陽極氧化對玻璃纖維復合鋁箔材料撕裂強度的影響
2017-06-01 12:24:08馬明明
陜西科技大學學報 2017年3期
關鍵詞:復合材料
馬明明, 楚 楚, 閻 何
(1.西安工程大學 環境與化工學院, 陜西 西安 710048; 2.西安工程大學 產業用紡織品協同創新中心, 陜西 西安 710048)
?
陽極氧化對玻璃纖維復合鋁箔材料撕裂強度的影響
馬明明1,2, 楚 楚1, 閻 何1
(1.西安工程大學 環境與化工學院, 陜西 西安 710048; 2.西安工程大學 產業用紡織品協同創新中心, 陜西 西安 710048)
分別研究在五種酸性電解液(磷酸、磷酸+碳納米管、鉻酸、硫酸+硼酸、磷酸+草酸)中陽極氧化鋁箔表面后,玻璃纖維鋁箔復合材料撕裂強度的變化.結果表明:經過陽極氧化的鋁箔所制備的復合材料的撕裂強度均大于未氧化的.這是由于被氧化的鋁箔表面萌生出疏松多孔的氧化膜,從而增大粘結界面.此外,與其他四種電解液相比,加入碳納米管的磷酸電解液氧化鋁箔所制備的復合材料的撕裂強度最大,為34 N.
陽極氧化法; 玻璃纖維鋁箔復合材料; 撕裂強度
0 引言
玻璃纖維鋁箔復合材料具有良好的耐高溫性、導熱性、密封性、力學強度大[1]、絕緣性好、阻燃性好[2]以及耐腐蝕性能好[3]等特性,因而玻璃纖維復合鋁箔材料在復合風管[4-6]、絕緣包裝材料[7]、防火保溫材料[8]、森林消防避火材料[9]、特種防護裝備[10,11]、裝甲防護[12]、泡沫板材透氣性[13]等領域應用廣泛.為獲取兩種不同性質的材料之間的有效粘結,必須對玻璃纖維和鋁箔的表面進行前處理.由于本文的玻璃纖維原材料已經過生產廠家高溫蠟處理,因此只需對鋁箔表面預處理.鋁箔常用的前處理方法有酸堿處理法[14]、陽極氧化法[15]等.
酸堿處理法對鋁箔表面進行預處理,得到酸洗、堿洗處理后的鋁箔,可以提高鋁箔表面在電化學腐蝕處理中孔洞萌生的密度,改善孔洞分布的均勻性,但采用酸堿處理法處理鋁箔污染大、成本高[14],因此不適合廠家選用.
利用陽極氧化法預處理鋁和鋁合金制品,具有清潔環保,能耗低等優勢[16,17].將鋁和鋁合金制品作為陽極,選擇酸性電解液,酸性電解液主要是磷酸、鉻酸、硫酸、硼酸、草酸等.在酸性電解液中,鋁作為陽極被氧化成Al3+,Al3+與電解液中的O2-反應,生成Al2O3氧化膜.由于酸性電解液可將生成的Al2O3氧化膜溶解,使鋁和鋁制品表面形成的氧化膜產生孔隙,形成疏松多孔的Al2O3氧化膜.該膜不僅可以提高鋁和鋁合金制品的耐腐蝕性[18,19],還可以提高其力學性能[20,21],如粘結強度和抗拉強度等.
本文采用陽極氧化法,研究經過五種不同電解液氧化鋁箔后對玻璃纖維鋁箔復合材料撕裂性能的影響.
1 實驗部分
1.1 試劑與儀器
(1)主要試劑:磷酸(分析純),天津市富宇精細化工有限公司;草酸(化學純),天津市天力化學試劑有限公司;硫酸、硼酸、鉻酸、鹽酸(分析純),洛陽昊華化學試劑有限公司;氫氧化鈉(分析純),西安化學試劑廠;玻璃纖維布(厚度0.18 mm,高溫脫蠟處理),陜西華特玻纖材料集團有限公司;鋁箔(厚度0.01 mm),上海勇王包裝制品有限公司;卡夫特k-609膠,廣東恒大新材料科技有限公司;奧斯邦189有機硅膠,奧斯邦有機硅膠材料有限公司;康達新材WD2609高分子液體密封膠,上海康達化工新材料股份有限公司;丁腈型液態密封膠,美國三和化工科技集團;DICFINE EN-0270耐高溫粘結劑,DIC(日本油墨化學公司);成品碳納米管,中國科學院成都有機化學有限公司.
(2)主要儀器:熱壓機,天譽機械設備有限公司,TY-420;電子織物強力儀,南通宏大實驗儀器有限公司,HD026PC;場發射掃描電鏡(SEM)儀,美國FEI公司,Quanta-450-FEG.
1.2 復合材料的制備
將鋁箔裁剪成15 cm×30 cm規格,采用陽極氧化法將鋁箔分別在五種電解液中處理15 min.按照正交設計法[22]和均勻設計法[23]設計鋁箔陽極氧化方案如表1~5所示.
1.2.1 卡夫特k-609粘結劑粘結的復合材料
鋁箔陽極氧化方案如表1所示.將卡夫特k-609粘結劑均勻涂抹于表1中所列的各個鋁箔表面上,控制鋁箔與玻璃纖維粘結的涂膠量為11±0.2 mg/cm2,將已脫臘的玻璃纖維布裁剪成相同規格分別覆蓋于其上,然后置于TY-420型熱壓機版上,在180 ℃下熱壓60 s使其緊密粘結.熱壓結束后取出試樣裝入自封袋中待用.
