刃入時(shí)序?qū)Ψ吇貜椀挠绊懠霸蚍治觥⒏纳魄闆r
2017-06-01 12:26:15馬驥飛武俊天津汽車模具股份有限公司技術(shù)中心
鍛造與沖壓 2017年4期
文/馬驥飛,武俊·天津汽車模具股份有限公司技術(shù)中心
刃入時(shí)序?qū)Ψ吇貜椀挠绊懠霸蚍治觥⒏纳魄闆r
文/馬驥飛,武俊·天津汽車模具股份有限公司技術(shù)中心

馬驥飛,技術(shù)分公司品質(zhì)科科長(zhǎng),工程師,碩士學(xué)歷,2007年畢業(yè)至今主要從事汽車模具的工藝設(shè)計(jì)、數(shù)值模擬分析、制件調(diào)試跟蹤和品質(zhì)提升等工作,通過CAE模擬計(jì)算為車間調(diào)模降低成本,并通過與車間的良好配合,解決了一系列制造調(diào)試過程中的問題。
通過模擬幾種常見的多料翻邊和少料翻邊的不同刃入時(shí)序的回彈,分析結(jié)果,找到規(guī)律。并通過分析應(yīng)力狀態(tài)及翻邊過程,收集了不同刃入量的情況,得出結(jié)論:先后刃入對(duì)少料翻邊效果較好,對(duì)多料翻邊效果不明顯。刃入量落差與回彈量變化呈非線性正相關(guān)。
金屬板料成形是現(xiàn)代工業(yè)中的一種重要加工方法,在汽車行業(yè)有著廣泛的應(yīng)用。當(dāng)今汽車的車身為減小風(fēng)阻,造型美觀,越來(lái)越多運(yùn)用弧形元素。外覆蓋件會(huì)大量應(yīng)用弧形面和弧形邊界。翻邊成形又是板料成形工藝中重要的成形方法,對(duì)零件進(jìn)行翻邊既可以獲得光滑的圓角,又能夠提高零件的剛度,使其在復(fù)雜的工作條件下有足夠的剛性來(lái)抵御各種變形與振動(dòng),此外還可利用翻邊形成的豎邊和其他零件進(jìn)行裝配合邊等。但當(dāng)弧形區(qū)域翻邊時(shí),給成形造成一定困難,翻邊后由于邊緣展長(zhǎng)發(fā)生變化,有應(yīng)力產(chǎn)生,進(jìn)而發(fā)生回彈。
