等離子弧金屬快速成型設備控制系統設計
2017-05-10 12:47:47許可可陳克選袁亮文仇文杰
電焊機 2017年4期
許可可,陳克選,袁亮文,仇文杰
(蘭州理工大學材料科學與工程學院,甘肅蘭州730050)
等離子弧金屬快速成型設備控制系統設計
許可可,陳克選,袁亮文,仇文杰
(蘭州理工大學材料科學與工程學院,甘肅蘭州730050)
等離子電弧的弧柱溫度高于普通電弧焊的兩倍,且電弧發散非常小,等離子弧焊接時熱影響區非常小,所以利用其進行零件制造時的成型精度高于其他電弧快速成型方法,并且不存在激光、電子束設備造價和使用費用高的缺陷,因此利用等離子弧作為熱源進行快速成型制造成為研究熱點。根據金屬快速成型的主要特點和工藝流程,設計了等離子弧金屬快速成型設備控制系統,該控制系統的控制核心為CP1H-PLC,配備了MT8-070iH3觸摸屏、OMRON MY2N-J中間繼電器單元。采用該設備進行實驗,在合適的工藝條件下,成型件達到設計要求,證明該控制系統工作可靠、性能穩定。分析試驗結果,初步掌握等離子弧金屬快速成型工藝參數。
PLC控制;等離子弧;快速成型
0 前言
快速成型技術(rapid protyping,RP)是基于離散、堆積的原理采用不同方法堆積材料,最終完成零件成型與制造的技術[1]。快速成型技術主要包括光固化立體印刷(SLA)、選區激光燒結(SLS)、分層實體造型(LOM)、三維打印(3DP)、熔融沉積造型(FDM)等[2],上述RP技術以激光或者電子束為熱源,存在成型設備運營維護成本高、成型效率低等局限。
基于常規弧焊工藝直接金屬成型技術,使用廉價的弧焊電源作為成型使用能源,以成熟的焊接工藝作為成型依托,結合數字控制技術與層疊制造原理,形成金屬材料零件,是金屬快速成形技術的研究熱點和重要發展方向。等離子弧具有弧柱溫度高、弧柱集束性好、熱影響區小、加工柔性及成型精度高等優點,并且設備成本遠低于激光金屬成型方法,而成型效率明顯高于激光直接成型。目前等離子熔覆加工受工件尺寸和形狀限制,大部分情況下還需手動加工,不可避免地出現加工誤差[3]。本研究以等離子弧快速成型設備研制為目標,設計了基于PLC和觸摸屏的控制系統,經過試驗,證明此控制系統的可靠性及穩定性。
1 系統組成
等離子弧金屬快速成型技術是以等離子弧為熱源,熔化金屬基體(或前層熔積金屬)和金屬填充材料,由計算機控制三維運動機構和變位機按照預先設定的層積路徑提供運動軌跡掃描,控制等離子弧在層積路徑形成移動的金屬熔池,熔融金屬經過快速凝固形成所需的金屬功能零件[4]。
等離子弧金屬快速成型系統由快速成型控制系統、焊接電源、送絲機、水冷循環系統組成,其中快速成型控制系統包括歐姆龍CP1H-PLC、觸摸屏和電源開關按鈕等硬件系統以及對上述硬件系統進行控制的PLC程序和人機界面程序設計。系統組成原理如圖1所示。