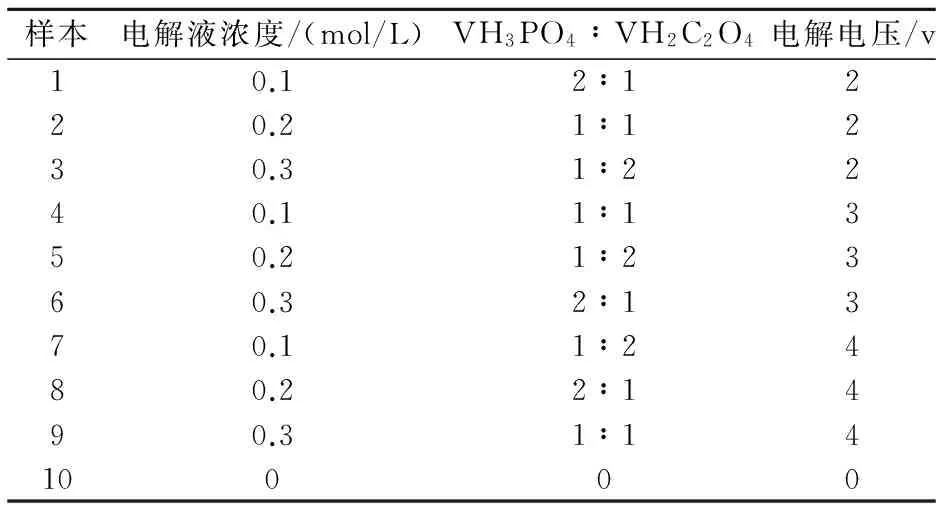
表1 鋁箔陽極氧化處理方案
1.2.2 奧斯邦189有機硅膠粘結的復合材料
奧斯邦189有機硅膠粘結玻璃纖維鋁箔復合材料的粘結方式和熱壓方式同上,鋁箔陽極氧化方案見表2所示.控制復合材料的涂膠量為0.6 mg/cm2,熱壓溫度為150 ℃、時間為60 s.熱壓結束后取出試樣裝入自封袋中待用.

表2 鋁箔陽極氧化處理方案
1.2.3 康達新材WD2609膠粘結的復合材料
將康達新材WD2609粘結劑均勻涂抹于已陽極氧化處理過的鋁箔表面,鋁箔處理方案見表3所示.粘結方式和熱壓方式同上,控制涂膠量為12±0.2 mg/cm2,熱壓溫度為 180 ℃,熱壓時間為45 s.熱壓結束后取出試樣裝入自封袋中待用.
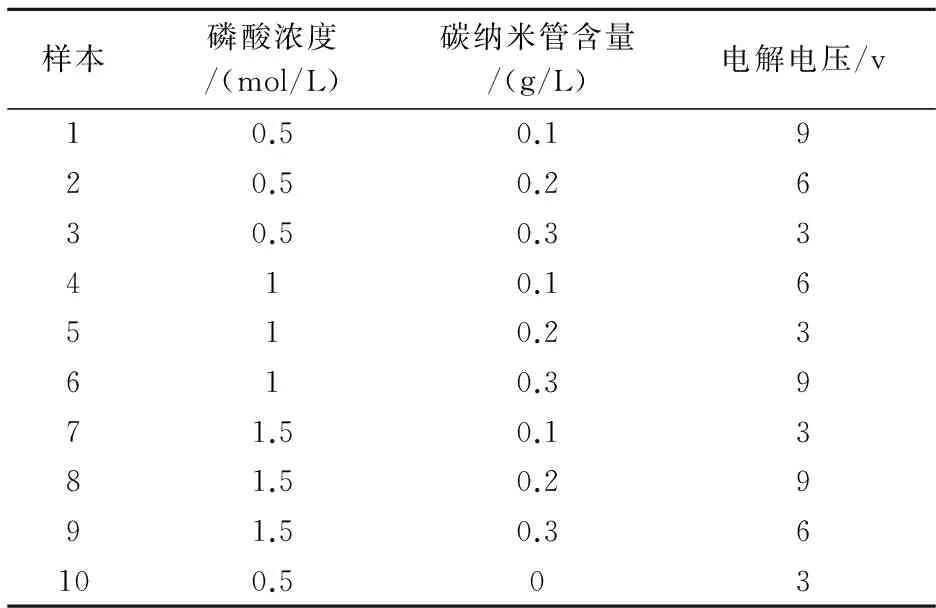
表3 鋁箔陽極氧化處理方案
1.2.4 丁腈型液態密封膠粘結的復合材料
將丁腈型液態密封膠均勻涂抹于已陽極氧化處理過的鋁箔表面,處理方案見表4所示.復合材料粘結方式,熱壓方式同上,控制涂膠量為21.25±0.1 mg/cm2,將粘結好的復合材料在150 ℃下熱壓50 s使其緊密粘結.熱壓結束后取出試樣裝入自封袋中待用.

表4 鋁箔陽極氧化處理方案
1.2.5 DICFINE EN-0270耐高溫粘結劑粘結的復合材料
利用DICFINE EN-0270耐高溫粘結劑粘結玻璃纖維鋁箔復合材料,鋁箔處理方案見表5所示.粘結方式,熱壓方式同上.控制復合材料在140 ℃下熱壓60 s使其緊密粘結.熱壓結束后取出試樣裝入自封袋中待用.
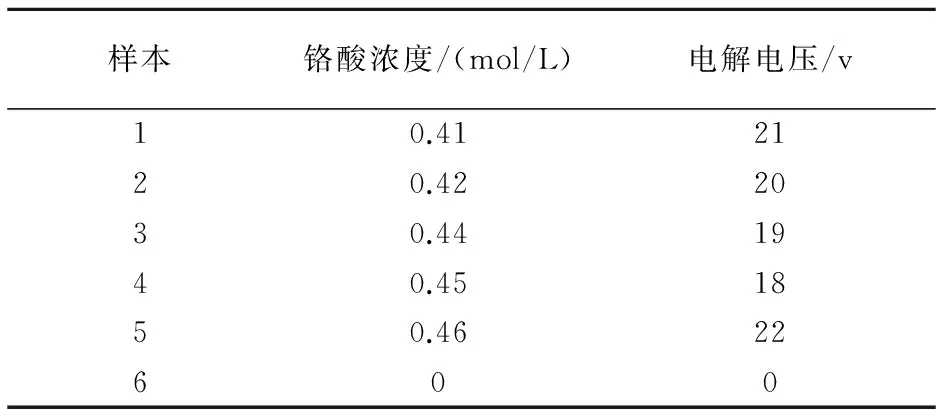
表5 鋁箔陽極氧化處理方案
1.3 玻璃纖維鋁箔復合材料撕裂強力測定
根據紡織材料試驗技術[24]中單舌試樣測試裁剪各樣本,使用電子織物強力儀對以上10個樣本進行撕裂強力測試.
1.4 玻璃纖維鋁箔復合材料表面形貌分析
使用Quanta-450-FEG型場發射掃描電鏡儀(SEM)觀察玻璃纖維與鋁箔的表面形貌以及用康達新材WD2609粘結劑粘結后的界面斷層形貌.