根據(jù)以往學(xué)者的研究結(jié)論,翻邊板料可分為不變形區(qū)(壓料面)、圓角區(qū)和主變形區(qū)(豎邊部分)。翻邊時(shí)壓料面不變形,主變形區(qū)雙向受拉或受壓,主應(yīng)力為周向應(yīng)力和徑向應(yīng)力,進(jìn)而產(chǎn)生周向應(yīng)變和徑向應(yīng)變。卸載后,制件在殘余應(yīng)力作用下會(huì)發(fā)生回彈。我們有多種方法控制翻邊產(chǎn)生回彈,比如在邊界增加工藝缺口以釋放部分應(yīng)力;拉延序做過拉延,減小翻邊量以減小翻邊應(yīng)力;型面按回彈的數(shù)值做反向補(bǔ)償?shù)取8淖兎呰倝K刃入時(shí)序,即先后刃入,是改善回彈方法中模具更改量最小,模具調(diào)試中最常用的一個(gè)方法。本文將探討刃入時(shí)序?qū)追N翻邊情況(多料翻邊和少料翻邊)的回彈影響,并初步探討其原因。
模擬試驗(yàn)
模擬的基本建模情況
圖1,圖2,圖3分別為模擬中的下模、上模鑲塊和基本模型的情況,用正交試驗(yàn)的方式,模擬四種下模分別對(duì)應(yīng)四種上模的回彈情況,也就是說(shuō),試驗(yàn)樣本為16個(gè)。下模型面和棱線圓弧均為R1500,圓角R3。上模翻邊鑲塊圓角R3,先后刃入時(shí),先后刃入落差都為15mm。也就是觸料最早和最晚的落差為15mm。坯料采用DC04,料厚為0.8mm,上型基準(zhǔn)。圖4為坯料材料參數(shù)。
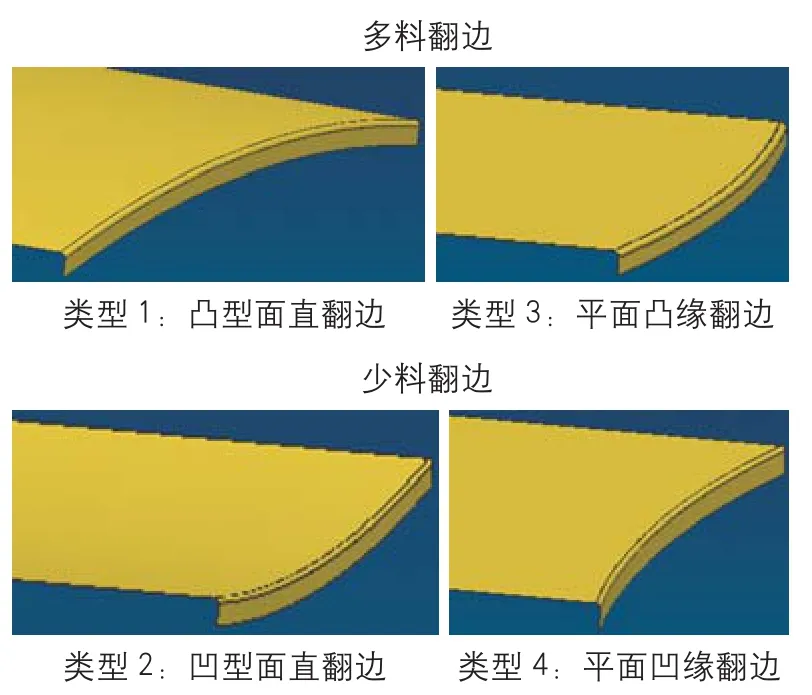
圖1 模擬的四種下模形狀
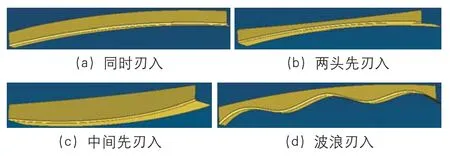
