基于Fluent的簾式涂布模頭內流場數值模擬
2017-06-05 14:20:15劉金剛
中國造紙 2017年5期
潘 岳 劉金剛
(1.中國制漿造紙研究院,北京,100102;2.制漿造紙國家工程實驗室,北京,100102)
·簾式涂布·
基于Fluent的簾式涂布模頭內流場數值模擬
潘 岳1,2劉金剛1,2
(1.中國制漿造紙研究院,北京,100102;2.制漿造紙國家工程實驗室,北京,100102)
為改善熱升華轉印紙簾式涂布性能,采用Fluent軟件對簾式涂布模頭內流場進行數值模擬分析,分別從熱升華轉印紙涂料固含量及溫度兩方面因素對模頭內流場的影響進行探究。結果表明,熱升華轉印紙涂料在模頭出口處的流速橫向分布比較均勻;模頭歧管處渦流、壓力降隨涂料固含量增大而變小,隨溫度升高而變大,且溫度高于25℃及涂料固含量低于17.7%時,模頭歧管處易產生渦流不穩定流場,溫度低于35℃及涂料固含量高于18.0%時,模頭易產生壓力降過大現象,需對此模頭結構進行優化。
Fluent軟件;簾式涂布;渦流;壓力降;橫向分布
(*E-mail: 1254938219@qq.com)
近年來,隨著數碼熱轉印技術的不斷發展,其主要耗材之一即熱升華轉印紙成為近幾年織物印花和造紙行業關注的熱點[1]。然而由于生產技術原因,目前國內使用的高檔熱升華轉印紙主要從韓國、意大利、荷蘭等國家進口為主,價格比較昂貴。所以,提高國內熱升華轉印紙生產技術成為解決這一問題的主要途徑。
熱升華轉印紙的性能要求有平滑度高、吸墨性好、轉移性好和圖像的機械穩定性好[2]。這些性能除了受涂層涂料成分和原紙影響之外,同樣也很大程度上取決于紙張涂布的均勻性。目前熱升華轉印紙一般采用輥涂和逗號刮刀涂布。這兩種涂布方式車速一般小于100 m/min,且在涂布過程中易出現條痕、斷紙等涂布缺陷。簾式涂布是一種非接觸預計量式涂布,與輥涂和逗號刮刀涂布相比,可減少刮痕、斷紙,實現低定量涂布,具有良好的涂層覆蓋性能、運行性能并能夠節約涂料[3]。