2 結果與討論
2.1 電解液成分對玻璃纖維鋁箔復合材料撕裂強度的影響
圖1為磷酸/草酸電解液處理過的玻璃纖維鋁箔復合材料的撕裂強度.由圖1可以看出,各樣本的撕裂強度隨磷酸/草酸混合電解液濃度配比以及電解電壓的不同有較大差異.其中樣本1撕裂強度最大,達到7.84 N,這表明當VH3PO4∶VH2C2O4為2∶1,電解電壓為2 V時對鋁箔進行陽極氧化處理后進行粘結的復合材料撕裂強度最佳.同時樣本10未電解鋁箔復合材料的撕裂強度是所有樣本中最小的,僅為5.36 N.比較電壓均為2 V的樣本1、2、3表明:玻璃纖維鋁箔復合材料的撕裂強度隨著電解液濃度的增加和磷酸與草酸體積比的降低而增大.對比電解液濃度均為0.1 mol的樣本1、4、7,表明玻璃纖維鋁箔復合材料的撕裂強度隨著電解電壓的降低而增大.

1~9組為在不同條件的磷酸/草酸電解液電解鋁箔復合材料;第10組為未電解鋁箔的復合材料圖1 磷酸/草酸電解液處理后的撕裂強度
圖2為磷酸電解液處理后的玻璃纖維鋁箔復合材料的撕裂強度.由圖2可以看出,樣本2的撕裂強力最大,達到了5.6 N,這表明當磷酸體積分數2 %,電解電壓為5 V時對鋁箔進行陽極氧化處理后進行粘結的復合材料撕裂強力最佳.樣本10未電解鋁箔復合材料的撕裂強度是所有樣本中最小的,僅為4.2 N.將不同磷酸體積分數的樣本進行對比,發現樣本均能在電解電壓為5 V時達到最大值.

1~9組為在不同條件的磷酸電解液電解鋁箔復合材料;第10組為未電解鋁箔的復合材料圖2 磷酸電解液處理下的樣本撕裂強度
圖3為碳納米管輔助磷酸電解液處理后的玻璃纖維鋁箔復合材料的撕裂強度.由圖3可以看出,各樣本的撕裂強力隨磷酸濃度、碳納米管含量以及電解電壓的不同有較大差異.其中樣本3的撕裂強力最大,達到了34 N,這表明當磷酸電解液濃度為0.5 mol/L,碳納米管含量為0.3 g/L,電解電壓為3 V時對鋁箔進行陽極氧化處理后進行粘結的復合材料撕裂強力最佳.