圖2 模擬中的四種翻邊鑲塊形式(以類型1為例)
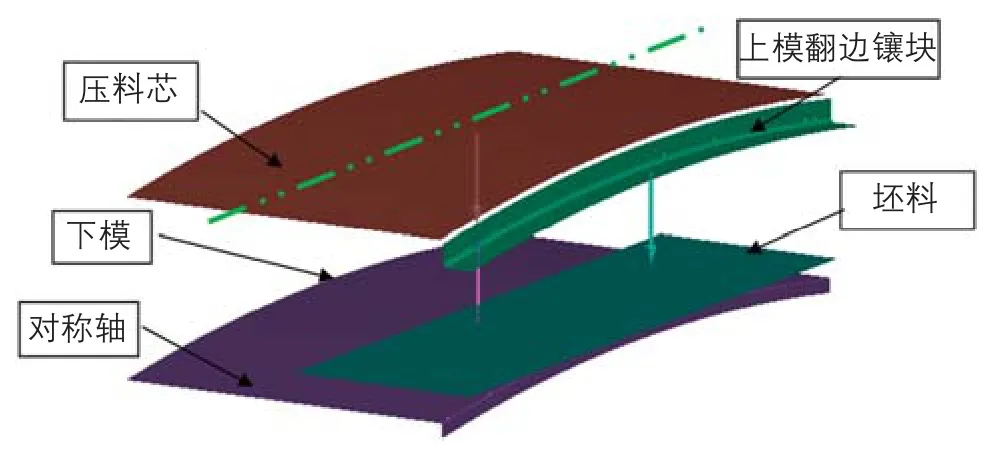
圖3 模擬基本模型
模擬結(jié)果匯總
表1為模擬結(jié)果匯總,表中回彈量的數(shù)值采集自靠近翻邊棱線的區(qū)域,兩頭找一個(gè)絕對(duì)值最大的值,中間區(qū)域找一個(gè)絕對(duì)值最大的值,正值代表向上彈,負(fù)值代表向下彈。然后兩頭的值減去中間的值。這樣最終的值如果是正值,則說(shuō)明是中間凹,兩頭翹的趨勢(shì):負(fù)值則說(shuō)明是中間凸,兩頭低,數(shù)值的絕對(duì)值越大,說(shuō)明回彈越厲害。
對(duì)比表中回彈量數(shù)值,可以發(fā)現(xiàn),多料翻邊(類型1,類型3)同時(shí)刃入的回彈是中間凹,兩頭翹的狀態(tài),這兩種類型的翻邊,各種刃入時(shí)序變化對(duì)其回彈量和回彈分布都沒有太大影響,從云圖看顏色基本一致。從數(shù)值看,有點(diǎn)效果的改善量也就在10%左右。換句話說(shuō),彈10mm能回來(lái)1mm。
少料翻邊(類型2,類型4)同時(shí)刃入的回彈都是中間高,兩頭低。無(wú)論哪種先后刃入的方式,回彈均有明顯改觀。從云圖上看,幾種先后刃入方式的云圖都變成中間藍(lán)綠,兩頭紅,也就是中間凹兩頭翹,兩頭先刃入和中間先刃入的效果在翻邊面附近的區(qū)域相似,在遠(yuǎn)離翻邊面的區(qū)域顏色分布有區(qū)別。對(duì)類型4來(lái)說(shuō),這兩種刃入都使回彈分布呈波浪分布,而不是單曲率的樣式。波浪刃入的變化最為明顯,趨勢(shì)幾乎與同時(shí)刃入完全相反。從數(shù)值上看,都從負(fù)值變?yōu)檎担瑑深^先刃和中間先刃的數(shù)值很接近,而波浪刃入的回彈數(shù)值改變最為劇烈。由此可見,波浪刃入對(duì)少料翻邊回彈改善的效率更高。