目前,國內對簾式涂布幕簾穩定性的研究較多,如孫軍等人探究了幕簾速度、涂布速度及涂料的表面張力、黏度、密度、氣泡等因素對幕簾穩定性的影響[4],而針對模頭內部流場的研究則較少。模頭內流場同樣對簾式涂布效果起著決定性的作用,如模頭內部流場的渦流會導致涂料中高分子化合物絮聚沉降,惡化幕簾的橫向均勻性;涂料在模頭出口處的流速橫向分布,決定著能否形成橫向均勻的幕簾。由于簾式涂布模頭是鋼制成的,不能觀察到模頭內部的涂料流動,這對分析內部流場造成了困難。本實驗通過Fluent軟件對簾式涂布模頭內流場進行仿真模擬,將模頭內部流場可視化,為探究流體各項參數對流場的影響提供了有效途徑,為熱升華轉印紙涂料的良好涂布提供理論依據。
1 實驗方法及流體
1.1 T型簾式涂布模頭及實驗方法
本實驗所用的模頭模型為T型簾式涂布模頭。流體在模頭內流道里的流動問題為三維問題,所以在使用Fluent分析體系進行模擬分析時采用的是三維幾何模型。根據實際模頭內的流體情況設定的求解條件為壓力基、穩態條件。流體模型設定為恒溫不可壓縮流體。由于涂料在模頭內的雷諾數(Re)遠小于2000,將流體模型設置為層流。基于以上設定,Fluent用于計算本條件下流體的數學方程為連續方程(1)和N-S方程(4)[5]。


(1)
或者:
(2)
由于涂料為不可壓縮流體,則其密度將是恒定不變的,因此質量守恒方程可以簡化為:
(3)
方程(1)、(2)、(3)中,ρ為涂料密度,vx、vy、vz分別為涂料流速沿著坐標軸X、Y、Z方向的速度分量。
(4)


(5)

方程(5)為所有黏性流體本構方程的通式,本構方程是表征流體宏觀性質的一種微分方程,通過本構方程可以將應力張量用變形速度張量表示出來。若使連續方程(1)和N-S方程(4)組封閉有解,則必須考慮應力張量和變形速度張量之間的關系,因此需要補足方程,即流體的本構方程。
1.2 網格劃分
