大直徑PLA長絲對3D打印構件力學性能的影響
2017-05-30 10:48:04權利軍李丹丹趙勇祝成炎
現代紡織技術 2017年3期
權利軍 李丹丹 趙勇 祝成炎
摘 要:熔融沉積型3D打印機通過累積疊加大直徑長絲形成構件,鑒于聚乳酸長絲在熔融沉積型3D打印機上的大量使用,本文重點研究了大直徑聚乳酸長絲的直徑、排列方式、排列密度對3D打印構件力學性能的影響。結果表明:聚乳酸長絲排列越緊密,所打印出構件的拉伸斷裂強度越好;同等情況下,聚乳酸長絲以同心線方式排列的構件其拉伸斷裂強度最好;當填充密度小于100%時,由0.4 mm聚乳酸長絲構成的3D打印構件機械性能更好。
關鍵詞:FDM型3D打印;大直徑PLA長絲;拉伸斷裂強度
中圖分類號:TS102.1
文獻標志碼:A
文章編號:1009-265X(2017)03-0011-06
Effect of Large-Diameter PLA Filament on Mechanical
Properties of 3D Printing Component
QUAN Lijun, LI Dandan, ZHAO Yong, ZHU Chengyan
(Silk Institure, Collcge of Materials and Textiles, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Abstract:FDM(fused deposition modeling) 3D printer forms the component through accumulating large-diameter filaments. In view of the extensive use of polylactic acid filaments in FDM 3D printer, the effects of diameter, arrangement and arrangement density of large-diameter polylactic acid filaments on the mechanical properties of 3D printing component were mainly studied in this paper. The experimental results demonstrate that the tensile failure strength of the polylactic acid filaments is better when the filaments are arranged closely; under the same conditions, the component with the arrangement mode of concentric line has