鋁板零件的切屑壓傷研究
2017-06-01 12:26:15于志鵬長安福特汽車有限公司杭州分公司
鍛造與沖壓 2017年4期
關鍵詞:工藝
文/于志鵬·長安福特汽車有限公司杭州分公司
鋁板零件的切屑壓傷研究
文/于志鵬·長安福特汽車有限公司杭州分公司

于志鵬,沖壓工藝工程師,主要從事模具開發、調試、沖壓生產中模具問題的解決工作。
目前隨著汽車輕量化的需求,鋁板越來越多使用在車身上面;輕量化的車身對降低油耗有著顯著的作用,各個主機廠都開始著手對鋁板零件的開發;鋁板屬于新材料新技術的應用,在國內還沒有普遍使用,目前各個主機廠都在探索其使用過程;本文主要探討鋁板零件生產過程中的切屑問題及解決辦法。本文以我公司發動機蓋外板為例,從設計、調試、保養幾個方面探討如何開發、使用以及維護模具,研究鋁板零件生產過程中的切屑問題。
目前汽車保有量持續增加,其中燃油消耗對環境污染日益增加,現在各大主機廠都在應用汽車制造輕量化技術來降低汽車的油耗。其中鋁板的應用,是輕量化的重要一部分(純鋁的密度接近2700kg/m3,約為鐵的密度的35%),作為汽車的外覆蓋件,鋁板的應用可以降低重量的10%左右。傳統的汽車外覆蓋件都使用冷軋鋼板進行沖壓,技術成熟.目前大多數汽車廠都在試驗和摸索對鋁板的應用,鋁的性質與鋼板不同,在工藝上有較大不同。
鋁板發動機蓋的零件分析
發動機蓋材質ENAW-6014,料厚1.2mm,抗拉強度280MPa,屈服強度120MPa,采用串聯自動化方式生產,共4序模具。鋁材料相對于鋼材硬度小(鋁材料硬度HB25,鋼板硬度HB50),材料伸長率差(鋁材料延伸率13%,鋼板延伸率35%)。所以零件成形較鋼板差,切邊條件不好,易產生切屑、切屑容易粘連、表面容易壓傷。
本零件模具根據壓機需求工藝規劃如下:
OP10(單動拉延,正裝);OP20(修邊);OP30(修邊+翻邊);OP40(翻邊側修邊)。