原因分析
應(yīng)力分析
由于翻邊回彈的產(chǎn)生是翻邊面上周向應(yīng)力的作用。如果回彈發(fā)生改變,勢(shì)必是應(yīng)力發(fā)生改變引起的,我們可以對(duì)比下不同刃入對(duì)應(yīng)力的影響。
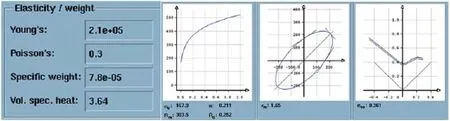
圖4 DC04基本材料參數(shù)
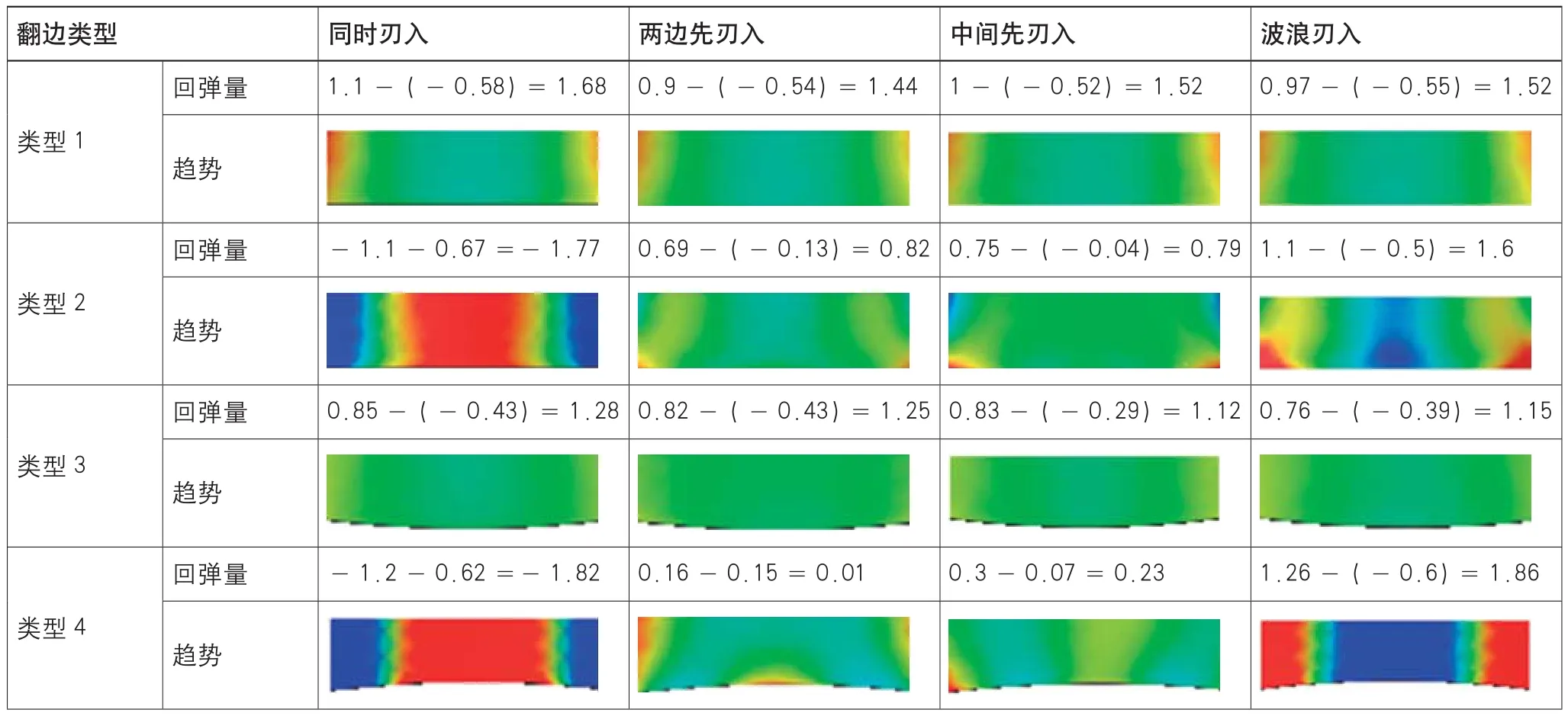
表1 模擬結(jié)果匯總
我們先看刃入時(shí)序?qū)貜椨绊懘蟮纳倭戏叀R灶愋?為例。
圖5分別為類型2幾種不同刃入的翻邊面上的應(yīng)力分布對(duì)比。其中白色區(qū)域應(yīng)力為負(fù)值,藍(lán)色到紅色應(yīng)力為正值且逐漸增大。
由圖5可發(fā)現(xiàn),同時(shí)刃入時(shí)應(yīng)力分布均勻,基本上是中間最大,兩邊最小。且應(yīng)力全為正值,也就是拉應(yīng)力。而先后刃入改變了應(yīng)力狀態(tài),應(yīng)力不再均勻,而是呈波浪分布,壓應(yīng)力和拉應(yīng)力交替出現(xiàn),且應(yīng)力數(shù)值都明顯減小,由紅黃色為主的色調(diào)轉(zhuǎn)為藍(lán)白色為主。綜合表1和圖5的結(jié)果,可以發(fā)現(xiàn),拉應(yīng)力的顯著降低導(dǎo)致回彈量的變化。在波浪刃入情況下,壓應(yīng)力區(qū)域大于拉應(yīng)力區(qū)域,導(dǎo)致回彈趨勢(shì)發(fā)生了反轉(zhuǎn)。
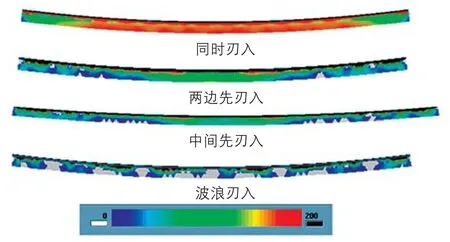
圖5 類型2不同翻邊時(shí)序時(shí)的應(yīng)力分布