the best tensile failure strength. When the packing density is less than 100%, the mechanical property of the component printed by the 0.4mm polylactic acid filament is better than that of the component printed by 0.2 mm polylactic acid filament.
Key words:FDM 3D printing; large-diameter PLA filament; tensile failure strength
大直徑聚乳酸單絲是指直徑從0.08 mm到5 mm之間的單根聚乳酸長絲[1],聚乳酸(PLA)是一種生物可降解材料,采用玉米、小麥、甜菜等可再生的植物資源經由糖化得到葡萄糖,再由葡萄糖及一定的菌種發酵制成高純度的乳酸,再經縮聚和熔融紡絲制成[2-4]。PLA纖維由于具有良好的親水性、卷曲性、抗菌性、耐紫外光等,因此PLA纖維已成為21世紀最具發展前景的綠色環保材料之一,受世人關注,并已應用于工業、農業、林業、服裝、漁業、衛生醫療等領域[5-7]。PLA目前一個重要的用途是作為熔融沉積(FDM)3D打印機的線材,由于用PLA打印時釋放無刺激性氣味;打印成型構件尺寸穩定;可生物降解等優勢,因此大直徑PLA長絲在3D打印領域有著廣泛應用[8-9]。
3D打印是新產業革命背景下的標志性技術之一,將對未來人類的制造方式、消費方式和管理方式產生巨大而深刻的影響[10],特別是在進入21世紀以來3D打印技術在各個領域發展迅速。隨著3D打印技術的快速發展,越來越多的構件將用3D打印的方式制作,熔融沉積型(FDM)3D機又是一種使用最普遍的打印機類型。FDM型3D打印機是通過累積疊加大直徑長絲來形成構件的,其常用耗材是PLA線材,要提高打印構件的力學性能,擴大其在工業中的應用范圍,就必須研究大直徑長絲對3D打印構件力學性能的影響,本文重點研究大直徑聚乳酸長絲的直徑、排列方式、排列密度對FDM型3D打印構件力學性能的影響。
1 實驗部分
1.1 實驗材料與儀器
使用的實驗材料和儀器如表1所示。
1.2 FDM型打印機成型原理及試樣模型設計
FDM系統主要包括噴頭、擠出電機、運動機構、加熱頭、底板5個部分,熔融沉積使用的材料為線材,將低熔點的線材通過加熱器的擠壓頭融化成液體,使融化后的熱塑線材絲通過噴頭擠出,擠壓頭沿零件的每一截面的輪廓準確運動,擠出半流動的熱塑材料沉積固化成精確的實際部件薄層,覆蓋于已建造的零件之上,并在短時間內迅速凝固,每完成一層成型,工作臺便下降一層高度,噴頭再進行下一層截面的掃描噴絲,如此反復逐層沉積,直到最后一層,這樣逐層由底到頂地堆積成一個實體模型或零件工作原理如圖1,其中大直徑PLA長絲是PLA線材經加熱頭加熱后由噴頭擠出。