下面從模具設計、現場應用、后續問題處理三個方面來探討如何避免模具切屑。
模具設計
根據鋼板的經驗,防止切屑壓傷需要避免交刀、減少廢料刀、控制切邊角度。
根據切邊角度的規范,修邊的沖壓方向要在70~110°之間,為了避免產生問題,工藝設計角度全都控制在85~95°之間,如果不能保證這個角度就采用斜楔進行修邊。如圖1所示。
為了模具的切邊設計合理,為了防止切屑的產生,OP20模具只切掉了零件的前后端,這有效地避免了一次切斷的交刀廢屑,并且前后端的零件采用了2次切斷的工藝,有效地避免了零件的損傷。如圖2。
另外在實際的模具中發現,由于鋁屑的粘滯性較強,原有交刀的工藝缺口是按照鋼板的特性設計的,效果不好。于是我們增大了工藝缺口,深度增加至1mm,長度增加0.5mm,這樣有效地解決了此項問題;圖3所示為鋼板與鋁板設計工藝缺口形狀對比圖。其中虛線為鋼板設計工藝缺口形狀,點線為鋁板設計工藝缺口形狀,鋼板的設計工藝缺口較鋁板的大些。
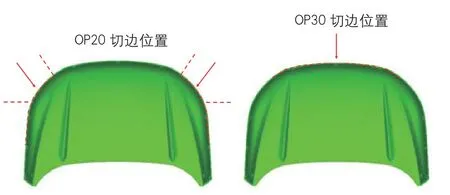
圖1 OP20與OP30切邊位置圖
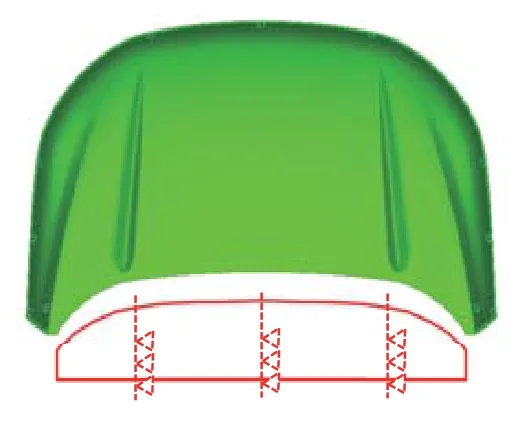
圖2 發動機蓋后端采用了2次切斷的工藝(紅色實線代表廢料,紅色虛線代表廢料刀)
圖3 鋼板與鋁板設計工藝缺口形狀對比圖
再次由于此零件采用了拉延筋進行拉延控制,拉延筋為半圓形,立壁存在一定的角度,這樣會造成零件與修邊刀口的平行,即產生立切,這種立切會導致零件的切屑,所以在廢料刀的位置,拉延模面進行了平緩處理,使切邊刀與零件垂直,這樣就有效地避免了切屑,如圖4所示。
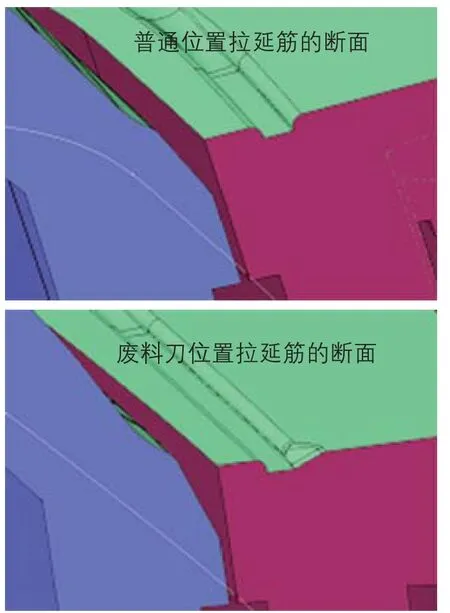
圖4 普通位置拉延筋斷面與廢料刀位置斷面比較
模具現場應用