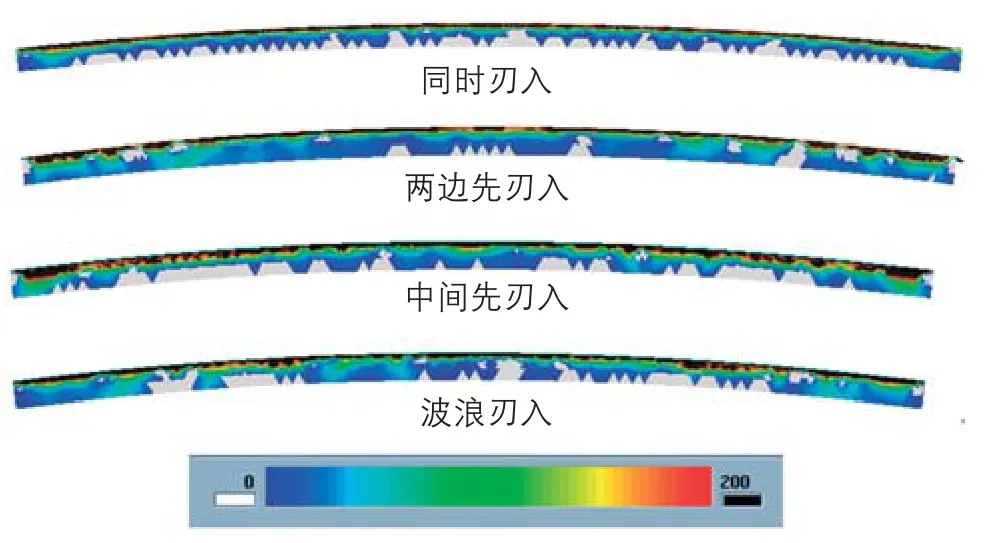
圖6 類型1不同翻邊時(shí)序時(shí)的應(yīng)力分布
我們?cè)倏炊嗔戏叺那闆r。以類型1為例。
圖6分別為類型1幾種不同刃入的翻邊面上的應(yīng)力分布對(duì)比。其中白色區(qū)域應(yīng)力為負(fù)值,藍(lán)色到紅色應(yīng)力為正值且逐漸增大。
由圖6可見,同時(shí)刃入時(shí)應(yīng)力分布均勻,以壓應(yīng)力為主,幾種刃入方式都沒有明顯改變應(yīng)力的數(shù)值和分布。只是把原來(lái)較多小片的壓應(yīng)力區(qū)域變?yōu)閹滋幋笠稽c(diǎn)的壓應(yīng)力區(qū)域。色調(diào)沒有明顯變化。綜合表1和圖6的結(jié)果,可以發(fā)現(xiàn),應(yīng)力沒有顯著變化。所以對(duì)回彈也沒有明顯改變。
翻邊過程分析
我們?cè)倏聪路呥^程。圖7為類型1翻邊過程中板料失穩(wěn)而發(fā)生起皺的情況。圖8為類型1兩邊先刃入翻邊過程中起皺狀況。可見,兩邊先刃并不是想象中的可以將起皺往中間趕,起皺會(huì)隨翻邊的進(jìn)行逐漸產(chǎn)生,而不是集中在中間產(chǎn)生。且起皺明顯比同時(shí)刃入大,但起皺個(gè)數(shù)少。
我們?cè)倏催^程中的應(yīng)力分布。由圖9可見,在兩邊先刃入翻邊過程中,端頭料先翻下去,中間料處于未觸料狀態(tài),在觸料面附近的一段料始終受壓應(yīng)力(圖9中白色區(qū)域),當(dāng)所受壓應(yīng)力大于其所承受極限時(shí),就發(fā)生起皺,在“趕料”的過程中,上模鑲塊經(jīng)過的板料都在逐漸失穩(wěn),起皺,產(chǎn)生壓應(yīng)力,最終形成圖6的應(yīng)力分布。