利用3D-max軟件制作拉伸試樣的三維模型以及長×寬×高分別為0.2 mm×0.2 mm×100 mm和0.4 mm×0.4 mm×100 mm的大直徑PLA長絲的三維模型,如圖2所示。
根據塑料拉伸性能試驗方法以及打印機所能打印的尺寸范圍,現設計拉伸試樣的模型尺寸如下:總長175 mm,夾具間距離105 mm,中間平行部分長度65 mm,端部寬度20 mm,厚度5 mm,中間平行部分寬度10 mm,半徑60 mm,如圖3所示。
1.3 試樣的制備
將用3D-MAX軟件設計的拉伸試樣模型導入到3D打印軟件中,利用切片軟件進行切片,設置好實驗參數開始打印工作。3種主要因素可以影響打印完成后拉伸試樣的力學特性,分別是:噴嘴直徑,噴嘴直徑決定了所噴出大直徑PLA長絲的直徑大小(以下簡稱單絲直徑);填充密度,填充密度指大直徑PLA長絲在成型構件中排列的緊密度;填充圖案,填充圖案指打印過程中大直徑PLA長絲的鋪層方式,也可以用噴頭移動的路徑來表示,也代表大直徑PLA長絲在打印實物中的排列方式。本實驗分別選取0.2 mm和0.4 mm兩種直徑的噴頭來打印,填充密度可選擇1%~100%,填充圖案分別選擇:線、網格、同心線,如圖4中的(a)、(b)、(c)所示。在打印過程中,由噴嘴噴出的大直徑PLA長絲在底板沉積,底板的溫度設定為50 ℃,為使打印的拉伸試樣力學性能較好,噴頭溫度設定為220 ℃[11],所以剛噴出的大直徑PLA長絲,沉積在底板上時仍然會因為沒有完全固化而發生變形,大直徑PLA長絲之間也會相互粘附,當填充密度越小,變形空間也越大,變形之后層片上會留下不規則的溝槽,造成試樣的應力缺陷,當填充密度低于60%,不規則溝槽較為明顯,本實驗中的填充密度分別選擇60%、80%、100%,按以上要求完成拉伸試樣的制備。
2 結果與分析
2.1 大直徑PLA長絲拉伸斷裂強度測試結果
斷裂強度是指材料發生斷裂時的最大應力與斷裂橫截面積的比值,其公式為:
σt=p/(a·b)(1)
式中:σt為拉伸強度MPa;p為最大負荷N;a為試樣寬度mm;b為試樣厚度mm。
利用YG001E型電子單纖維強力儀對制備的大直徑PLA長絲的斷裂強度進行測試,結果表明0.2 mm的大直徑單根PLA長絲的拉伸斷裂強度平均值為55.5 MPa,0.4 mm大直徑單根PLA長絲的拉伸斷裂強度平均值為55.6 MPa,0.2 mm和0.4 mm噴嘴所噴出的大直徑PLA長絲的拉伸斷裂強度只有細微差別,考慮到實驗誤差的因素,可以排除噴嘴直徑對所噴出PLA長絲拉伸斷裂強度的影響。
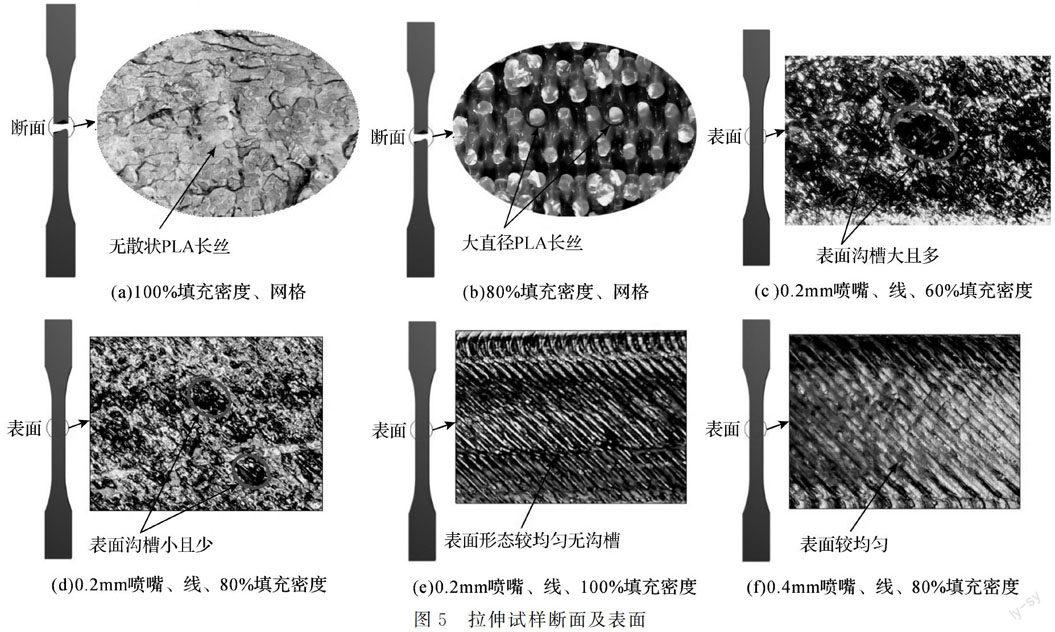
2.2 拉伸試樣斷面和表面觀察與分析