圖1 金屬快速成型設備原理
2 等離子快速成型設備的控制原理
2.1 控制系統硬件設計
控制系統的輸入信號包括:觸摸屏和操作點上的電源開關按鈕、控制按鈕、設備急停按鈕。控制系統的輸出信號包括:控制中間繼電器的信號,觸摸屏和操作點上按鈕、控制步進電機上升、停止以及變位機的啟動、停止等信號。由于在等離子弧快速成型過程中參數調節較多,尤其對成型過程時序的控制比較復雜,選用CP1H型PLC作為控制核心[5],配有CP1W-CIF11通信模塊及RS-485通信接口,實現PLC與觸摸屏數據間的快速交換。PLC開關信號控制各個繼電器線圈的通斷,經過繼電器線圈輸出DC 24 V信號控制快速成型設備的各個單元,按照金屬快速成型工藝的時間順序開始工作。
設計了智能化操作控制的人機界面,采用威綸通MT6070iH3觸摸屏,與PLC通過串口通信模塊CP1W-CIF11進行RS-485總線通訊,可完成快速成型設備各工藝狀態的設置與顯示,并對生產過程中出現的各種故障進行報警和記錄。
該金屬快速成型設備控制系統主要由CP1HPLC和控制設備動作的繼電器兩部分組成。當收到成型開始的程序信號時,PLC從開關量輸出模塊的端子輸出24 V直流電壓信號,每個PLC的輸出信號接一個中間繼電器線圈,通過控制其觸點動作來控制該成型設備的各個單元。PLC控制系統如圖2所示。CP1H-PLC的I/O口的地址分配如表1所示。
2.2 控制系統軟件設計
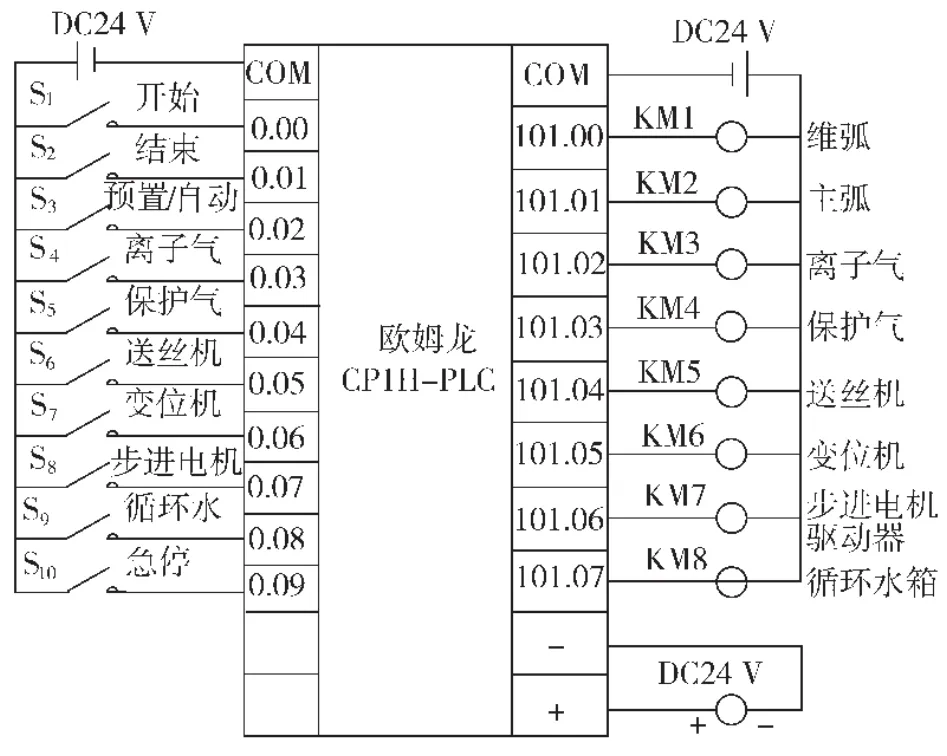
圖2 PLC控制系統

表1 I/O地址分配
控制系統軟件設計包括PLC程序和人機界面程序,采用歐姆龍CX-Programmer與威綸通Easy Builder8000組態軟件進行編程。PLC控制單元作為系統核心,負責所有數據的運算處理,并向外圍設備發出命令和接收由外圍設備返回的信號[6]。程序流程如圖3所示。
軟件要完成的控制功能包括:實現金屬快速成型設備各個單元按照金屬快速成型工藝的時間順序開始工作;完成RS-485總線通訊功能;工藝參數預置及掉電保存;系統故障及報警。其程序開發內容包括硬件組態、網絡通信組態和程序設計。在CX-Programmer程序設計中,通過高速計數器0中斷來完成對應設備不同的任務要求,即使用目標值一致中斷,編制啟動中斷任務實現中斷。