圖10與圖11為中間先刃入的情況,與上述情況類似,起皺隨著翻邊經(jīng)過的地方逐步形成,而不是被趕到兩端去。可見,對(duì)多料翻邊來(lái)說(shuō),先后刃入只是改變了起皺的時(shí)間,將很多小皺變成幾個(gè)大皺,但總的壓應(yīng)力大小和總體分布沒有大的變化,所以回彈狀態(tài)也沒有明顯變化。

圖7 同時(shí)刃入翻邊過程中起皺狀況

圖8 兩邊先刃入翻邊過程中起皺狀況
圖9 兩邊先刃入翻邊過程中應(yīng)力分布狀態(tài)

圖10 中間先刃入翻邊過程中起皺狀況

圖11 中間先刃入翻邊過程中應(yīng)力分布狀態(tài)
而對(duì)于少料翻邊,先后刃入也會(huì)出現(xiàn)起皺的情況。同時(shí)刃入時(shí)無(wú)起皺現(xiàn)象,而先后刃入時(shí),不管哪種方式,翻邊過程均有起皺現(xiàn)象。圖12為不同翻邊時(shí)序的起皺狀態(tài)。少料翻邊在同時(shí)刃入翻邊過程中,無(wú)壓應(yīng)力產(chǎn)生。但在先后刃入時(shí),均在觸料點(diǎn)附近出現(xiàn)白色區(qū)域,即壓應(yīng)力。出現(xiàn)的壓應(yīng)力極大的改變了整體應(yīng)力狀態(tài),導(dǎo)致回彈的顯著變化。圖13為類型2不同翻邊時(shí)序的應(yīng)力狀態(tài)。
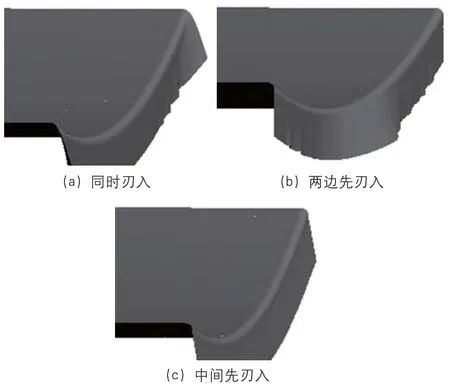
圖12 類型2不同翻邊時(shí)序的起皺狀態(tài)
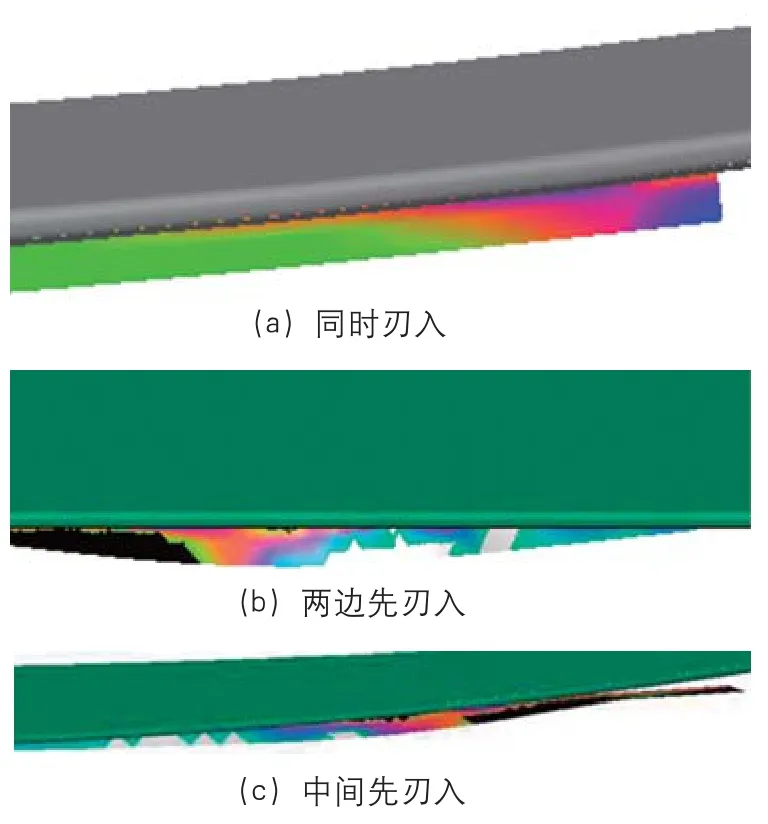
圖13 類型2不同翻邊時(shí)序的應(yīng)力狀態(tài)
改變?nèi)腥肓康那闆r
以上結(jié)果和分析,全建立在先后刃入量為15mm的基礎(chǔ)上,如果加大刃入量落差,情況是否有變化呢?