用顯微鏡對拉伸試樣的表面和斷面進行觀察得到圖5。對比圖5(a)、圖5(b)發現,在圖5(a)的斷面中并沒有發現像圖5(b)中分散的大直徑PLA長絲,而是融為一體,這是因為剛從噴頭噴出的大直徑PLA長絲的溫度并沒有迅速降低,而是在熱床上緩慢降溫(聚乳酸的熔點155~185 ℃),溫度由205 ℃緩慢降到50 ℃,剛從噴嘴噴出的大直徑PLA長絲仍然處于粘流態(聚乳酸的粘流溫度110~115 ℃),此時PLA長絲中的大分子鏈處于運動狀態,大分子鏈會和周圍接觸的大分子鏈之間發生相互運動[12],這會導致在此期間相鄰的大直徑PLA長絲之間相互融為一體,而100%填充密度下試樣中是沒有空隙的,試樣中的大直徑PLA長絲之間相互緊密接觸。因此便呈現了圖5(a)中的完整斷截面形態,而非分散狀的大直徑PLA長絲。
圖5中的(c)、(d)、(e)試樣表面上存在溝槽,這主要是因為大直徑PLA長絲的某些片段發生塌陷或與相鄰的PLA長絲之間發生粘附作用而產生的,這將使單根PLA長絲的強力降低。相同填充密度下用網格充當填充圖案的試樣,其表面溝槽最為明顯,其次是用線型充當填充圖案的試樣,最不明顯的是用同心線充當填充圖案的試樣。因為溝槽的存在將會使得大直徑PLA長絲的強力受損,試樣在應力方向上將存在應力缺陷,所以同等情況下溝槽數量越多,試樣的拉伸斷裂強度降低的越多。
觀察圖5中的(d)、(f)會發現在相同填充密度和填充圖案的情況下,0.2 mm噴嘴打印的試樣,其中的溝槽要比0.4 mm噴嘴打印的試樣中的溝槽大且多,這是因為噴嘴的溫度為205 ℃而聚乳酸從高彈態向粘流態的轉變溫度為130 ℃,剛從噴嘴噴出的大直徑PLA長絲由于仍然處在粘流態而容易發生變形,特別是兩根大直徑PLA長絲相接觸的地方會由于分子鏈的運動而發生相互融合,這樣會使大直徑PLA長絲失去表觀形態的完整性而導致應力缺陷,所以相對于0.4 mm噴嘴,0.2 mm噴嘴打印的試樣其拉伸斷裂強度更低,這種規律也同樣適用于其他填充圖案的試樣。
2.3 填充密度對試樣拉伸斷裂強度的影響
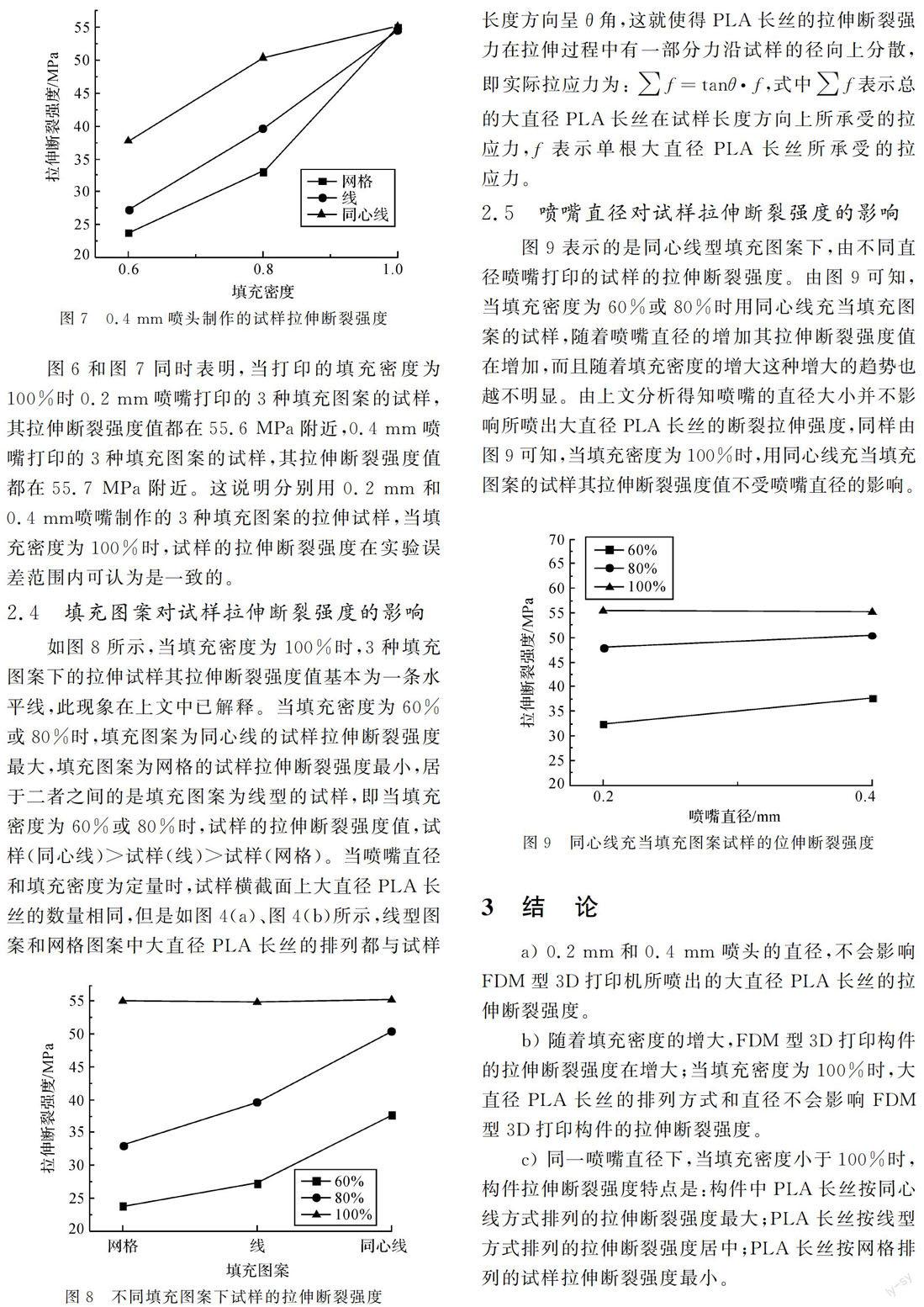
圖6為直徑為0.2 mm的噴頭打印出的不同填充密度和不同填充圖案的拉伸斷裂強度折線圖,圖7為0.4 mm的噴頭打印出的不同填充密度和不同填充圖案的拉伸斷裂強度折線圖。
在用FDM型3D打印機制作拉伸試樣時,噴嘴直徑的選擇不影響耗材的使用量,因為當噴嘴的直徑減小一半時,在長度和高度方向上打印的次數都要加倍,如此在打印相同長度和高度的試樣時0.2 mm噴嘴需要走過4倍于0.4 mm噴嘴的路徑,而單位長度上0.4 mm噴嘴噴出的PLA長絲的體積是0.2 mm噴嘴噴出PLA長絲體積的4倍,所以打印相同形狀的標準試樣,當噴嘴直徑和填充密度為定量時,試樣斷截面上大直徑PLA長絲的數量相同;當噴嘴直徑和填充圖案一致時,隨著填充密度增加,試樣橫截面上大直徑PLA長絲的數量也會增加。
