汽車外覆蓋件模具調試問題識別及解決方法探討
2017-06-01 12:26:16陳馨黃林趙烈偉安徽江淮汽車股份有限公司技術中心
鍛造與沖壓 2017年4期
關鍵詞:調試
文/陳馨,黃林,趙烈偉·安徽江淮汽車股份有限公司,技術中心
汽車外覆蓋件模具調試問題識別及解決方法探討
文/陳馨,黃林,趙烈偉·安徽江淮汽車股份有限公司,技術中心

陳馨,沖壓工藝主管,助理工程師,主要從事汽車沖壓工藝審查、模檢具圖紙會簽及驗收,沖壓件品標文件編制,沖壓工藝文件編制及沖壓模具現場調試,沖壓件質量控制等工作,參與江淮和暢、M209、A-II、M4等多個項目,擁有4項專利。
本文通過對江淮多個車型外覆蓋件模具的開發、調試,總結了汽車用外覆蓋件模具調試過程中常出現的問題,并對其問題進行分析,對解決方法進行討論。覆蓋件板品質問題的歸類和定性分析,對后續新車型外板件的開發及調試具有實際指導價值,為解決調試中出現具體問題提供思路參考。
近年來汽車行業的飛速發展,見證了汽車類結構設計、加工和測量技術已今非昔比,模具更是把精細化制造和調試提上日程。對于模具開發而言,既要有雄厚的資金來增添高新技術設備,以滿足不斷發展的汽車行業苛刻要求,同時又要擁有大量的具有豐富模具設計和制造知識經驗的人才,模具的開發才能跟上汽車行業不斷發展的需求,進而發展壯大。
在新的汽車開發過程中,汽車外覆蓋件模具的調試一直都是沖壓調試的一大難題,外覆蓋件品質的好壞不僅影響整車外觀,更是顧客對整車滿意度評價的重大因素之一。本文針對汽車外覆蓋件模具調試問題識別及對其解決方法探討,并以江淮某車型外覆蓋件模具調試出現問題為案例進行符圖,后面在實際問題中不做重復說明。
滑移線與沖擊線的識別
圖1所示為滑移線,圖2所示為沖擊線。滑移線與沖擊線的共同點是“拔河”原理,成形后,料流動均是朝單向流動;不同在于,滑移線又稱“棱線滑移”或者“雙棱線”(如圖3所示),經過工藝優化和后期調試可解決,而沖擊線又可稱脫模痕(如圖4所示),有很明顯的沖擊痕,經過優化和調試也很難消除。
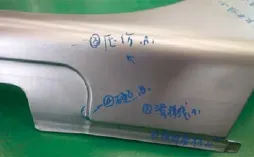
圖1 滑移線
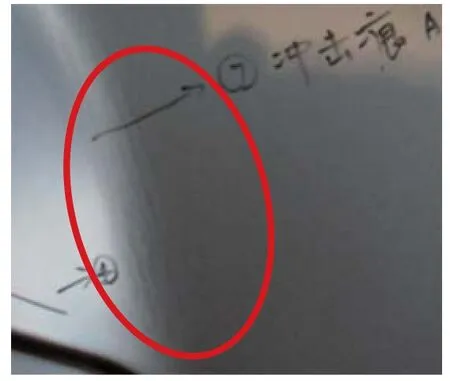
圖2 沖擊線
滑移線供選擇的解決方法大致可分為兩類:
⑴工藝補充:滑移線CAE分析、拉延筋形狀數量選擇、拉延檻應用、分模線調整、結合運用刺破刀、切角刀或調整落料片形狀;
⑵產品設計:減少深拉延造型(外觀面斷面弧長拉延時盡量由內部向外流料,即成形后材料伸長率不超過板料極限拉延率),故有一部分不可消除的滑移線是受制于產品及拉延率。

