基于LC諧振變換器的電子束焊機高壓電源
2017-05-10 12:47:46王保民劉瀟瀟
電焊機 2017年4期
車 軍,王保民,馬 朧,劉瀟瀟
(蘭州交通大學 機電工程學院,甘肅 蘭州 730070)
基于LC諧振變換器的電子束焊機高壓電源
車 軍,王保民,馬 朧,劉瀟瀟
(蘭州交通大學 機電工程學院,甘肅 蘭州 730070)
針對傳統電子束焊機高壓電源頻率低,變壓器體積、質量大的問題,利用LC諧振變換器,實現功率管的軟開關,提高逆變器電路的工作頻率,達到減少變壓器體積、質量的目的。軟開關技術避免了功率管在高速開通、關斷下產生的諧波,并減少開關損耗。分析LC諧振變換器的工作原理,采用BUCK電路調節母線電壓的方式,避免LC諧振變換器在負載較輕調頻很難改變電壓的缺點。通過調試電子束焊機高壓電源,分析試驗參數,驗證設計的合理性。
電子束焊機;高壓電源;LC諧振
0 前言
電子束焊機三級電子槍是通過高壓電源產生的高壓電場加速陰極加熱發射的電子,通過偏壓電源產生的電場調節束流大小和聚焦電源的聚束最終形成電子束流,轟擊工件,實現對工件的焊接。電子束焊機高壓電源為電子束提供加速電壓,其性能好壞直接決定電子束流的性能好壞[1]。因此,電子束焊機高壓電源必須具有穩定度高、紋波系數低等特點。目前國內的電子束焊機高壓電源采用中頻和高頻電源,在控制策略上采用PWM(脈寬調制技術)、移相調壓或者PFM(脈沖頻率調制)。中頻高壓電源的高壓變壓器體積、質量較大,而高頻高壓變壓器由于頻率高,變壓器的體積和質量都會大大減小,所以目前主要研究高頻高壓變壓器。高頻高壓電源頻率高,PWM或移相控制策略都是對占空比寬度進行控制,產生高次諧波,嚴重影響電路。PFM通過調節頻率來控制電壓大小,可以降低功率管開通和關斷的高次諧波。但是電子束焊機的高壓電源負載是一個變化的量,在調頻時不容易調節輸出電壓,而且在輕載時頻率調節的范圍也較大,難以滿足實際需求。本研究采用LC串聯諧振方式,在調壓時采用調整母線電壓的方式,既能實現功率管的軟開關,降低功率管開通與關斷諧波,又能很好地調整輸出電壓大小[2-3]。
1 控制方式的選擇
采用LC串聯諧振,在變壓器一次側串聯一個電容C起到隔直作用,防止高頻變壓器的偏磁。當采用調節頻率的方式時,LC可以看作一個分壓器,對加到變壓器一次側的電壓進行分壓,所以電壓增益始終小于1[4]。
在電子束焊機的工作過程中,在調節焊接工件位置時,通常會關掉燈絲電源或將偏壓電源調到最大,使焊槍不會出電子束。這樣高壓很長一段時間都是工作在空載情況下。而高頻變壓器在空載情況下,變壓器二次側會感應出很高的電壓。如果此時采用調頻的方式:其一,由于負載太輕,調頻很難調節輸出電壓的大小;其二,即使可以調整電壓,頻率變化也會很大。