由于網格劃分軟件(ICEMCFD)具有強大的六面體網格劃分功能,六面體網格能夠減少計算量并提高計算精度,在本實驗中采用ICEMCFD對模頭的幾何模型進行六面體網格劃分。本實驗所使用的簾式涂布模頭模型內部流道是對稱的,為了減少計算量,節約計算時間,只對流道對稱的一半進行網格劃分(如圖1所示)和計算。注意:要將所采用流道模型對稱一半的對稱面的邊界條件設置為對稱面。在此基礎上,模頭內流道被劃分為204.3171萬個網格,最大網格體積為4.0×10-9m3,最小網格體積為7.7×10-13m3,最小網格質量為0.7,滿足流體計算對網格質量的要求,為模擬結果的準確性提供一定的保證,網格質量圖如圖2所示。
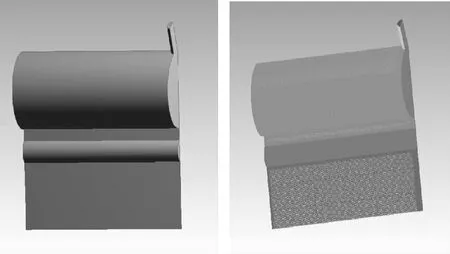
圖1 模頭流道結構及流道網格
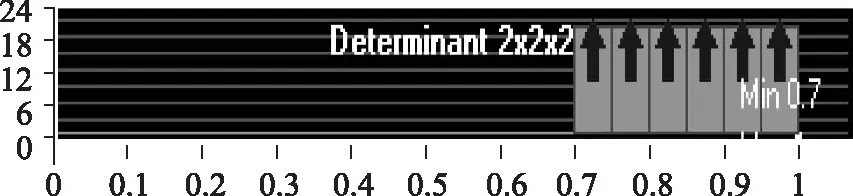
圖2 網格質量
1.3 流體及其流變性
本實驗所用的流體是熱升華轉印紙涂料。涂料在涂層分布均勻性的好壞將對熱升華轉印紙的性能起決定性作用。涂層涂料由成膜性高分子物質、顏料、助劑及水組成,為非牛頓流體,其流體黏度會隨剪切速率的增大而降低。
本實驗的條件參數是基于實驗所用的模頭設定,即涂布量為8 g/m2,涂布速度為240 m/min。然后通過流體在模頭腔中的剪切速率計算方程(6)及狹縫中的剪切速率計算方程(7)估算出涂料在腔中的剪切速率范圍為1.7~3.2 s-1,在狹縫中的剪切速率范圍是4373 ~8105 s-1。
(6)
式中,Rh為腔橫截面的水力半徑,A為腔橫截面面積,Q為涂料進入模頭的體積流速。
(7)
式中,H為狹縫間隙寬度,W為模頭寬度。
基于估算出的模頭內流體剪切速率范圍較廣,在本實驗測定涂料流變性時選用直徑為40mm的平板流變儀。由于所用涂料的配料除顏料之外均可溶于溶液,且顏料的粒徑在20μm左右,那么估算出溶液的平均粒子直徑在20μm左右,所以將平板間隙大小設置為200μm。
1.3.1 不同固含量涂料的流變性