多料翻邊刃入量落差加大情況
以類型1為例,將先后刃入量落差加大到80 mm,只看兩頭先刃入和中間先刃入兩種情況。圖14和圖15分別為類型1兩頭先刃入和中間先刃入落差80mm后的應(yīng)力分布與回彈值。
由圖14、圖15及表1的結(jié)果,可以發(fā)現(xiàn),增大刃入量落差對(duì)回彈幾乎無(wú)影響,對(duì)應(yīng)力分布也無(wú)大的改變。
少料翻邊刃入量落差加大情況
對(duì)少料翻邊也做同樣試驗(yàn),以類型2為例,將先后刃入量落差加大到80mm,只看兩頭先刃入和中間先刃入兩種情況。圖16和圖17分別為類型2兩頭先刃入和中間先刃入80mm后的應(yīng)力分布與回彈值。
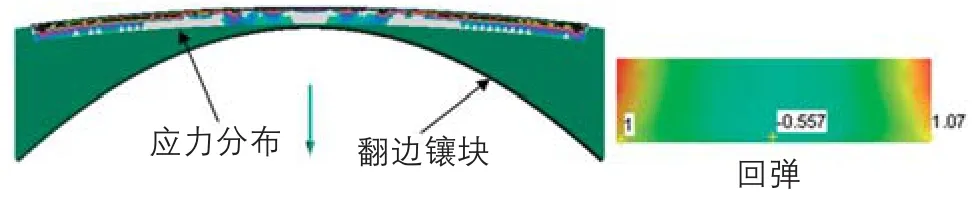
圖14 類型1兩邊先刃入落差80mm后的應(yīng)力分布與回彈值
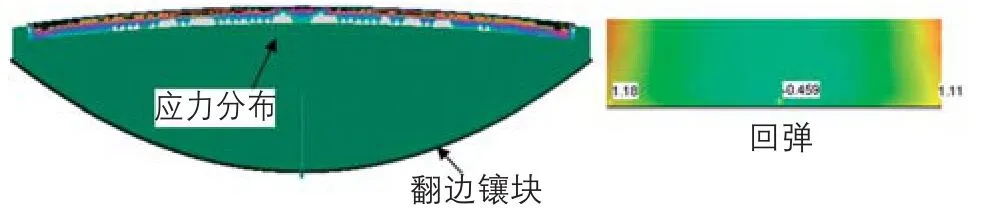
圖15 類型1中間先刃入落差80mm后的應(yīng)力分布與回彈值

圖16 類型2兩頭先刃入80mm后的應(yīng)力分布與回彈值

圖17 類型2中間先刃入80mm后的應(yīng)力分布與回彈值
由圖16、圖17及表1的結(jié)果,可以發(fā)現(xiàn),增大刃入量落差對(duì)少料翻邊回彈影響較大,對(duì)比刃入落差15mm的情況,回彈量幾乎翻倍。但相對(duì)于刃入量落差增大5倍多,回彈量增加不到一倍,可見其關(guān)系非線性。
波浪刃入的情況
由上文可知,兩頭先刃入和中間先刃入的刃入量落差和回彈量呈非線性正相關(guān),波浪刃入是否有一樣的規(guī)律呢?