圖3 程序流程
快速成型設備控制系統的人機界面采用威綸通MT6070iH3觸摸屏,通過CP1W-CIF11通信模塊與PLC相連,實現PLC與觸摸屏之間的通訊。將設定的參數值發送至PLC控制器,采用可視化的人機交互系統,數據交換采用配方數據傳輸,成型工藝參數設置簡單、迅速,成型過程顯示直觀,操作更為靈活。快速成型設備控制系統人機界面如圖4、圖5所示,有開機主畫面、快速成型工藝參數設定和參數監控顯示等。在滿足快速成型要求的同時,用戶可以手動調節成型工藝參數。該控制系統有自動和手動兩種,調至自動時,整個快速成型過程根據PLC設定的程序依次進行。

圖4 人機界面主窗口
畫面設計了急停按鈕與狀態指示燈,可處理和監控緊急情況,當按下急停按鈕時,畫面里相對的急停狀態指示燈變為紅色。
3 快速成型實驗和結果
實驗基座為板材Q235鋼,尺寸90 mm×85 mm× 10mm,焊絲采用AWS A5.18 ER70S-6,直徑0.8mm,系統參數如表2所示。

圖5 成型參數預置窗口

表2 快速成型系統參數
圖6為等離子弧絲材熔覆成型的金屬桶狀零件,零件成型精度達到設計要求。

圖6 等離子快速成型零件
4 結論
本研究設計了一種以歐姆龍CP1H-PLC為控制核心,并結合MT8070iH3觸摸屏的等離子弧快速成型設備控制系統,采用可視化的人機交互系統,成型工藝參數設置簡單。該系統實現了對等離子弧快速成型設備熔覆裝置、送絲裝置、變位機、焊槍運動機構以及零件制造過程中各種規范參數的有效控制。實驗結果表明,系統能夠實現金屬零件穩定、可靠的成型,達到設計要求。
[1]盧秉恒,李滌塵.增材制造(3D打印)技術發展[J].機械制造與自動化,2013(04):1-4.
[2]楊永強,劉洋,宋長輝.金屬零件3D打印技術現狀及研究進展[J].機電工程技術,2013,42(4):1-7.
[3]嚴大考,張潔溪,唐明奇,等.等離子熔敷技術的研究進展[J].熱加工工藝,2015(04):20-24.
[4]向永華,徐濱士,呂耀輝.基于微束等離子熔敷的直接金屬快速成型系統設計[J].機床與液壓,2010(5):56-58.
[5]肖軍,陳克選,柴廷璽.鎳板拼接等離子弧焊控制系統的研制[J].電焊機,2013,43(9):25-27.
[6]袁亮文,陳克選,魏萬奎,等.鎳直縫管自動焊接設備研制[J].電焊機,2015,45(10):17-22.
Design of plasma arc metal rapid prototyping equipment control system
XU Keke,CHEN Kexuan,YUAN Liangwen,QIU Wenjie
(School of Materials Science and Engineering,Lanzhou University of Technology,Lanzhou 730050,China)
The arc temperature of plasma arc is twice as high as that of common arc,while the arc divergence is very small,and HAZ is very small in plasma arc welding,so the molding precision of the parts made by plasma arc welding is very high.And there is no defect in the high costs of laser and electron beam equipments,therefore,the use of plasma arc as heat source for material manufacturing has become a research hotspot.According to the main characteristics of metal rapid prototyping and technological process,a plasma arc metal rapid prototyping equipment control system is designed with CP1H-PLC as the control core,and is equipped with the MT8070iH3 touch screen and MY2NJ-OMRON intermediate relay unit.This control system is adopted in a test under suitable conditions,the forming parts meet the design requirements,which proves that the control system is reliable and stable in performance.The results show that the appropriate molding process parameters of the PTA material manufacturing are preliminarily grasped.
PLC control;plasma arc;rapid prototyping
TG457.1
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
獻
郭吉昌,朱志明,閆國瑞,等.基于UG的弧焊機器人離線編程系統開發[J].電焊機,2017,47(01):1-6.
2016-12-01
許可可(1988—),男,河南太康人,在讀碩士,主要從事焊接過程控制與設備的研究。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
商業評論(2014年9期)2015-02-28 04:32:41
消費者報道(2014年7期)2014-07-31 11:23:57