樣本10未電解鋁箔復合材料的撕裂強力是所有樣本中最小的,僅為16.8 N;比較電解電壓均為3 V的樣本3、5、7,可以看出復合材料撕裂強度隨著磷酸電解液中碳納米管的含量增加而增大;比較磷酸電解液濃度均為1.5 mol/L的樣本7、8、9,其撕裂強度隨著碳納米管含量的增加而增大;比較碳納米管含量均為0.3 g/L的樣本3、6、9,可以看出隨著磷酸濃度的增加復合材料的撕裂強度減小,這說明只要有適量的碳納米管,磷酸濃度無需很大復合材料即可達到較大撕裂強力,因此同等磷酸濃度下,只需要較低的電解電壓,最少量的碳納米管即可迅速提高復合材料的撕裂強力.
圖4為硼酸/硫酸混合電解液處理的玻璃纖維鋁箔復合材料的撕裂強度.由圖4可以看出,各樣本的撕裂強力隨硼酸/硫酸混合電解液濃度配比以及電解電壓的不同有較大差異.其中樣本5撕裂強度最大,達到25.6 N,這表明當硼酸濃度為0.162 mol/L,硫酸濃度為1.317 mol/L,電解電壓為14 V時對鋁箔進行陽極氧化處理后進行粘結的復合材料撕裂強力最佳.樣本10未電解鋁箔復合材料的撕裂強力是所有樣本中最小的,僅為15.2 N.
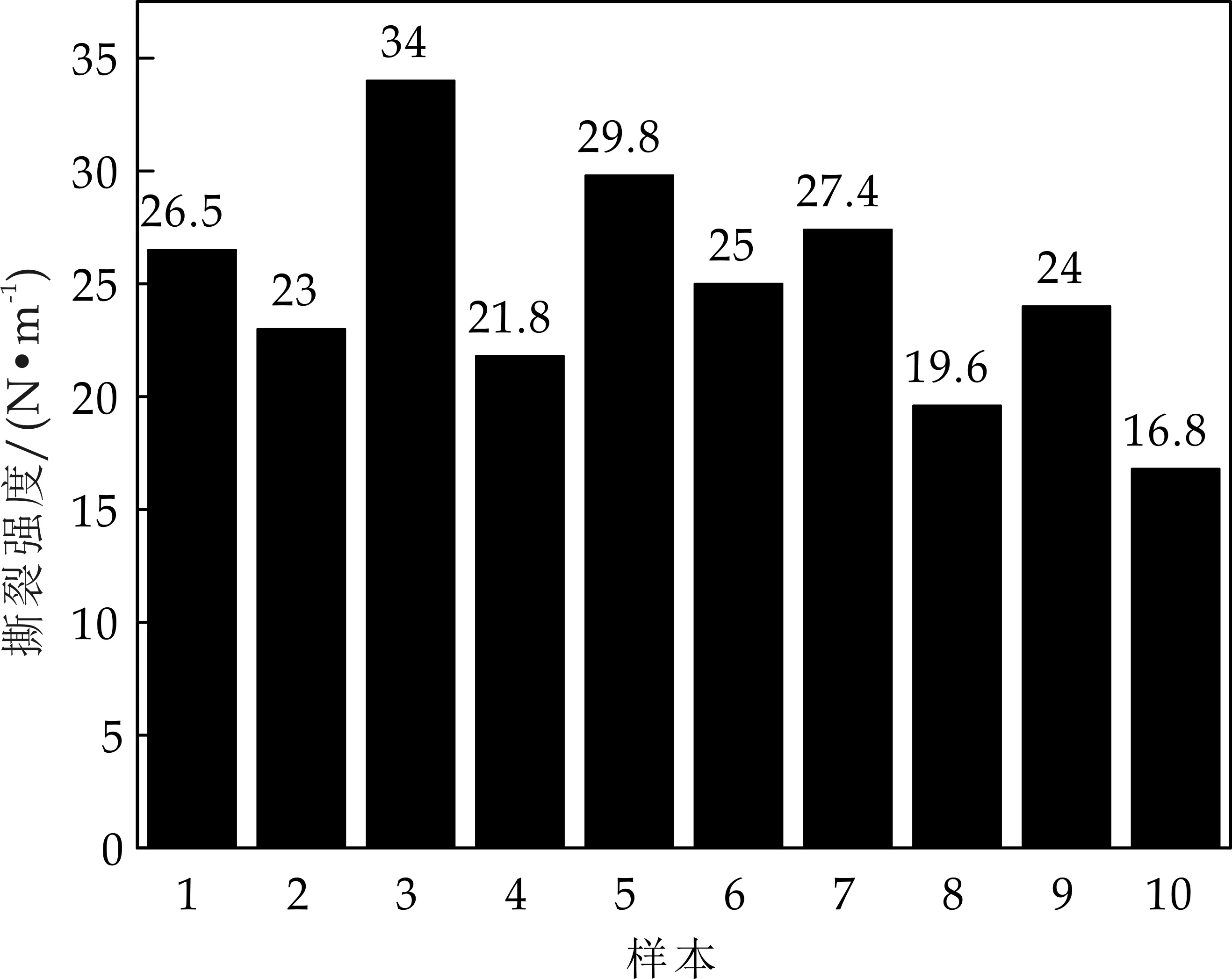
1~9組在不同條件的碳納米管輔助磷酸電解液電解鋁箔復合材料;第10組為未電解鋁箔的復合材料圖3 碳納米管輔助磷酸電解液處理后的樣本撕裂強度
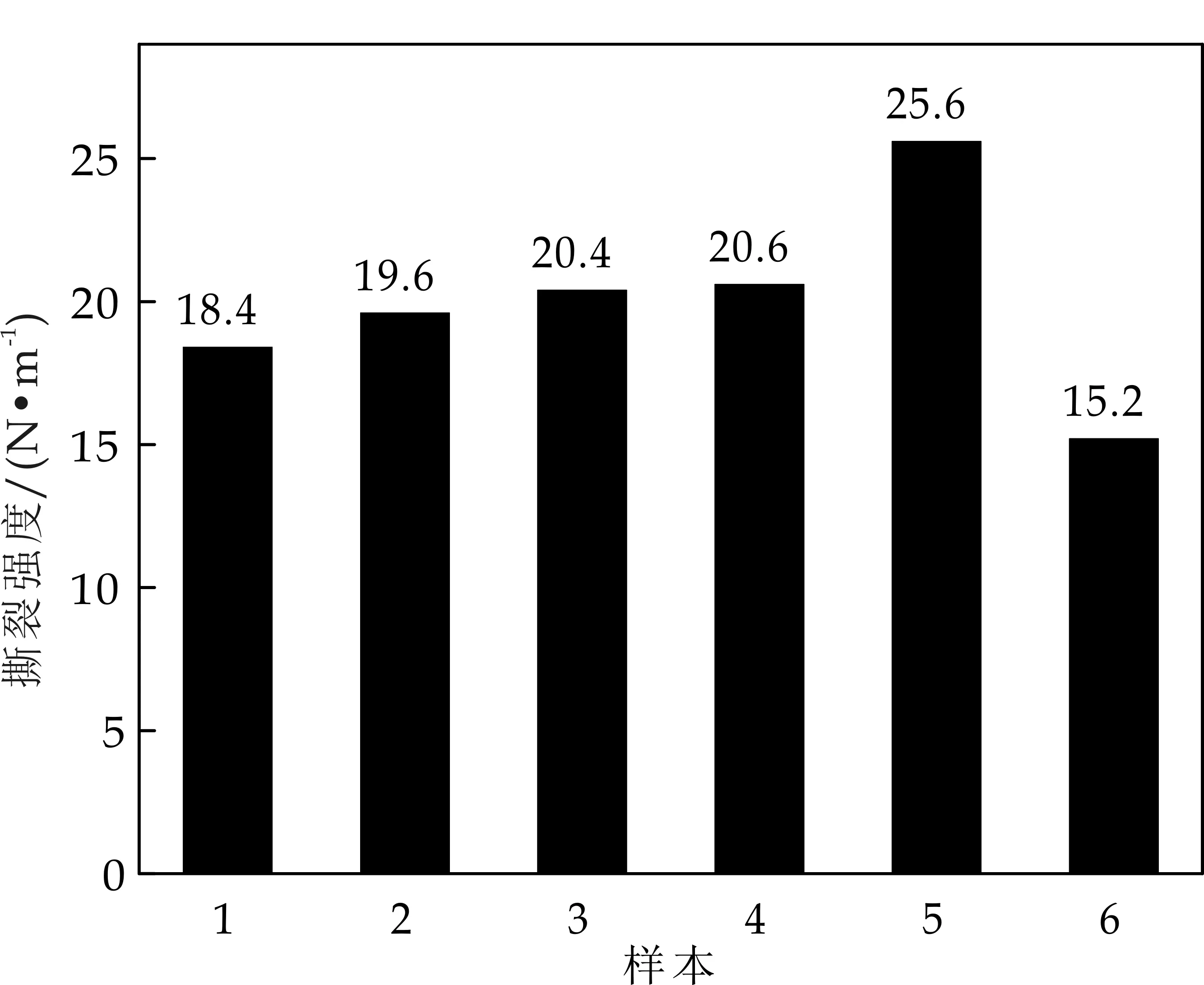
1~5組為在不同條件的硼酸/硫酸混合電解液電解鋁箔復合材料;第6組為未電解鋁箔的復合材料圖4 硼酸/硫酸混合電解液處理下的樣本的撕裂強度
圖5為鉻酸電解液處理的玻璃纖維鋁箔復合材料的撕裂強度.由圖5可以看出,各樣本的撕裂強力隨鉻酸濃度不同以及電解電壓的不同有較大差異.其中樣本3撕裂強度最大,達到32.5 N,這表明當鉻酸濃度為0.44 mol/L,電解電壓為19 V時對鋁箔進行陽極氧化處理后粘結的復合材料撕裂強力最佳.樣本6未電解鋁箔復合材料的撕裂強力是所有樣本中最小的,僅為15.4 N.