圖3 滑移線流動示意圖
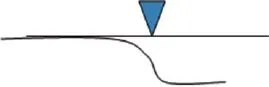
圖4 沖擊線流動示意圖
如圖5中前車門內板,圖中圈示窗框處有滑移線,粉紅色線條所示,屬于二級外觀面,開門后直接可見,無內飾遮擋,影響消費者滿意度,必須消除。分析其產生原因是因圖5三角形所示棱線成形后,料的流向是向內側流動,成形完畢留在藍色三角形所示處,形成了目前的滑移線,即雙線。
解決圖5中的滑移線問題必須從幾個方面考慮:⑴不讓棱線部先接觸板料并成形;⑵棱線接觸成形后,讓料流向遠離產品外觀面的方向;⑶棱線初始接觸成形后,控制或減少板料朝產品外觀面一方的移動量,使滑移線不在最終產品外觀面上即可(原理圖如圖6所示)。故要解決圖5所示前車門內板滑移線情況是不需改動產品的,目前模具上有刺破刀,通過加長刺破刀,增加窗框內側的供料,使滑移線停在原棱線處或使料滑向外側,不在二級外觀面上即可,其實現原理為加長刺破刀后,通過改變刺破刀高度,調節刺破時機,滿足料流向外側的需求。

圖5 前車門內板
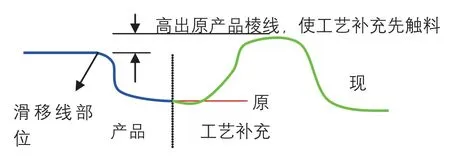
圖6 不讓棱線部先觸料示例
R不順的識別
R不順概念相對籠統,問題表現類別較多,解決具體問題時需具體分析。對于汽車用沖壓件來說R不順的問題,外板件相對內板而言更為普遍。圖7為前車門外板R不順,圖8為后車門外板R不順。
對于一般的情況,產生原因大概分為:凸R處符型度(凹模符型度);翻邊刀是否有交刀,或翻邊不同步;壓料裝置結構不合理導致壓料效果差;翻邊間隙不均勻。解決辦法大致為對凸R角的位置進行修模,做到凸、凹模符型;翻邊成形時,各翻邊刀塊要做到翻邊同步;對壓料芯或壓料裝置進行研合或增壓;翻邊刀塊的間隙要調整均勻。
對于R不順,還有一些特例,具體如下:
翻邊鋸齒
它的特征主要是制件上外輪廓R角呈鋸齒狀,不順,不平,很明顯,這是因為翻邊凸模R角本身呈鋸齒狀,模具對制件翻邊后就會帶有鋸齒狀。對于這類問題解決方案比較明確,一類是翻邊鑲塊重新補焊,對加工中心重新編程,把補焊過的鑲塊重新加工,然后進行安裝調試,全補焊機加后,模具質量、后期板件質量存在一定風險;再有一種是把原有翻邊鑲塊報廢,重新備料復制翻邊凸模,然后安裝調試,這種方式調試時間會加長,原計劃的調試周期有一定的風險。
R(棱線)凸起
圖9所示為R(棱線)凸起原理。產生原因:⑴研合不到位(拉延、翻邊);⑵光順R角(拉延、翻邊);⑶適當增加外圍壓邊力;⑷翻邊間隙緊,刀塊回程時摩擦帶變形;⑸翻邊刀塊型面光潔度不夠。圖10為側圍外板凸起實例。
圖7 前車門外板R不順

圖8 后車門外板R不順

圖9 R(棱線)凸起原理
解決辦法:⑴研合;⑵光順R角;⑶適當增加外圍壓邊力;⑷適當調整翻邊間隙;⑸提高翻邊刀塊工作面光潔度。
對于R(棱線)凸起的問題,前期可以從工藝下手,拉延時部分R角根部有阻料作用,料增厚,CAE分析時可多次修改模面分析,找到一個最優的點;對于關鍵的R棱線,拉延不易控制該問題時,可以嘗試做過拉延造型,后序再結合翻邊處理解決。
R角尖角
圖11所示為某車型發蓋和翼子板R角處尖角。產生原因:⑴ R部翻邊凸模不符型(外張);⑵ R部翻邊凹模不符型;⑶ R部翻邊凸模與凹模翻邊間隙大;⑷前后序交刀不順(輪廓接刀差異)。
圖10 側圍外板凸起
解決方法:⑴凸凹模符型;⑵凸凹模翻邊間隙調整;⑶前后序交刀位置調整。