因此,本研究采用固定頻率和占空比調節母線電壓進行調壓的方式。這樣可在電子束焊機高壓電源發生空載時,降低母線電壓,避免輸出電壓過高且方便調節輸出電壓。焊接時由于負載的實時變化,也可以通過調節母線電壓的大小很方便地調節輸出電壓,使其穩定在60 kV。既利用LC諧振實現了功率管的軟開關,也減小了負載對LC諧振產生的影響[5-6];既滿足功率管的軟開關,又平滑調節了電壓,使輸出電壓達到電子束焊機高壓電源的性能要求。
2 LC諧振變換器高壓電源的主電路系統結構
主電路由EMC濾波器、全橋不可控整流電路、濾波電路、BUCK電路、橋式逆變電路、吸收電路、LC諧振變換器、高頻高壓變壓器等組成。工作過程如下:380 V三相交流電壓通過EMC濾波電路進行濾波處理,整流濾波電路將它變為穩定的直流電壓;通過BUCK電路調節母線電壓;通過全橋逆變電路實現直流電壓到高頻的交流電壓的轉換;再通過LC諧振電路對電壓進行分壓;最后通過高頻高壓變壓器進行升壓,經過整流、濾波輸出高壓直流60 kV、最大電流100 mA的電壓。電壓取樣采用精密電阻分壓在高壓輸出低壓側取電壓的方式,然后通過傳感器進行隔離等處理傳輸給控制系統。電流取樣采用在高壓對地側加傳感器進行取樣的方式。電路結構如圖1所示。

圖1 電路結構Fig.1 Circuit diagram
3 LC諧振變換器的工作原理
LC諧振變換器全橋電路簡化示意如圖2所示,Lr為諧振電感,Cr為諧振電容,從逆變器輸出的電壓經過Lr、Cr的分壓最后加到變壓器一次側。當調整主振頻率f時,輸出電壓會隨著主振頻率的變化而變化。諧振頻率,為了使開關管實現零電壓開關,開關管在工作時電流應滯后于電壓,這樣就必須使諧振回路始終工作在感性狀態下。
電路波形如圖3所示。在全橋電路中,功率管IGBT1、IGBT4關斷,IGBT2、IGBT3導通;同樣,IGBT1、IGBT4導通,則IGBT2、IGBT3關斷。避免了一個橋臂上的功率管同時導通而損壞功率管,并且在一個橋臂的兩個功率管上留有足夠的死區時間。LC諧振電路的工作過程如下:
(1)t0~t1(見圖4)。由于諧振電流反向流動,諧振電流通過二極管VD1和VD4形成電流回路,二極管VD1和VD4的導通將功率管IGBT1、IGBT4兩端的電壓箝位在0 V,此時開通功率管IGBT1、IGBT4可以實現功率管的零電壓開通,即實現了功率管IGBT1、IGBT4的軟開通。

圖2 LC全橋電路Fig.2 Full bridge circuit
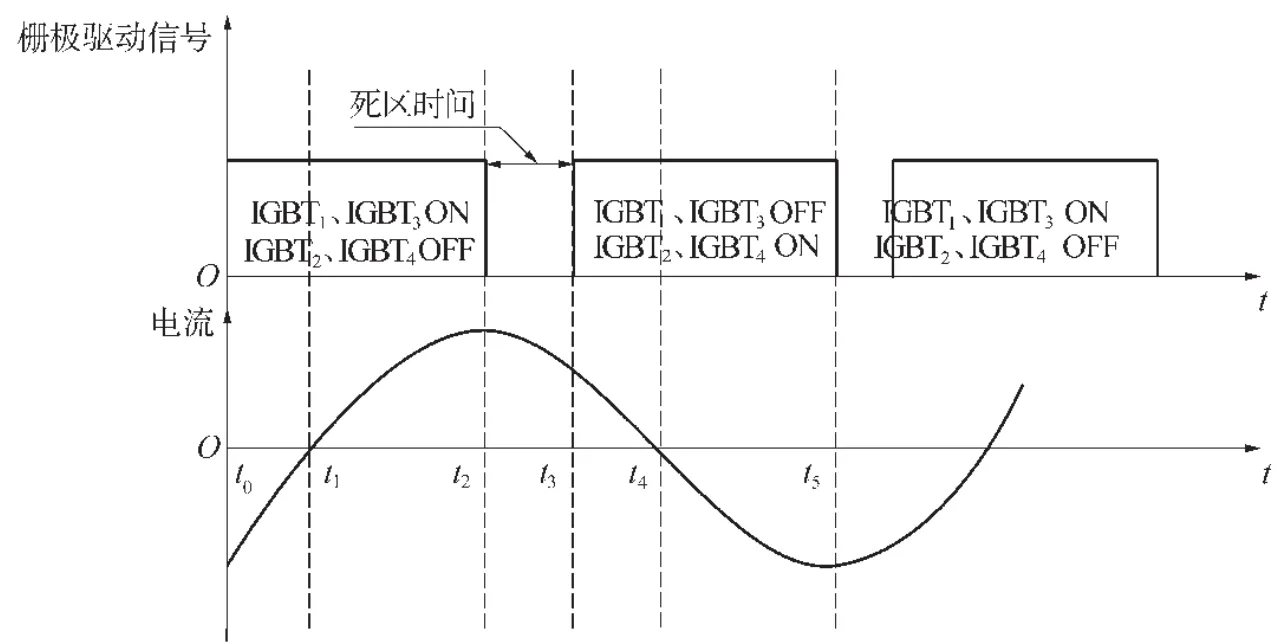
圖3 電路波形Fig.3 Waveforms of the circuit

圖4 t0~t1工作過程Fig.4 t0~t1process
(2)t1~t2(見圖5)。由于功率管IGBT1、IGBT4的導通,電流逐漸正向流通。當到達時間t2時,正向電流最大,電容C1、C4上的電壓為零。t2時刻關斷IGBT1、IGBT4,由于電容C1、C4上的電壓不能突變,功率管IGBT1、IGBT4可實現軟關斷。