從以上分析可以看出,利用陽極氧化法處理過的鋁箔與玻璃纖維粘結的復合材料的撕裂強度均大于未經處理的鋁箔與玻璃纖維粘結的復合材料.這說明采用陽極氧化法對鋁箔表面進行預處理對提高玻璃纖維鋁箔復合材料撕裂強力具有關鍵性作用.而選用不同的電解液預處理鋁箔對玻璃纖維鋁箔復合材料的影響也具有差異;選用其他幾種非磷酸電解液時,對玻璃纖維鋁箔復合材料撕裂強度的影響優于磷酸作電解液時對其的影響;在磷酸溶液中加入碳納米管后,玻璃纖維鋁箔復合材料的撕裂強度顯著增強,比其他四種酸性電解液氧化的都大,是五種電解液氧化結果最大的.這主要在于碳納米管有助于鋁箔表面形成微孔,增大了粘結劑的粘結界面,使復合材料的撕裂強度加大.
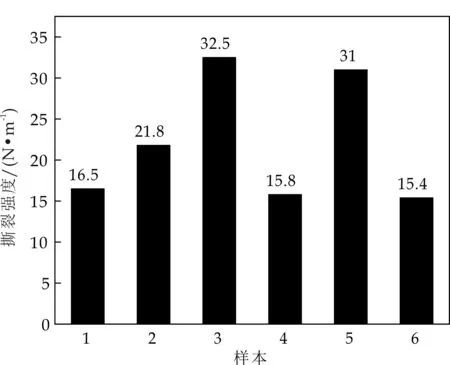
1~5組為在不同條件的鉻酸電解液電解鋁箔,復合材料的撕裂強度測試結果;第6組為未電解鋁箔的復合材料撕裂強度測試結果圖5 鉻酸電解液處理后樣本的撕裂強度
2.2 表面形貌分析
為了說明陽極氧化對玻璃纖維鋁箔復合材料撕裂強度的微觀機理,采用掃描電鏡考察了未經處理的鋁箔樣本及撕裂強力最佳樣本的粘結斷面形貌,結果如圖6~10所示.
圖6為卡夫特k-609粘結劑粘結的玻璃纖維鋁箔復合材料的形貌.其中,圖6(a)為未經過陽極化處理的鋁箔表面,圖6(b)為經過磷酸/草酸混合液電解處理后的鋁箔表面.將圖6(a)與圖6(b)對比,可以看出以磷酸/草酸混合液電解處理后的鋁箔表面出現微小孔洞,這些孔洞可以增大鋁箔與卡夫特k-609粘結劑的接觸面積,表面腐蝕程度適中;圖6(c)為以卡夫特k-609膠粘結后的玻璃纖維復合鋁箔斷面.圖6(c)中顯示卡夫特k-609粘結劑粘結玻璃纖維與鋁箔并不緊密,部分區域鋁箔有卷曲現象,并未與玻璃纖維緊密粘結.
(a)未經過陽極化處理的鋁箔表面

(b)磷酸/草酸混合液電解處理后的鋁箔表面
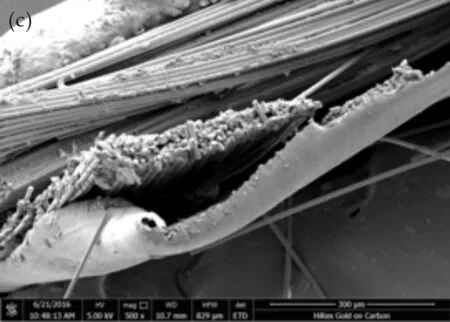
(c)以卡夫特k-609膠粘結后的玻璃纖維復合鋁箔斷面圖6 卡夫特k-609粘結劑粘結的玻璃纖維鋁箔復合材料的形貌圖
圖7為奧斯邦189有機硅膠粘結的玻璃纖維鋁箔復合材料的形貌圖.其中,圖7(a)為未經過陽極化處理的鋁箔表面,圖7(b)為經過磷酸電解液處理后的鋁箔表面.將圖7(a)與圖7(b)對比,從圖7(b)可以看出以磷酸電解液電解處理后的鋁箔表面產生孔洞的孔徑較大且腐蝕程度相當嚴重,結合上述撕裂強度分析,此樣本的抗撕裂強度能力最弱,說明此方法會使粘結劑分子更易與鋁箔結合,但卻使得鋁箔的自身強度大大降低;圖7(c)為以奧斯邦189有機硅膠粘結后的玻璃纖維復合鋁箔斷面.從圖7(c)可以看出用奧斯邦189有機硅膠的玻璃纖維與鋁箔粘結效果較好.