模具調試結束后,零件進入量產階段,切屑壓傷的問題造成停線率升高,我們統計了量產后3個月的切屑壓傷停線率,平均15%左右,與我們的目標3%相差很多。
停線問題中,其中OP20,OP30,OP40在生產過程中切屑的壓傷較頻繁,由于鋁板材質較軟,切屑的壓傷必須返修,此零件的一次性合格率(FTT)僅60%左右,40%的零件需要返修,與我們的目標FTT99%相差較遠;這兩點增加了沖壓生產的生產成本,返修成本大幅增加,圖5所示為改進前的停線率以及FTT。
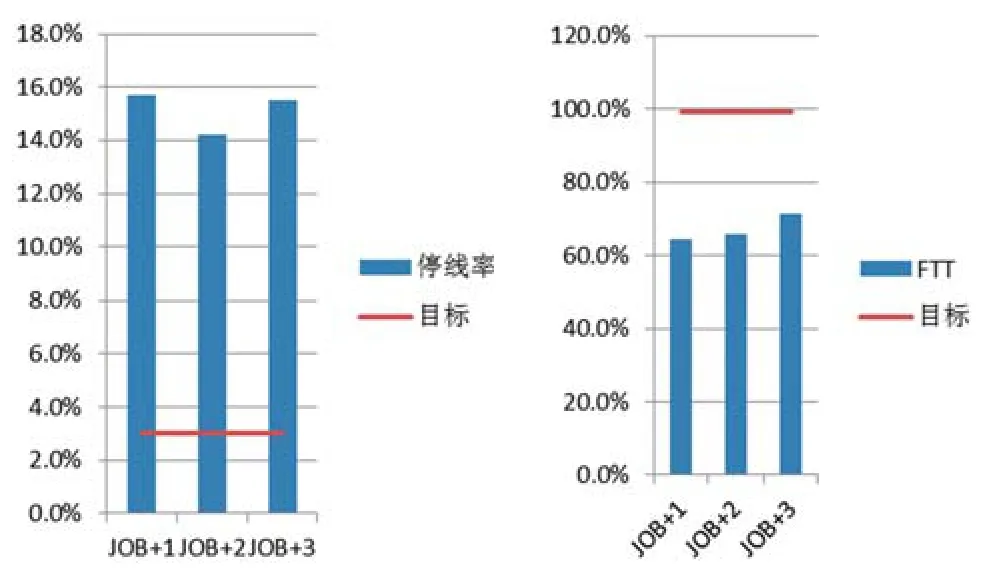
圖5 改進前的停線率以及FTT
控制零件斷口的光亮帶大小來控制切屑產生
切邊間隙
我公司原有的鋁板生產經驗并不豐富,切邊間隙選擇與鋼板大致一致,為料厚的8%,但根據鋁板較軟的特性,8%的間隙使斷口的光亮帶占比2/3左右,這樣就產生部分毛邊,這些毛邊在翻邊過程中極容易被摩擦掉,形成切屑。我們后來查詢了國外的標準件手冊,優化切邊間隙,切邊刃口間隙為板料厚度的10%~12%,根據此特性對刀口進行研修,保證所有的間隙一致。為了避免修邊結束后再次摩擦斷口,我們將刀口垂直度做到-2°,刃口粗糙度達到Ra0~20.4μm。
切邊刃入時機
切邊刀塊刃入時,首先要保證修邊刀塊刃入時機的一致性,避免零件剪切,因為剪切容易產生鋁條,同時刃入,可以保證零件同時被切斷從而減少切屑,刃入深度控制在3mm左右,減少刀口與零件的摩擦,從而減少切屑的產生。
刃口形狀
切邊刀塊與修邊刃口不能過于鋒利,在切邊刀塊與修邊刃口上用銼刀或者油石打磨一下,讓刃口有0.2mm左右的圓角,避免刃口太過鋒利。如不這樣,鋁板在切邊的過程中有被拉斷的趨勢,會產生更大的斷裂帶。
經過以上處理,切邊光亮帶縮小至1/3左右,切邊切屑產生條件基本被阻斷,圖6為整改后零件斷面的示意圖。

圖6 整改后零件斷面的示意圖
模具及鑲塊的熱處理