以類型4為例,將波浪刃入的刃入量落差分別做到3mm、6mm、10mm、15mm和20mm,觀察其回彈量。圖18為類型4波浪刃入不同落差下的回彈值圖示,圖19為類型4波浪刃入落差和回彈值的關(guān)系。由圖18和圖19可見刃入量落差和回彈量的關(guān)系呈拋物線型,落差超過10mm后,回彈基本上無(wú)大變化。另外,從圖19中可見,只需3mm的刃入量落差,就可以將1.8mm的回彈量控制在0.3mm以內(nèi),效率遠(yuǎn)高于另兩種先后刃入方式。
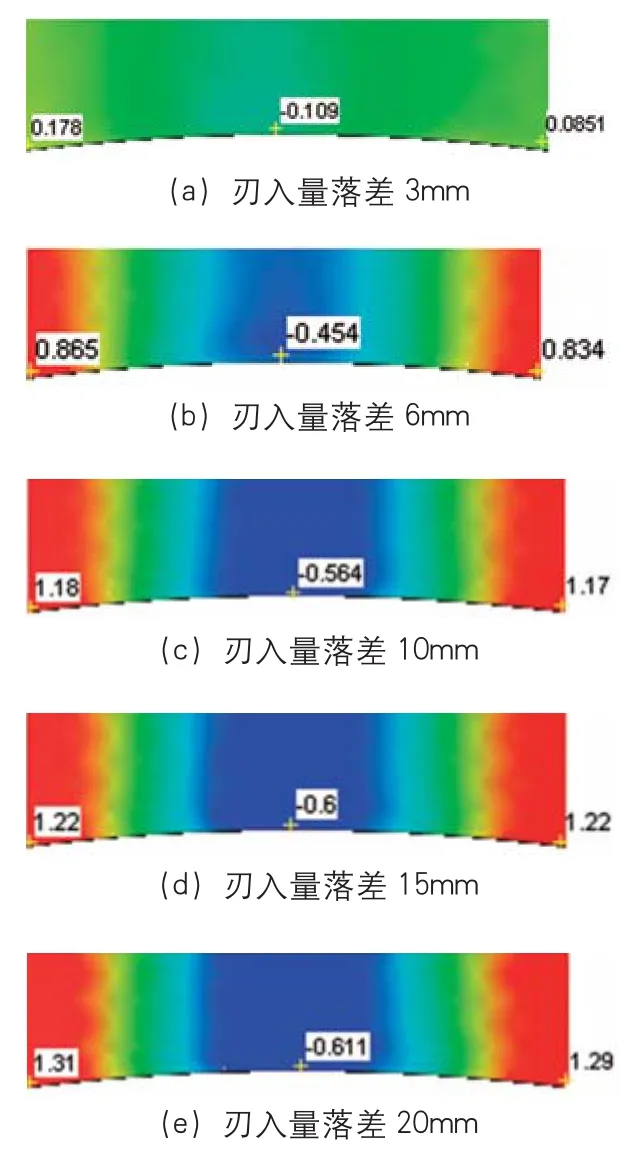
圖18 類型4波浪刃入不同落差下的回彈值
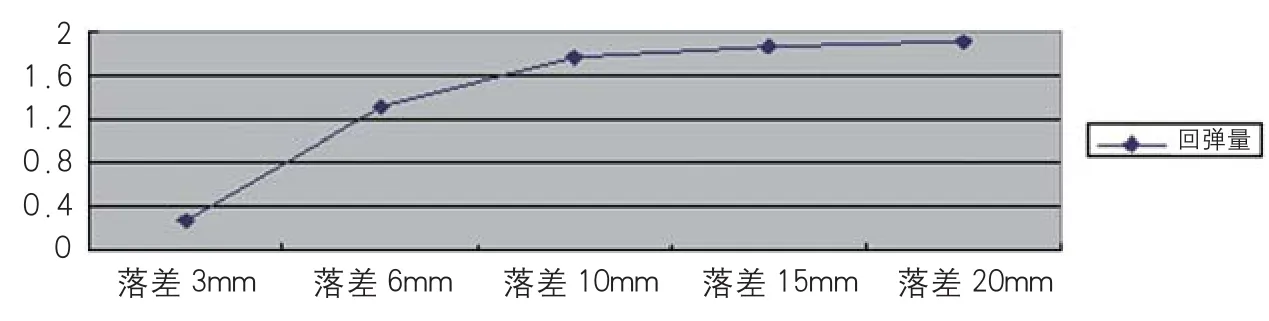
圖19 類型4波浪刃入落差和回彈值的關(guān)系
結(jié)束語(yǔ)
結(jié)合上文分析,得出以下結(jié)論:
⑴先后刃入的過程都是產(chǎn)生壓應(yīng)力即起皺的過程。且兩邊先刃入與中間先刃入的壓應(yīng)力分布無(wú)明顯不同,不存在將起皺趕到兩邊或中間的情況。即使增大刃入量也不會(huì)影響起皺的分布趨勢(shì)。
⑵對(duì)于多料翻邊(類型1、類型3),各種刃入時(shí)序變化對(duì)其回彈量和回彈分布都沒有太大影響。增大刃入量也是如此。
⑶對(duì)于少料翻邊(類型2、類型4),無(wú)論在哪種先后刃入的方式下,均有明顯改觀,且兩頭先刃入和中間先刃入效果相似,波浪刃入對(duì)少料翻邊改善的效率更高。
⑷少料翻邊對(duì)先后刃入的刃入量落差敏感。刃入量落差與回彈量變化呈非線性正相關(guān),當(dāng)刃入量落差到一定程度時(shí),回彈量將不再變化。