(b)磷酸電解液處理后的鋁箔表面
(c)以奧斯邦189有機硅膠粘結后的玻璃纖維復合鋁箔斷面圖7 奧斯邦189有機硅膠粘結的玻璃纖維鋁箔復合材料的形貌圖
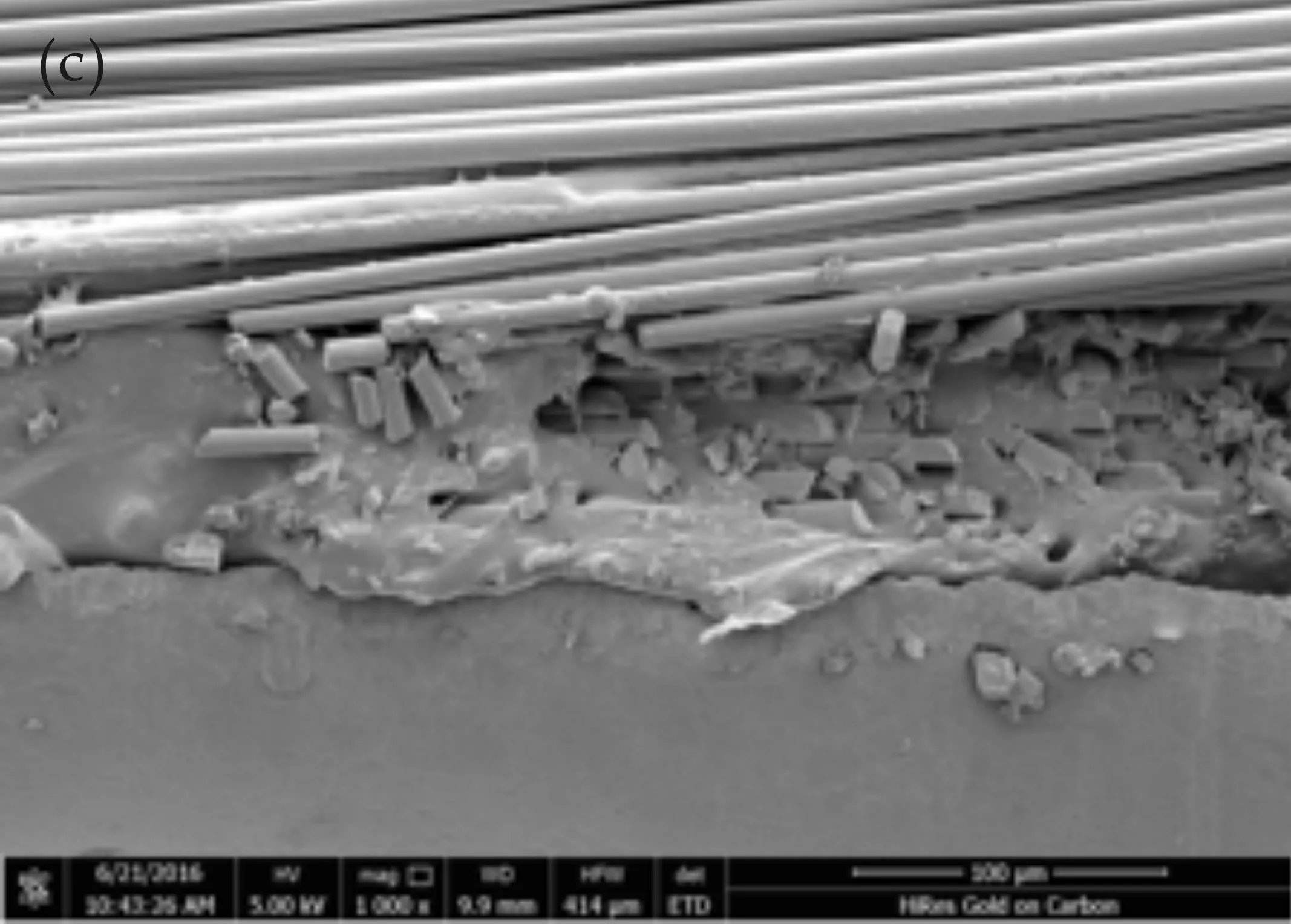
圖8為康達新材WD2609高分子液體密封膠粘結的玻璃纖維鋁箔復合材料的形貌.其中,圖8(a)為未經過陽極化處理的鋁箔表面,圖8(b)為碳納米管輔助磷酸電解液電解后的鋁箔表面,圖8(c)為以康達新材WD2609高分子液體密封膠粘結的玻璃纖維復合鋁箔斷面.將圖8(a)與圖8(b)對比,可以看出以碳納米管輔助磷酸電解液電解處理后的鋁箔表面有微小孔洞出現,且空洞出現的密度較大,增大了鋁箔與康達新材WD2609高分子液體密封膠的接觸面積但不會造成鋁箔強度的嚴重降低,腐蝕程度適中.圖8(c)中顯示康達新材WD2609高分子液體密封膠與玻璃纖維和鋁箔實現了有效粘結,粘結劑分子滲透進入玻璃纖維細絲之間的縫隙,并與鋁箔緊密結合,粘結效果較好.同時,結合上述撕裂強度分析,此樣本的撕裂強度最大.

(a)未經過陽極化處理的鋁箔表面
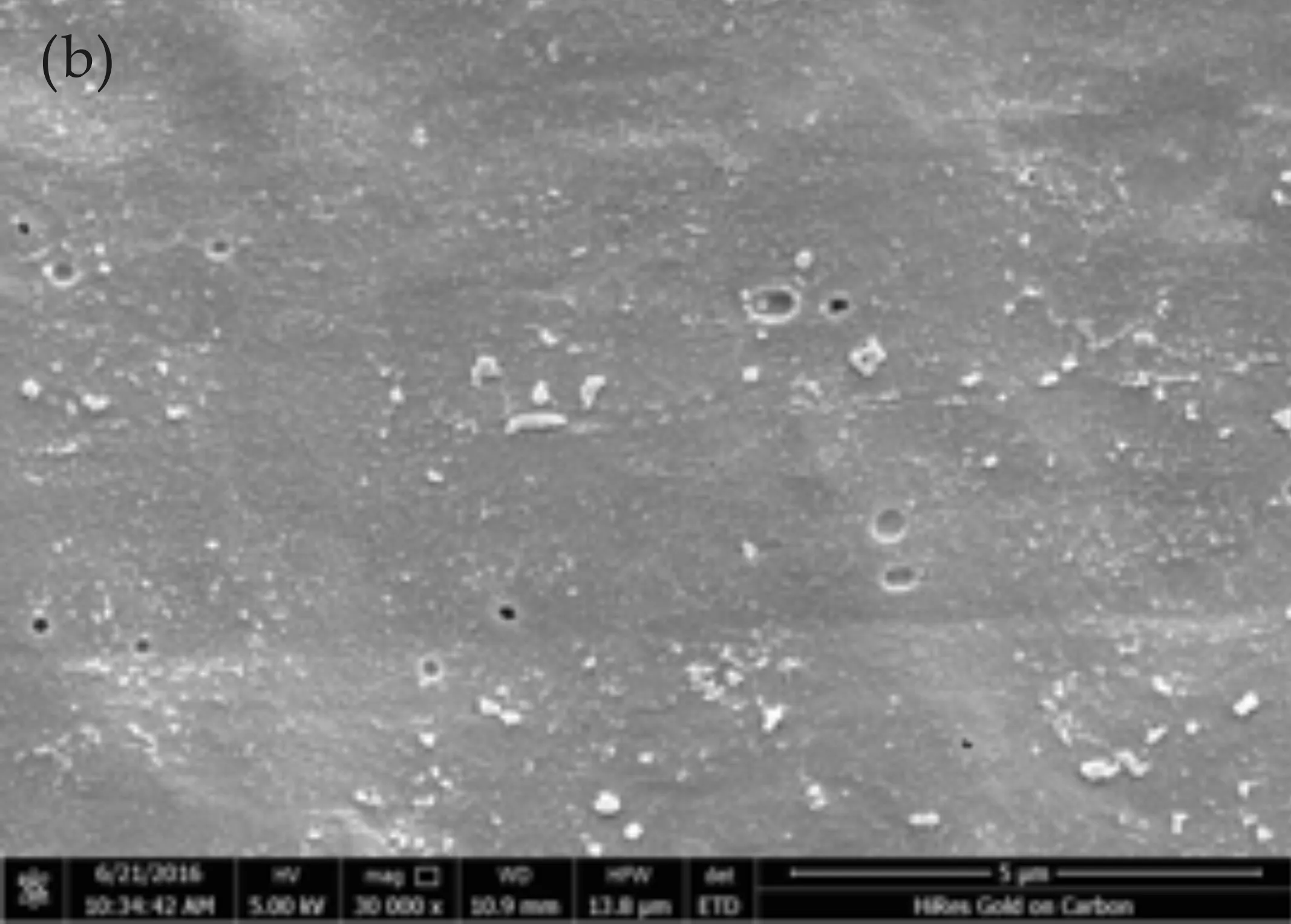
(b)碳納米管輔助磷酸電解液處理后的鋁箔表面

(c)以康達新材WD2609高分子液體密封膠粘結的玻璃纖維復合鋁箔斷面圖8 康達新材WD2609高分子液體密封膠粘結的玻璃纖維鋁箔復合材料的形貌
圖9為丁腈型液態密封粘結劑粘結的玻璃纖維鋁箔復合材料粘結斷面形貌.圖9中顯示丁腈型液態密封粘結劑粘結玻璃纖維和鋁箔效果一般,玻璃纖維細絲之間有較大縫隙,所得的復合材料整體性還是較差.纖維細絲之間僅有粘結劑附著,但并未實現有效粘結,玻璃纖維與鋁箔接觸面也有較大縫隙,未緊密粘結.
