機器人在玻璃涂膠控制系統的應用
2017-05-31 22:36:54楊欣慧
現代交際 2017年7期
楊欣慧
摘要:本文的研究核心是應用機器人對玻璃進行涂膠,機器人作為執行元件,反應快,且可以長時間持續工作、精確度高、抗惡劣環境的能力強,是工業以及非產業界的重要生產和服務性設備。機器人控制系統的手腕、肘關節運動通過伺服電機來控制,準確、反應快,零慣性;通過示教作業控制機器人系統的軟件操作,指定的機器人語言來控制機器人的涂膠操作。
關鍵詞:機器人 示教作業 伺服電機 再生作業
中圖分類號:TP242 文獻標識碼:A 文章編號:1009-5349(2017)07-0033-01
一、機器人系統的硬件結構
機器人系統包括四部分組成:機器人主體、懸式示教操作臺、AX控制裝置、操作面板。
機器人主體的作用相當于機械手,完成對玻璃的涂膠;關節部分通過伺服電機控制,將輸入的電壓信號轉化成角位移信號,工作穩定性好,精度高,所需要電壓小,在0-15V電壓作用。伺服電機的控制方式是脈寬調制(PWM)控制方式,通過數字量對模擬量進行控制,經濟、抗干擾,節約空間,電機能夠迅速制動,無慣性旋轉。
旋轉示教操作臺能夠完成手動作業,以“手動操作”將機器人誘導至將要記錄的點。旋轉方式包括:機器人主體旋轉,上腕旋轉,下腕前后動作,手掌上下動作,上腕上下動作,手掌旋轉。
AX控制裝置外接外部緊急停止輸入、安全插頭輸入、示教動作開關輸入等設備。當外部緊急停止輸入信號變成開啟狀態時,機器人立即發生緊急剎車,運轉準備(伺服電源)會被硬件電路切斷。機器人在動作中,為了預防作業人員未經許可就進入安全防護柵,設有安全插頭,當門扉開時,機器人即自動停止,而其連接至機器人控制裝置的安全插頭輸入。
二、機器人系統的軟件調試
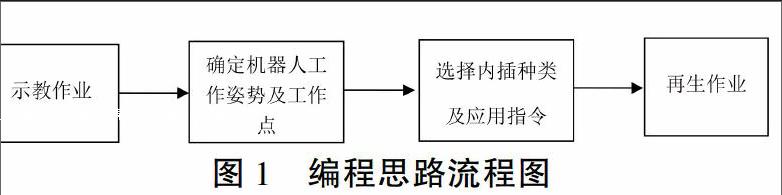
機器人系統的編程思路是:先進行示教作業,再進行再生作業。示教作業是指教給機器人動作及位置號碼,此工作是在現場調試完成的。示教的過程需要確定機器人工作姿勢及工作點,在調試中根據玻璃的形狀選擇內插種類及應用指令。示教結束后,選擇再生作業,即機器人按照示教指定的工作軌跡進行再生作業。具體流程圖如下圖1所示。
圖1 編程思路流程圖
在機器人軟件調試的過程中,示教作業是調試的核心。示教作業需要反復調試,根據玻璃的形狀,結合機器人指令、機器人工作姿勢及工作點,確定轉軸的位置及工作點。調試中出現的問題主要包括兩個方面:收尾處的膠形控制和膠形的控制。因涂膠的形狀是閉合的曲線,收尾處的軌跡控制需要走外緣切線及適當的調整玻璃的角度,這樣才能滿足玻璃涂膠膠形的工藝要求。膠形的控制需要采取膠形垂直于地面的方式,否則容易出現倒膠的效果。
三、實驗數據
在玻璃粘接中需要先涂玻璃底膠,玻璃底膠相對穩定性好,在使用前需要在室溫下放置2-24小時;如果不用時,瓶口應密閉。底膠在空氣中自然干燥的時間至少為5min。在涂底膠的過程中,需要先確認膠條有無裂紋、彎曲、變形、變色等外觀缺陷,且不能黏附油、水、手紋等污漬。
底膠涂完后,沿著底膠進行涂膠,加熱有利于提高膠體的化學性能,提高內聚強度與粘接強度。加熱固化的方式有多種:電加熱,高頻加熱及超聲波加熱等。加壓也影響膠粘劑的固化,使膠膜更加均勻地滲透微孔,加快膠粘劑的縮聚反應,同時有利于排除水分、溶劑、氣泡等物質,粘接強度高。安裝壓力一般在玻璃上加壓100N—150N,具體情況具體分析。加壓過程中會產生剪切力,剪切力是指物體由于載荷、溫度等外界因素變化時,膠體產生變形,它的內部任一截面產生的相互作用力,剪切力越大,剪切作用越強,效果也越好。
粘接寬度是指充分擠壓的玻璃的有效寬度,黏結寬度越寬,所能承受的剪切力越大。
靜負荷是指單位面積上承受的力,由實驗可知:溫度越高,同等壓力下,涂膠的下壓量越大;同一溫度下,靜負荷越大,涂膠的下壓量越大。
通過實驗可知:玻璃膠截面的形狀是三角形,長7mm,高12mm,能夠符合基本的工藝要求。
四、結論
總之,系統以機器人控制系統為控制裝置的核心,機器人系統通過編制機器人識別的語言,控制機器人的涂膠操作,控制精度高,手臂旋轉靈活,可以在惡劣的環境中長期使用;而且可以輸入不同的編程指令,來控制不同車型玻璃的涂膠操作,實用性高。因此,在企業的汽車涂膠控制系統中應用很廣。
參考文獻:
[1]張于明.玻璃涂膠控制系統的調試與安裝[J].華北電力大學學報,2015,l0(1).
[2]王霞.機器人在玻璃涂膠控制系統的應用[J].吉林大學學報,2016,7(5).
責任編輯:楊國棟