工藝原則在生產實際中應用的技術性分析
2017-05-08 00:39:27張斌
科技創(chuàng)新與應用 2017年12期
張斌
摘 要:文章通過對普通車床床頭箱零件機械加工工藝過程的分析,說明遵循并合理運用機械加工的基本工藝原則,使產品達到設計技術要求的工藝過程。
關鍵詞:技術要求;工藝;床頭箱;定位基準
引言
任何一項優(yōu)秀產品的設計總是離不開將設計轉化為現(xiàn)實產品這一制造工藝載體的。一個國家制造業(yè)工藝水平的高低標志并體現(xiàn)著這個國家真正的工業(yè)實力。
一項產品在擬定其加工工藝方案時,目前并沒有一個固定的、完整的方法和模式。它隨著客觀條件的變化而改變。雖然各類產品及其加工制造方法繁多,但是人們還是在長期的生產實踐中不斷探索并歸納和總結出了一些通用的基本工藝原則。這些原則在生產過程中的運用確保了產品的質量和生產效率。
現(xiàn)結合我廠生產的CA6140臥式普通車床床頭箱零件的單件、小批生產工藝過程來分析和說明基本工藝原則在實際生產中的具體運用過程。
床頭箱部件是車床中最為重要的基礎部件之一,而其箱體零件的加工精度更是至關重要。它決定著裝配在其中的主軸及各類軸、套、齒輪等相關零件之間的相互位置及其傳遞運動和動力的精準性、靈活性和穩(wěn)定性。
為了保證床頭箱部件的裝配精度要求,對其上的各個加工面和孔在設計上提出了較高的技術要求。
箱體底面和導向面是箱體的裝配基準面,其平面度允差為0.04-0.06mm,表面粗糙度Ra值為1.6μm,頂面對底面的平行度允差為0.10mm,側面對底面的垂直度允差為0.04-0.06mm。
主軸軸承孔的孔徑精度為IT6,表面粗糙度Ra值為0.8μm,圓度允差為0.006-0.008mm,軸線與基準面距離的尺寸公差為0.05-0.10。
其他各個孔的孔徑精度為IT7,表面粗糙度Ra值為1.6μm,各相關軸承孔軸線間的平行度允差為0.06-0.10mm。此外,對其他孔、面還有一些相關的技術要求。
為了達到上述技術要求,我廠在生產中充分運用了已有的一些基本工藝原則,其過程如下:
在箱體平面的粗加工和半精加工中,主要采用刨削和銑削,其精加工采用手工刮研或磨削。為提高生產率和各個平面間的相互位置精度,可以采用專用組合磨床進行磨削。
箱體上的各軸承支承孔,可采用鏜(擴)-粗鉸-精鉸或鏜(擴)-半精鏜-精鏜的工藝方案進行加工。其中,前者用于加工直徑較小的孔,后者用于加工直徑較大的孔。精度IT6的主軸孔需最后增加一道精加工工序。
在加工過程中,各工序應首先選擇和確定各個被加工面的定位基準。定位基準的作用是保證各表面之間加工后的相互位置精度。在加工過程中,定位基準分為粗基準和精基準兩類。粗基準是用未經加工過的表面作為定位基準的,且只能使用一次,不許重復使用。精基準是用已加工過的表面作為定位基準的。
1 粗基準的選擇原則及運用過程
(1)選擇要求加工余量均勻的重要表面作為粗基準,以利于保證該加工表面余量均勻,且能使該表面保留均勻一致的金相組織。
(2)應保證各加工表面都有足夠的加工余量,以免余量不足造成廢品。
為了滿足上述要求,該床頭箱在粗加工時就是以其技術要求最高的主軸軸承孔和距其較遠的一個軸承孔作為粗基準先加工其頂面的。這樣就充分的保證了主軸孔及其他各孔的加工余量均勻,并且有效的保證了各軸孔中心線與箱體內壁的相互位置。
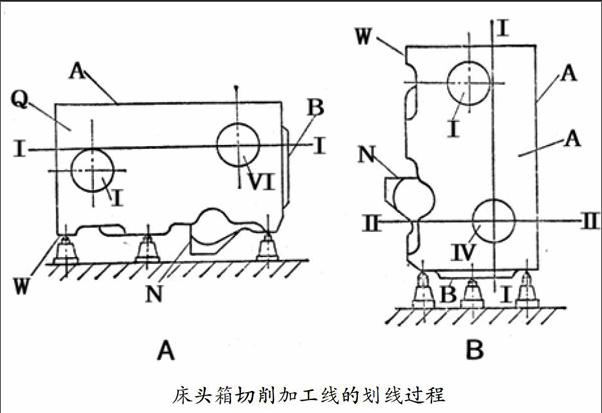
由于毛坯精度不高,在此床頭箱的中、小批生產中,一般多采用按劃線找正進行定位裝夾和加工的。其過程如圖A、圖B所示。劃線時,應根據(jù)技術要求使主軸孔的軸心線與劃線臺面平行,B面、Q面與臺面垂直,根據(jù)毛坯的主軸孔在四個面上均劃出主軸孔的水平軸心線I-I,作為第一校正線。并根據(jù)I-I劃出A面、W面的加工線。然后將箱體翻轉90°,將B面放在平臺上,使I-I線與臺面垂直,劃出主軸孔的垂直軸心線Ⅱ-Ⅱ作為第二校正線,根據(jù)Ⅱ-Ⅱ線劃出N面和B面加工線。最后再將箱體翻轉90°,將Q面放在平臺上,用上述同樣的方法劃出Q面和其背面的平面加工線。
在切削加工前,先按照已劃好的平面加工線在卡具上找正并裝卡工件,然后再進行各面的切削加工。這樣以主軸孔為粗基準就體現(xiàn)出來了,從而充分的滿足了粗基準選擇原則的要求。
2 精基準的選擇原則及運用過程
(1)基準重合原則,即盡可能選擇設計基準作為定位基準,這樣可以避免因定位基準與設計基準不重合而產生的定位誤差。
(2)基準統(tǒng)一原則,即盡可能選擇同一定位基準來加工盡可能多的表面,以保證各加工表面間的相互位置精度,避免因基準變換引起誤差。
為了遵循上述原則,在床頭箱體的加工過程中,以其裝配基面的底面和導向面作為精基準來加工孔系和其他平面。由于箱體的底面和導向面是主軸孔的設計基準,而且它與箱體上各縱向孔系、端面、側面均有相互位置精度要求。所以用底面、導向面作為上述各孔、各面的加工定位基準有利于保證各孔、各面之間的相互位置精度,并消除了設計基準與定位基準的基準不重合誤差。所以上述精基準的選擇原則在這個過程中得到了較為充分的體現(xiàn)。
3 結束語
機械加工工藝方案的制訂,其實質就是按照零件的設計技術要求對其各加工表面定位基準的選擇。只有遵循并靈活運用這些已有的基本工藝原則,才能有效的達到零件的設計技術要求,從而優(yōu)質高效地實現(xiàn)設計目的。
參考文獻
[1]喬世民.機械制造基礎[M](第一版).高等教育出版社,2003.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中小企業(yè)管理與科技·上旬刊(2017年2期)2017-02-17 17:51:08
現(xiàn)代農業(yè)研究(2016年11期)2017-01-10 01:23:37
科技視界(2016年22期)2016-10-18 15:49:24
紡織導報(2015年6期)2015-12-31 19:35:39
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
科技資訊(2015年12期)2015-06-29 18:43:08
石油化工應用(2014年8期)2014-03-11 17:40:03