根據參考國外的標準件手冊,刀塊表面涂覆鍍層,可以提高刀塊的耐磨程度,增加鑲塊的光潔度,增加鑲塊的硬度,這樣可以避免產生廢屑,減少模具的維修。
對于OP10拉延模具,由于為成形工序,材料在型面內流動,由于長時間工作,難免會產生材料脫落,粘滯在拉延筋上,這樣也會產生碎屑,對于這個問題我們對模具采用了電鍍處理,增加模具的光潔度,防止摩擦產生碎屑,另外也增加了模具的硬度,防止拉毛對模具產生損傷。
對于OP20/30/40模具,我們對比傳統的電鍍以及TD處理,最終采用PVD技術。相對于電鍍,PVD的耐磨程度較高。相對于TD處理,PVD的處理溫度較低,約240~350℃,這樣對于鑲塊的變形有很好的控制作用。
模具結構變更
零件的下模為了保證切邊不出現塌角,需要下模符型,但是經過分析觀察,鋁屑較輕,隨著零件在壓機內高速移動,這些切屑可能會落在下模的凸模上,這樣就造成了零件的壓傷。對于這個問題,我們計算了鋁板的抗拉強度,發現屈服強度小于鋼板,切邊力也小于鋼板,于是我們減少了模具下模的符型區域。我們將符型區域減少到了20mm。
同樣,對于上模,為了避免上表面的切屑壓傷,我們將上模的符型區域也進行了縮小,縮小至15mm。這樣由于接觸面積小了,模具壓傷的概率也大大降低了;從OP20/30/40的經驗我們總結出鋁板的修邊模具符型區域可以由40mm縮短至20mm,翻邊模具的符型區域可以由60~80mm縮短至30~40mm,如圖7所示。
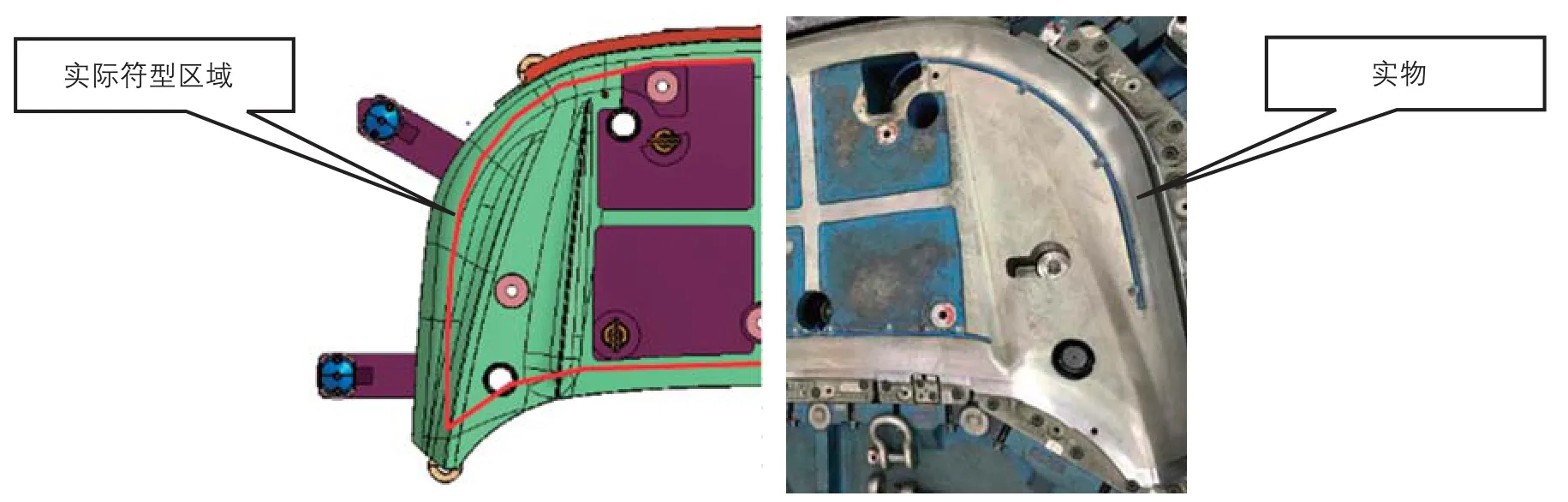
圖7 模具實際符型數模與實物對照圖
模具的預防性維修(PM)
由于我公司生產量比較大,模具預防性維修也尤為重要,廢屑的產生與我們對模具的PM成反比例關系,即PM頻次越多越仔細,切屑產生就越少。我們的PM主要體現在兩個方面。
PM之一,保養