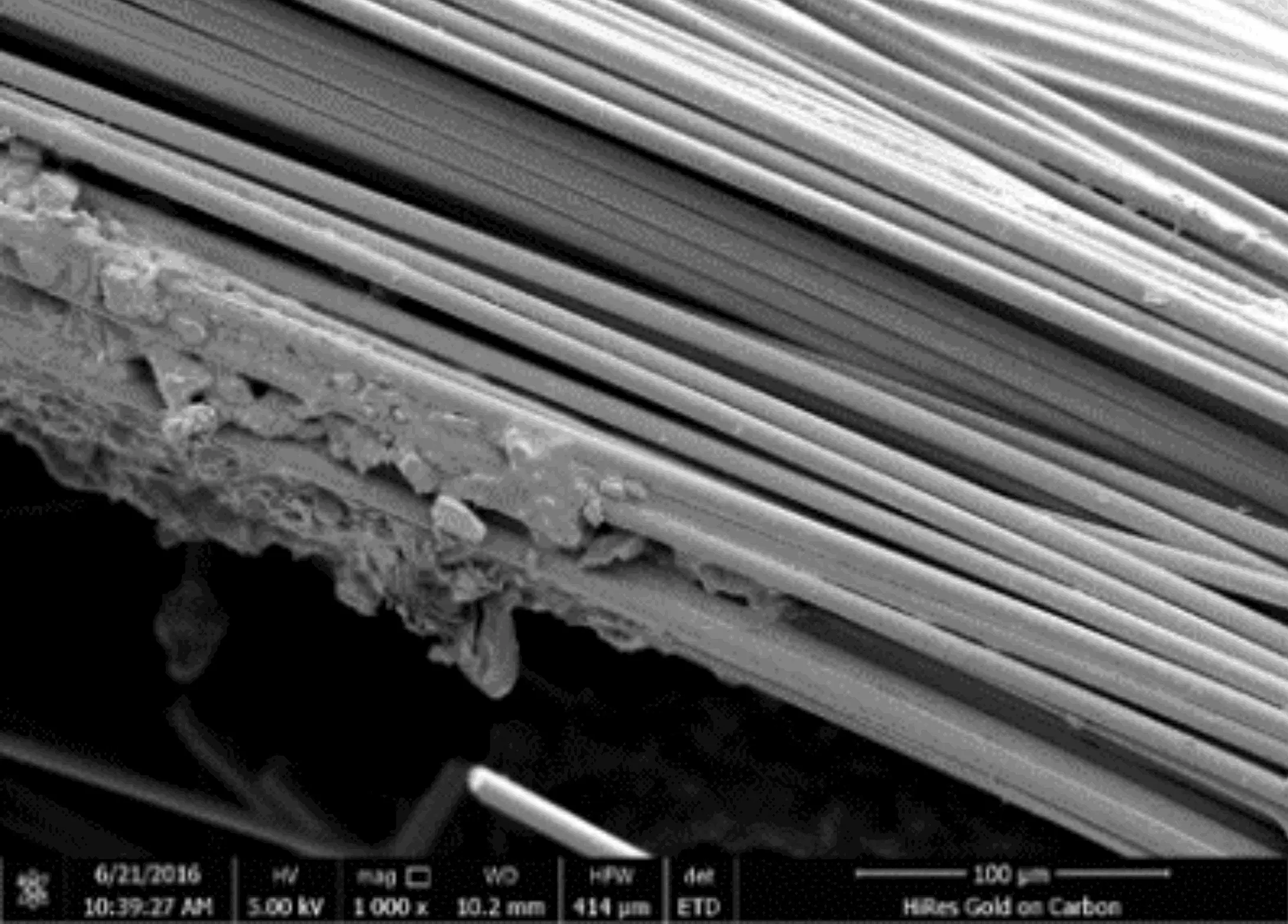
圖9 硼酸/硫酸混合電解液處理后復合材料粘結斷面
圖10為DICFINE EN-0274耐高溫粘結劑粘結的玻璃纖維鋁箔復合材料粘結斷面形貌.圖10中顯示DICFINE EN-0274耐高溫粘結劑粘結玻璃纖維和鋁箔效果較差,玻璃纖維細絲之間僅有粘結劑附著,但并未實現有效粘結,玻璃纖維與鋁箔接觸面也有較大縫隙,未緊密粘結.

圖10 鉻酸電解液處理后復合材料粘結斷面
根據以上研究結果,陽極氧化法預處理鋁箔,可以使鋁箔表面形成增強粘結界面積的疏松多孔氧化膜,從而提高玻璃纖維與鋁箔的粘結性能.不同的電解液預處理鋁箔,鋁箔表面形成增強粘結劑粘結強度的疏松多孔氧化膜的密度不相同.通過對五種電解液處理后測試結果的對比,發現碳納米管加入磷酸電解液處理過的鋁箔,與玻璃纖維粘結后的復合材料的撕裂強度最大.這主要是由于碳納米管的存在有助于在覆蓋有氧化膜的鋁箔表面形成更細小的微孔,更大程度增大粘結界面.