(3)t2~t3間(見圖6)。諧振電流為正,功率管IGBT1、IGBT4關斷,電流通過VD2、VD3流通,形成電流回路,將IGBT2、IGBT3兩端的電壓箝位到0 V,此時開通IGBT2、IGBT3,可實現功率管IGBT2、IGBT3的零電壓開通。

圖5 t1~t2工作過程Fig.5 t1~t2process

圖6 t2~t3工作過程Fig.6 t2~t3process
(4)t5時刻,反向電流達到最大值。此時電容C2、C3上的電壓不能突變,功率管IGBT2、IGBT3可實現軟關斷。t5時刻以后,功率管按照上述分析,執行下一個周期的工作,過程與t0~t5過程一樣。
4 控制電路
利用DSP高速處理數據的優點,在控制核心芯片上采用以TMS320F2812的DSP芯片為核心控制系統。利用DSP芯片完成信號的采樣、PI調節等處理,最終產生PWM信號送給驅動電路。
在進行數據采樣時,DSP F2812中有ADC模數轉換器模塊,具有12位的分辨率,既能夠以16通道進行工作,也可以拆分成2個分別獨立的8通道模塊。F2812中的兩個8通道的ADC轉換通道分別對應2個序列發生器SEQ1和SEQ2,它們既可以單獨工作也可以隨著ADC的級聯而級聯。DSP F2812中的SCI模塊完成與上位機的數據傳輸,通過觸摸屏控制電子束焊機的高壓電源[7]。
TMS320F2812中有兩個事件管理器EVA和EVB,本研究采用事件管理器EVA進行PWM波形的輸出。采用EVA中的PWM1、PWM2控制逆變全橋的一路橋臂上下兩路驅動波形,采用PWM3、PWM4控制另一路橋臂上下兩路驅動波形,采用PWM5控制BUCK電路中IGBT的驅動信號。對高壓輸出的電壓進行采樣,通過PI調節形成閉環控制電路,保證電路的穩定性。
5 試驗結果
本研究設計了一臺基于調母線電壓的LC諧振電子束焊機高壓電源,高壓電源輸出60 kV,負載最大電流100 mA。高壓變壓器采用兩個高壓包串聯升壓的方式,材料為鐵氧體。在試驗調試中,確定諧振電感Lr、諧振電容Cr、全橋逆變器的開關管頻率、全橋逆變器開光管的占空比和死區時間。高壓電源負載是一個變化的量,因此,必須在高壓電源輸出功率最大的情況下確定逆變器頻率、占空比和LC諧振參數,即在高壓電壓輸出60 kV、電流100 mA的情況下來確定。
實驗步驟如下:
(1)確定BUCK電路參數。因為BUCK電路是對母線電壓進行調節,對諧振參數沒有太大影響,取頻率為20 kHz,占空比0~0.9。
(2)確定逆變器參數和諧振參數。假定電路的主振頻率f=20 kHz,取諧振電容Cr=2 μF,因f>fr,,可以算出Lr>20 μH,故取Lr=30 μH。
(3)調整參數。將逆變器的占空比設定為30%,通過BUCK電路對母線電壓進行升壓。當高壓輸出為30 kV時,將燈絲電流調節到15 A,并確保此時的偏壓電壓能夠保證無束流輸出。將高壓電壓穩定到60 kV,調節偏壓電源確保輸出的束流為最大值100 mA。此時,觀察IGBT的開通狀態是否實現了軟開關。
