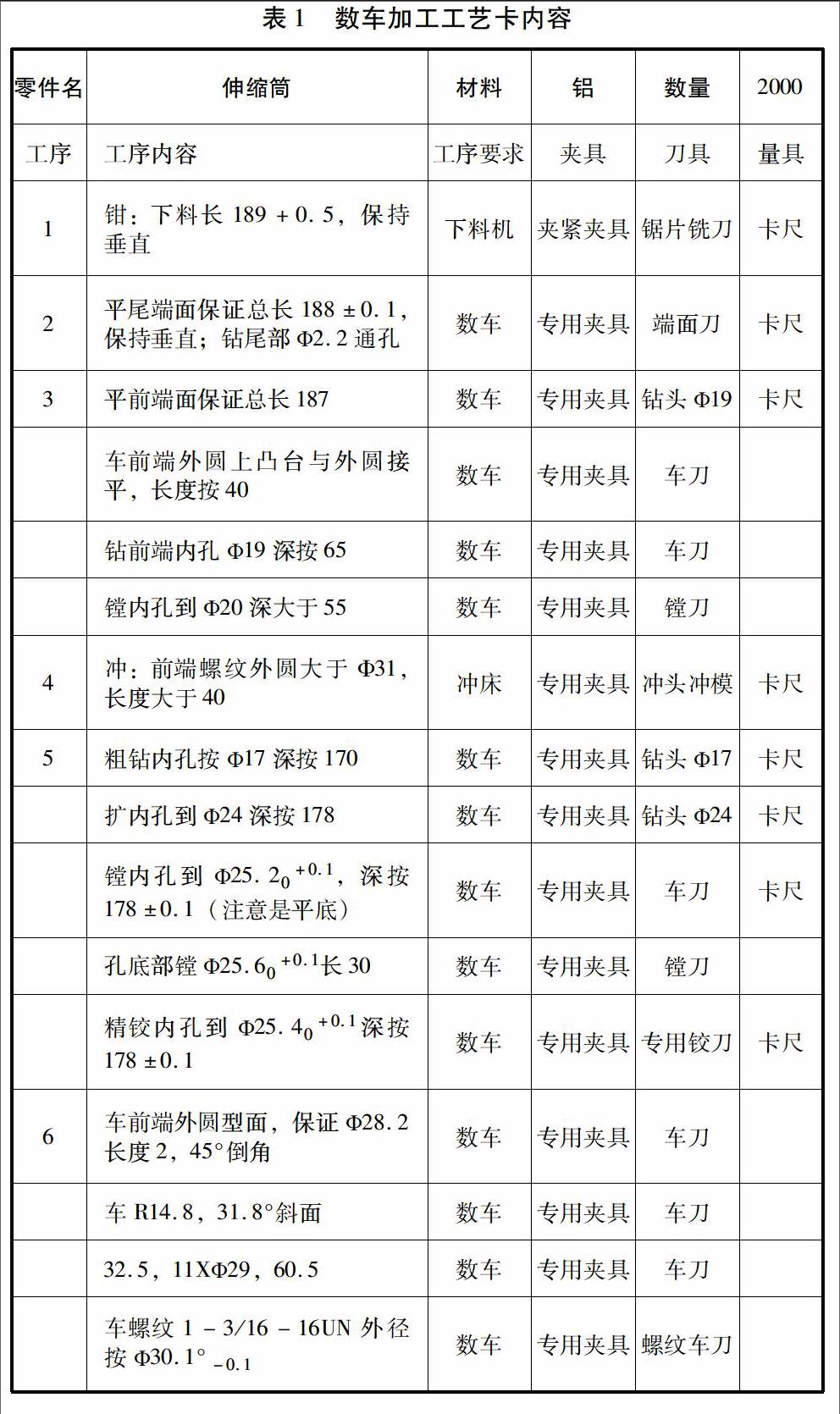
1.車床夾具設計圖(見圖3)
根據加工設備和伸縮筒的結構特點,結合上表的加工藝過程,主要設計以下夾具:
此夾具類似軟卡爪。車床采用徑向夾緊時,采用增大伸縮筒受力面積、增強剛性。另外開口16 mm解決車床裝夾干涉問題。夾具用線切割制作,完全能滿足圖紙±0.1mm公差要求。
2.夾具制造
①把做軟卡爪的軸車成二階臺階,把40mm的一端在車床夾緊,50mm頂住卡爪,如圖4所示。
②把整個卡盤和臺階軸焊接在一起,鉆中間通孔10mm。
③按設計圖紙3尺寸,用線切割割成三份,制作成軟卡爪,注意避開凸臺12.5 mm的位置。這樣做出整個夾具是卡盤和軟卡爪是一體的,保證同軸度。
3.車床夾具的使用(可加工工序內容與數車相關內容)
本夾具使用見圖5。裝夾時把伸縮筒凸臺對著最大缺口16mm方向裝夾,很好解決了直接用三爪裝夾干涉和受力變形的問題,且增加剛性,定位精度達到0.02左右的同軸度。零件裝夾迅速不用校正,精度高,效率高,質量保證。例如加工工序內容3、8還可以做到一次裝夾加工多項內容。
四、刀具的選用
1.內鏜孔刀采用機夾刀,縮短換刀時間,無需刃磨,具有較好的剛性,減少振動變形和防止產生振紋。
2.外圓粗、精車均選用硬質合金90°車刀。
3.螺紋刀選用機夾刀,刀尖角度標準,磨損時易于更換。
4.鋁材料比較軟,所以刀具盡量選用前角大、刀尖圓角小的刀片。
五、數銑完成的工序
1.數控銑夾具
見圖6,把夾具按伸縮筒的外形需要加工成A、B兩塊,可以組合或單塊使用,橫放、豎放(見圖7、圖8)都可以。
2.數控銑夾具的使用
見圖6,水平橫放固定平口鉗上,校正水平。平口鉗一側裝一鐵條以螺紋尾端面定長度位置。松開鉗口,把伸縮筒凸臺緊貼夾具A的6.25尺寸基準面位置,保持水平夾緊加工。此工裝用加工中心可以一次裝夾完成數車加工完后余下的工序內容。鉆尾部2.2也可用數控銑床。此工裝定位準確,精度高,效率高,操作勞動強度低。
經過生產實踐,薄壁深孔筒零件加工雖難,用數車削加工并制作相應夾具,聯合數銑完成成品。設備成本降低,保證質量,還提高了勞動生產率,取得了良好的經濟效益,為日后生產提供了很好的依據及借鑒。
責任編輯 何麗華
猜你喜歡
數學大王·中高年級(2021年11期)2021-12-03 09:32:55
計算機應用(2021年8期)2021-09-09 08:09:06
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
制造技術與機床(2017年9期)2017-11-27 02:14:26
化工管理(2016年12期)2016-03-14 08:01:02
檔案管理(2015年4期)2015-06-25 21:10:13
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
故事作文·低年級(2009年3期)2009-03-12 09:29:02