圖11 某車型發蓋和翼子板R角處尖角
外觀面漸變凸凹(一般)
圖12為中門外板示意圖。此問題識別方法大致分為三種:一是通過經驗用手在板件上撫摸,靠手感來感覺;二是用油石推光,根據有凸凹的區域和其他區域顏色不同來識別;三是燈光下目測(圖13刮膩子處)。
產生原因:⑴一般由于模具拉延凸模不符型;⑵拉延凹模研合率不夠;⑶后序模具凸模不符型或凹模研合率不夠致變形。故在設計工藝時,要盡量注意以下三點:⑴相對平整部位不需設置排氣孔(不是絕對);⑵外板件排氣孔不得超過φ4mm;⑶平整部位必要時可凸、凹模同時設置排氣孔。
解決辦法:⑴凸模符型(油石推光檢查、補焊修整);⑵研合凹模;⑶凸凹模非必須符型區可直接空開處理。
值得注意的是,生產中取放料不當、轉運不當、存放不當(如無工位器具)、工位器具設計不合理(板件自重)都會直接造成外觀面凸凹的缺陷,故在找尋模具問題時需要首先把以上幾種可能排除。

圖12 中門外板

圖13 頂蓋
成形剛性不足
成形不足問題表現比較直觀,就是板件成形后偏“軟”,手指按下后成“坑”狀,有時能恢復原狀,有時不能;不符型,焊裝后如圖14所示,這種問題對汽車外板來說也是常見,其產生的原因也有很多種:⑴板件拉延不充分,屬彈性變形,非塑性等,具體表現為工藝補充不充分(即拉延筋、拉延檻、余肉、拉延深度等設置不合理)或產品造型導致;⑵模具壓邊圈與上模的壓料間隙偏大;⑶壓機壓力不足;4、產品本身造型限制等。

圖14 焊后變形
具體解決辦法:⑴調整壓邊圈與上模的壓料間隙;⑵加壓調試;⑶修改工藝補充或產品;⑷ 成形性允許情況下,降低材料等級(SPCEN逐級嘗試到SPCC)。
外觀面波浪、起皺
外觀波浪式起皺的一種表現形式,主要屬于板料流動不均所致,如圖15兩臺階位置,尤其對應R角先接觸料片,與周圍成形不同步,造成料流不均衡,形成波浪;取消臺階面是對圖中問題最好的解決方案,但往往會受制于產品造型;另一種方法是放大R角,此方法并不一定會根除,但可以起到較好改善作用;還有一種方法是前期控制,在工藝設計階段,可做兩次拉延。
圖15 頂蓋前端波浪起皺
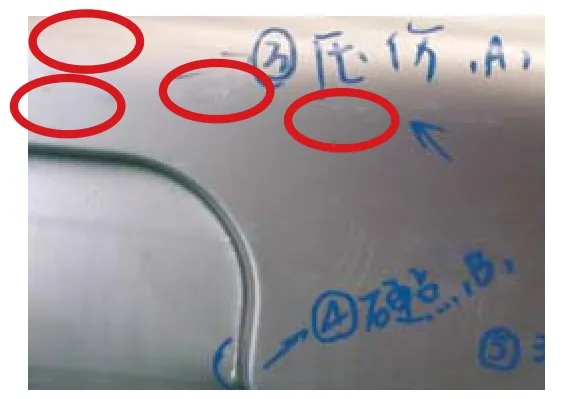
圖16 側圍后段外觀壓傷
外觀面壓傷
外觀面壓傷缺陷的特征不同于板料成形后光澤的局部光亮點(線、帶)或暗點(線、帶),圖16中硬點問題用記號筆表示④屬于壓傷的另一表現。原因是由于型面料厚間隙不均勻造成的,解決方案是對模具模面進行研合、推光,總結一句話就是:原因相對簡單、方案相對固定,結果易預見。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