如圖6和圖7所示,隨著填充密度的增加,同種填充圖案的試樣其拉伸斷裂強度值在增大,這是因為隨著填充密度的增加,試樣斷截面上大直徑PLA長絲的數量在增加,由公式σt=p/(a·b)可知;在a和b不變時,當最大負荷p變大,拉伸斷裂強度σt的值也變大,因此當試樣中的大直徑PLA長絲的直徑和排列方式一致時,試樣的拉伸斷裂強度將隨著填充密度的增大而增大。
圖6和圖7同時表明,當打印的填充密度為100%時0.2 mm噴嘴打印的3種填充圖案的試樣,其拉伸斷裂強度值都在55.6 MPa附近,0.4 mm噴嘴打印的3種填充圖案的試樣,其拉伸斷裂強度值都在55.7 MPa附近。這說明分別用0.2 mm和0.4 mm噴嘴制作的3種填充圖案的拉伸試樣,當填充密度為100%時,試樣的拉伸斷裂強度在實驗誤差范圍內可認為是一致的。
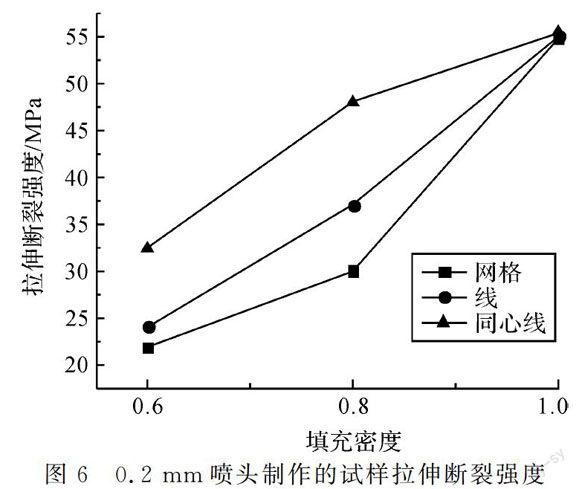
2.4 填充圖案對試樣拉伸斷裂強度的影響
如圖8所示,當填充密度為100%時,3種填充圖案下的拉伸試樣其拉伸斷裂強度值基本為一條水平線,此現象在上文中已解釋。當填充密度為60%或80%時,填充圖案為同心線的試樣拉伸斷裂強度最大,填充圖案為網格的試樣拉伸斷裂強度最小,居于二者之間的是填充圖案為線型的試樣,即當填充密度為60%或80%時,試樣的拉伸斷裂強度值,試樣(同心線)>試樣(線)>試樣(網格)。當噴嘴直徑和填充密度為定量時,試樣橫截面上大直徑PLA長絲的數量相同,但是如圖4(a)、圖4(b)所示,線型圖案和網格圖案中大直徑PLA長絲的排列都與試樣長度方向呈θ角,這就使得PLA長絲的拉伸斷裂強力在拉伸過程中有一部分力沿試樣的徑向上分散,即實際拉應力為:∑f=tanθ·f,式中∑f表示總的大直徑PLA長絲在試樣長度方向上所承受的拉應力,f表示單根大直徑PLA長絲所承受的拉應力。
2.5 噴嘴直徑對試樣拉伸斷裂強度的影響
圖9表示的是同心線型填充圖案下,由不同直徑噴嘴打印的試樣的拉伸斷裂強度。由圖9可知,當填充密度為60%或80%時用同心線充當填充圖案的試樣,隨著噴嘴直徑的增加其拉伸斷裂強度值在增加,而且隨著填充密度的增大這種增大的趨勢也越不明顯。由上文分析得知噴嘴的直徑大小并不影響所噴出大直徑PLA長絲的斷裂拉伸強度,同樣由圖9可知,當填充密度為100%時,用同心線充當填充圖案的試樣其拉伸斷裂強度值不受噴嘴直徑的影響。
3 結 論
a) 0.2 mm和0.4 mm噴頭的直徑,不會影響FDM型3D打印機所噴出的大直徑PLA長絲的拉伸斷裂強度。
b) 隨著填充密度的增大,FDM型3D打印構件的拉伸斷裂強度在增大;當填充密度為100%時,大直徑PLA長絲的排列方式和直徑不會影響FDM型3D打印構件的拉伸斷裂強度。
c) 同一噴嘴直徑下,當填充密度小于100%時,構件拉伸斷裂強度特點是:構件中PLA長絲按同心線方式排列的拉伸斷裂強度最大;PLA長絲按線型方式排列的拉伸斷裂強度居中;PLA長絲按網格排列的試樣拉伸斷裂強度最小。
d) 當填充密度小于100%且PLA長絲排列方式一致時,由0.4 mm PLA長絲所打印的構件,其拉伸斷裂強度較大。