3 結論
(1)陽極氧化法預處理鋁箔,可以使鋁箔表面萌生疏松多孔的氧化膜,增強玻璃纖維與鋁箔之間的有效粘結,提高復合材料的撕裂強度.實驗結果顯示,鋁箔表面經過陽極氧化處理的復合材料比未處理的復合材料的撕裂強度均大.
(2)五種不同電解液對鋁箔陽極氧化后結果表明,經過磷酸氧化后的鋁箔復合玻璃纖維材料撕裂強度相比于其他幾種非磷酸電解液的撕裂強度較差.但碳納米管加入磷酸電解液后,其撕裂強度顯著增大,高于其他幾種非磷酸電解液.因此,碳納米管有利于提高復合材料的撕裂強度.
[1] 徐敏東.玻璃纖維增強玻璃復合材料研究[D].上海:東華大學,2011.
[2] 金 闖,楊曉明.一種用于飛機機殼內壁的玻璃纖維鋁箔網復合絕緣袋[P].中國專利:CN201120301372.X,2012-05-02.
[3] 馮小明,張崇才.復合材料[M].1版.重慶:重慶大學出版社,2011.
[4] 李建中,湯錦峰.一種高強度復合鋁箔通風管[P].中國專利:CN201520849246.6,2016-05-25.
[5] 楊春玲.鋁箔玻璃纖維復合風管道的適用性探討[J].內蒙古科技與經濟,2013(10):83-84.
[6] 夏平原,李詩春,陳 斌.玻璃纖維增強連續塑料復合管道的應用性能[J].油氣儲運,2013,32(7):795-798.
[7] 張 杰.淺談酚醛鋁箔復合型材料在空調施工過程中的應用[J].建材發展導向,2014(13):337-339
[8] 陳炳輝,潘建英.六面包覆鋁箔玻纖布酚醛樹脂保溫板[P].中國專利:CN201220291622.0,2013-01-02.
[9] 趙 南,李 昂,靳 松,等.一種森林消防避火罩阻燃復合材料及其制備方法[P].中國專利:CN201510093073.4,2015-06-03.
[10] 趙 南,平曉帆,李 昂,等. 特種鋁箔復合材料蔓延試驗設計及剝離強度的研究[J].林業勞動安全,2015,28(3):35-37.
[11] 林建波,段海波,曹永強.消防員隔熱防護服的抗輻射熱滲透性能[J].消防科學與技術,2015,34(2):241-243.
[12] 段建軍,楊珍菊,張世杰,等.纖維復合材料在裝甲防護上的應用[J].纖維復合材料,2012,29(3):12-16.
[13] 連惠山,戢 超,鄭 勇.一種玻璃纖維復合穿孔鋁箔[P].中國專利:CN201320423908.4,2013-12-18.
[14] 韓志高,許令峰,吳衛東,等.酸堿預處理對高壓電子鋁箔腐蝕擴面的影響[J].表面技術,2015,44(9):56-60,77.
[15] A Bj?rgum,F Lalique,J Walmsley,et al.Anodising as pretreatment for structural bonding[J].International Journal of Adhesion and Adhesives,2003(23):401-412.
[16] 朱祖芳.鋁合金陽極氧化與表面處理技術[M].北京:化學工業出版社,2004.
[17] 錢苗根,姚壽山,張少宗.現代表面技術[M].2版.北京:機械工業出版社,2016.
[18] S E Dolan.Anodized coating over aluminum and aluminum alloy coated substrates and coated articles[P].CA:US9023 48182,2015-05-05.
[19] G Yoganandan,J N Balaraju,C H C Low,et.al.Electrochemical and long term corrosion behavior of Mn and Mooxya nions sealed anodic oxide surface developed on aerospace aluminum alloy (AA2024)[J].Surface & Coatings Technology ,2016,288:115-125.
[20] K Y Ng,A H W Ngan.Effects of pore-channel ordering on the mechanical properties of anodic aluminum oxide nano-honeycombs[J].Scripta Materialia,2012,66(7):439-442
[21] 李 梅,王振良,王志平,等.陽極化處理對鋁箔網與樹脂基復合材料粘接性能的影響[J].機械工程材料,2011,35(7): 46-49.
[22] 王玄靜.正交試驗設計的應用及分析[J].蘭州文理學院學報(自然科學版),2016,30(1):17-22.
[23] 張國秋,王文璇.均勻試驗設計方法應用綜述[J].數理 統計與管理,2013,32(1):89-99.
[24] 余序芬,鮑燕萍,吳兆平,等.紡織材料實驗技術[M].北京:中國紡織出版社,2004.
【責任編輯:蔣亞儒】
Effects of anodic oxidation on tear strength for glass fiber composite aluminum foil
MA Ming-ming1,2, CHU Chu1, YAN He1
(1.College of Environment and Chemical Engineering, Xi′an Polytechnic University, Xi′an 710048, China; 2.Cooperative Innovation Center for Technical Textiles, Xi′an Polytechnic University, Xi′an 710048, China)
Using anodic oxidation on aluminum foil surface,the effects of five kinds of acerbic electrolytes ( phosphoric acid,carbon nanotuibe+phosphoric acid,chromic acid,sulfuric acid+boric acid,phosphoric acid+oxalic acid ) on tear strength of glass fiber aluminum foil composite materials was studied.The results showed that the tear strength of composite treated by anodic oxidation was much more larger than that of non-oxidation.The reason was that the surface of oxidized aluminum foil was covered by porous oxide film,which could increase bonding interface.Also,compared to the other four kinds of acerbic electrolytes,the tear strength of the composite materials which was oxidized in phosphoric acid in the presence of carbon nanotube achieved the largest,which was 34 N.
anodic oxidation; glass fiber composite aluminum foil; tear strength
2017-02-03
陜西省科技廳科技攻關計劃項目(2013 kj07-24); 西安工程大學產業用紡織品協同創新中心資助項目(2015 zx-33)
馬明明(1969-),女,陜西寶雞人,教授,博士,研究方向:功能材料制備與分析應用
2096-398X(2017)03-0068-07
TQ171.77
A
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