由圖7a可知,A路為IGBT的驅動波形,B路為諧振電流波形。當IGBT驅動波形開通時,諧振電流為0,可以實現一定的軟開關,但IGBT存在開通上升時間,此時并不能很好地實現軟開通。最好是IGBT驅動波形開通時,諧振電流小于0。
(4)修正參數。首先,微調諧振參數,將諧振電感加大到40 μH。由圖7b可知,驅動波形開通時諧振電流小于0,可以很好實現IGBT的軟開通。主振頻率28 kHz。
6 結論
設計了一種基于LC諧振的電子束焊機高壓電源,利用LC諧振變換器可實現功率管軟開關的特點,在高頻的情況下減小諧波,減少損耗,優化電流波形。利用BUCK電路調節母線電壓大小彌補LC諧振變換器在輕載情況下調節頻率不能改變電壓的情況。分析調試電子束焊機高頻高壓電源,通過對數據的調整滿足實際需求。采用LC諧振變換器調節母線電壓的方法,可實現負載變化高壓電壓輸出穩定在60 kV,實現了功率管的軟開關,保證了高壓電源電壓輸出的穩定性。
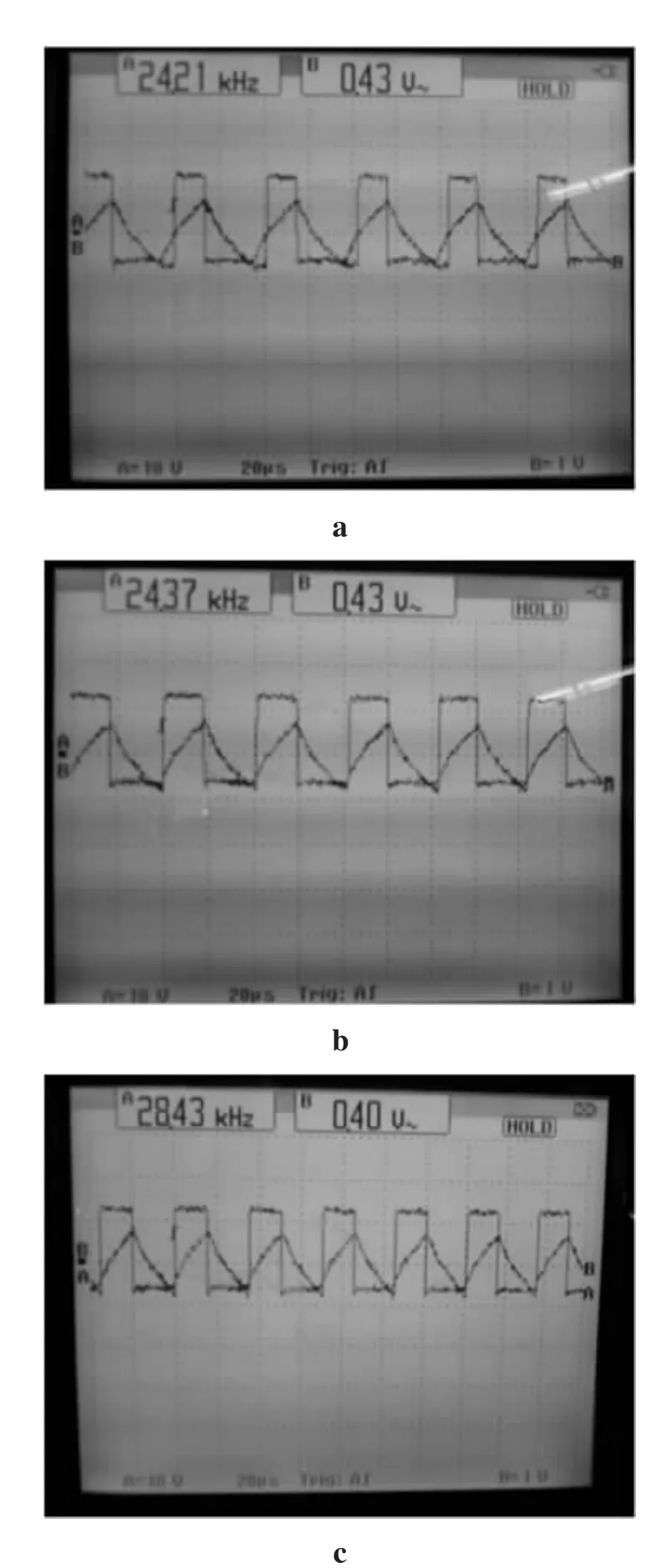
圖7 實驗結果Fig.7 Results of experiment
[1]李正熙,王澤庭,樊生文.高頻高壓電子束焊機電源的研制[J].北方工業大學學報,2010(3):16-18.
[2]樊生文,杜軍,王澤庭,等.串聯諧振型電子束熔煉爐高壓電源的研究[J].電力電子技術,2015,49(3):38-39.
[3]張偉,杜慧聰.150kV/30kW逆變式電子束焊接高壓電源設計[J].北京航空航天大學學報,2014,40(11):1531-1536.
[4]趙本虎,羅進,楊濤,等.應用于電子束焊機的80kV/15kW高壓直流電源的研究[J].電工技術,2011(05):16-18.
[5]阮新波,嚴仰光.直流開關電源的軟開關技術[M].北京:科學出版社,2000.
[6]Lee J Y,Jeong Y S,Han B M.AnIsolatedDC/DCConverter using high frequency unregulated LLC resonant converter for fuel cell applications[J].IEEE Transactions on Industrial Electronics,2011,58(7):2926-2934.
[7]程善美,蔡凱,龔博,等.DSP在電氣傳動系統中的應用[M].北京:機械工業出版社,2010.
High-voltage power supply for electronic beam welder based on LC resonant converter
CHE Jun,WANG Baomin,MA Long,LIU Xiaoxiao
(School of Mechatronic Engineering,Lanzhou Jiaotong University,Lanzhou 730070,China)
In view of the problems that the low frequency of high-voltage power supply for traditional electronic beam welder and large volume and weight of transformer,the LC resonant converter is used to realize the soft switch of the power tube,improve the working frequency of the inverter circuit,to reduce the volume and weight of transformer.Soft switch technology is also utilized to avoid the harmonic and to reduce the switching loss when the power tube opens and shuts off under high speed.The working principle of LC resonant converter is also analyzed.The fault that the voltage is hard to change by FM in lighter load is avoided using BUCK circuit to adjust busbar voltages.By adjusting the high voltage power supply of the electron beam welding machine,the test parameters are analyzed,and the rationality of the design is verified.
electronic beam welder;high-voltage power supply;LC resonance
TM46
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
獻
郭吉昌,朱志明,閆國瑞,等.基于UG的弧焊機器人離線編程系統開發[J].電焊機,2017,47(03):1-6.
2016-11-24
蘭州交通大學青年科學研究基金(2013020);甘肅省青年基金(148RJZA050);甘肅省科技支撐計劃(1304GKCA015)
車 軍(1962—),男,甘肅天水人,高級工程師,主要從事電力應用技術的研究工作。