參考文獻:
[1] 馬海燕.大直徑聚合物單絲成形機理及結構性能研究[D].上海:東華大學,2011.
[2] 李孝紅,黃志鏜.聚乳酸及其共聚物的合成和在生物醫學上的應用[J].高分子通報,1999(1):24-32.
[3] 馬強,楊青芳,姚軍燕.聚乳酸的合成研究[J].高分子材料科學與工程,2004,20(3):21-24.
[4] SUNG M W,朱華,張建春.用玉米制作的合成聚乳酸纖維[J].國外紡織技術,2003(9):5-7.
[5] 張國棟,顧忠偉.聚乳酸的研究進展[J].化學進展,2000,12(1):89-102.
[6] CAI X, TONG H, SHEN X, et al. Preparation and characterization of homogeneous chitosan-polylactic acid/hydroxyapatite nanocomposite for bone tissue engineering and evaluation of its mechanical properties[J]. Acta Biomaterialia, 2009,5(7):2693-2703.
[7] JUNTUEK P, RUKSAKULPIWAT C, CHUMSAMRONG P, et al. Effect of glycidyl methacrylate-grafted natural rubber on physical properties of polylactic acid and natural rubber blends[J]. Journal of Applied Polymer Science, 2012,125(1):745-754.
[8] 杜宇雷,孫菲菲,原光,等.3D打印材料的發展現狀[J].徐州工程學院學報(自然科學版),2014,29(1):20-24.
[9] GIORDANO R A, WU B M, BORLAND S W, et al. Mechanical properties of dense polylactic acid structures fabricated by three dimensional printing[J]. Journal of Biomaterials Science, Polymer Edition, 1997,8(1):63-75.
[10] 王忠宏,李揚帆,張曼茵.中國3D打印產業的現狀及發展思路[J].經濟縱橫,2013(1):90-93.
[11] 金澤楓,金楊福,周密,等.基于FDM聚乳酸3D打印材料的工藝性能研究[J].塑料工業,2016,44(2):67-70.
[12] 宋謀道,朱吉亮,張邦華,等.可生物降解的聚乳酸彈性體的性能研究[J].高分子學報,1998,1(4):393-398.