保養的頻次是每1000沖次進行一次,內容涵蓋刃口的清潔、模具的清潔,在生產結束后我們會對整體進行清潔,擦拭模具上的碎屑,由于鋁屑較輕,我們還會在刃口上涂抹黃油,這樣漂浮的切屑會被粘在涂有黃油的鑲塊上。
對于刃口我們還會在保養的過程中對刃口進行擦黑、崩口檢查,如果刃口有擦黑、崩口,我們將會在研配壓力機上進行間隙檢查維修,防止因生產磨損造成的修邊間隙不良。
在生產過程中我們會關心廢料下滑的情況,如果遇到下滑不良的現象,我們會在下線時進行廢料滑道的維修,防止由于卡廢料而造成刃口被啃到的現象。
PM之二,點檢
點檢的頻率是每10000沖次進行一次,主要是模具的拆解,包含檢查導向部件、檢查安裝螺栓。如果導向部件間隙改變,螺栓松動,會導致切邊鑲塊活動,這樣模具就會不穩定,導致切屑發生,一般對于鋁板模具的導向精度是0.03~0.05mm之間。
點檢的另外一項工作是給潤滑部件加油,防止因為零件疲勞造成的模具不穩定。
對于模具預防性維修,已經建立相應的標準與制度,這些可以有效地保證模具的可靠性。
結束語
經過模具這些方面的持續的分階段改進工作,我公司發動機蓋外板因切屑壓傷的停線時間下降至3%左右,一次性合格率達到了99%以上,大大的提高了生產效率,降低了沖壓生產的成本。圖8為整改后的停線率以及FTT趨勢圖。
鋁板模具切屑問題,是目前鋁板生產的主要問題,各個主機廠都受其困擾。這是個綜合性的問題,跟設計、使用、維護都有關系,但我認為這問題的根源還是設計,如果在設計的階段就考慮模具結構問題,在機加工的時候就設計好間隙,這樣就會大大的減少后期的工作。另外使用維護也根據實際建立相應的標準,切屑的問題從而就可以得到控制。
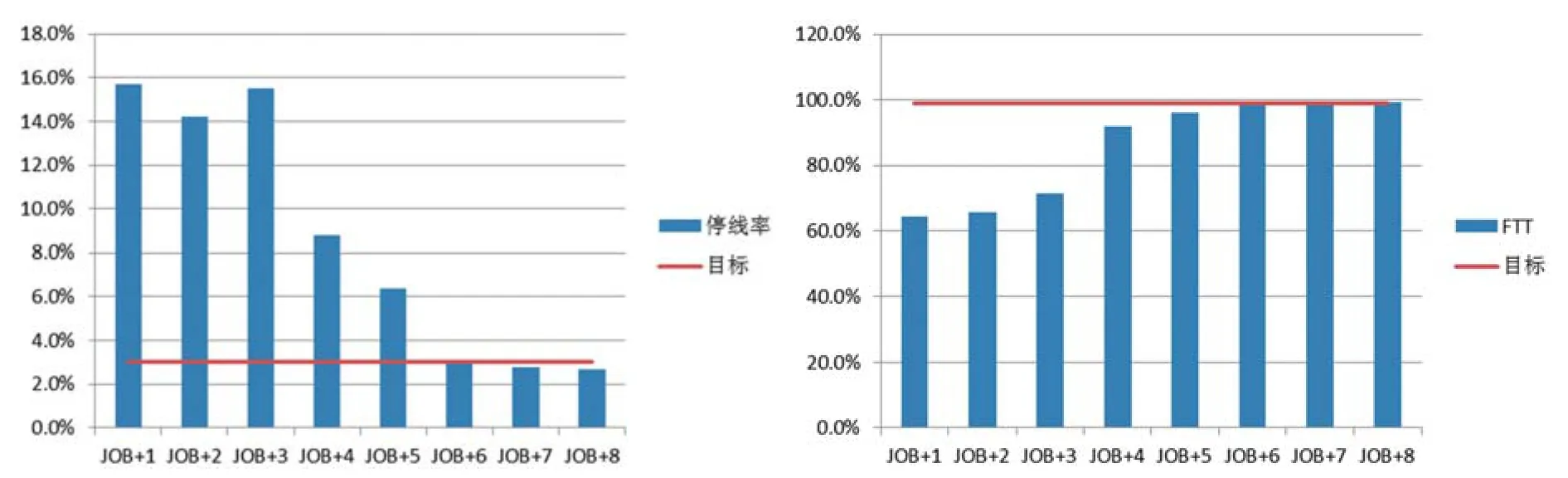
圖8 整改后的停線率以及FTT趨勢圖
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