本實驗設定的涂料固含量變化范圍為14%~24%,分為6組,根據固含量由小到大的順序依次編號為1~ 6,如表1所示。這6組涂料的流變性是由平板流變儀在25℃條件下測得,其流變性如圖3所示。根據所測的涂料流變性,即涂料在低剪切速率下黏度變化較小,在高剪切速率下黏度變化也較小,在低、高剪切速率之間為冪率流體,采用Carreau模型對涂料進行擬合,擬合結果如表2所示。
(8)
式中,η∞為無窮大剪切黏度,η0為無窮小黏度,λ為時間常數,γ為剪切速率,n為冪率指數。
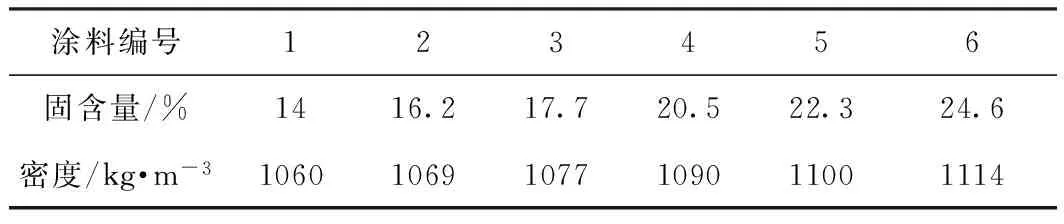
表1 涂料固含量及密度
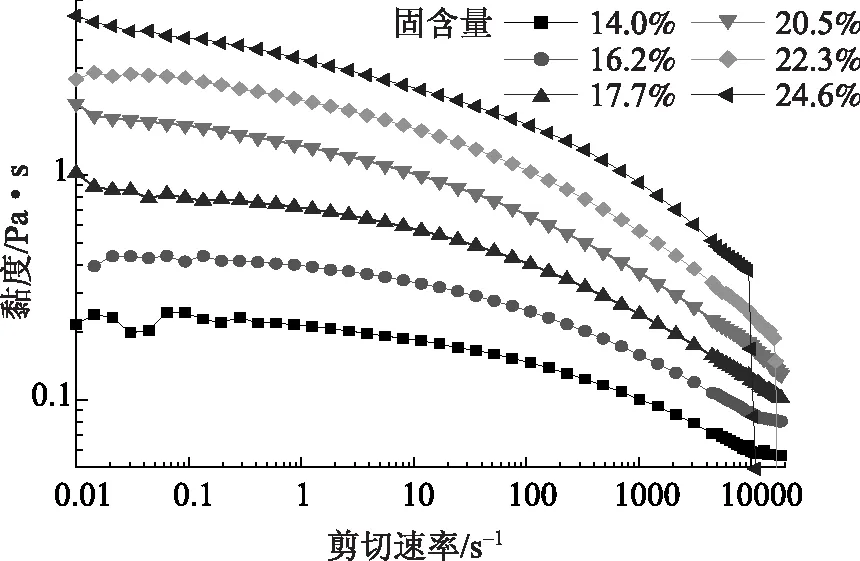
圖3 不同固含量涂料的流變性
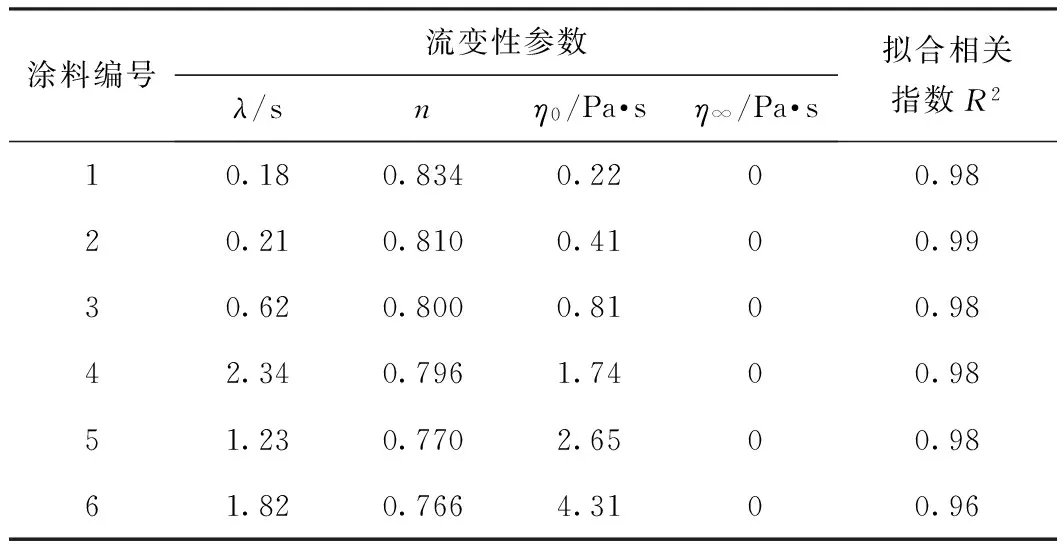
表2 不同固含量涂料流變性擬合結果
1.3.2 不同溫度涂料的流變性
實際生產時,涂布一般是在室溫條件下進行。為了更明顯地探究出模頭內流場隨溫度發生的變化,本實驗在略大于室溫變化的范圍即5~45℃之間取用5組溫度,固含量均為18%,依次編號為a~e,如表3所示。已有研究表明,在流體黏度較大時,重力小范圍變化對流場影響不大[5]。同樣使用平板流變儀測定各個溫度下的涂料流變性,其流變性如圖4所示。由圖4可知,本實驗所用的熱升華轉印紙涂料黏度在模頭流道的最小黏度一般大于0.1 Pa·s,黏度較大,且其密度在5~45℃變化不大,所以將這幾組熱升華轉印紙涂料密度都設定為1080 kg/m3。其流變性與不同固含量涂料的流變性具有相似的特點,因此也使用Carreau模型對其進行擬合。擬合結果如表4所示。
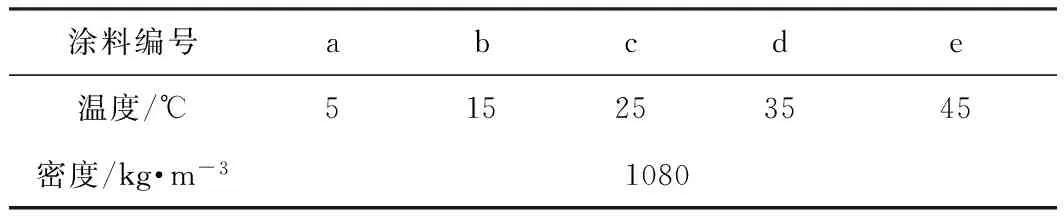
表3 不同溫度的涂料
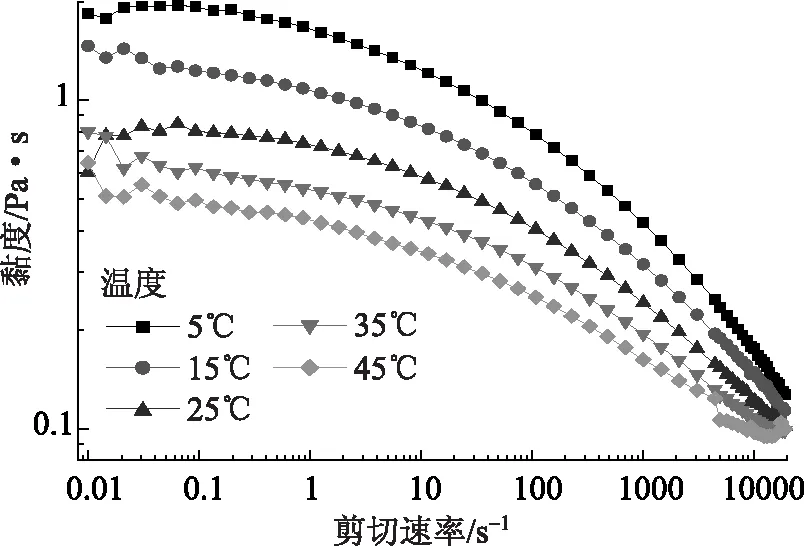
圖4 不同溫度涂料的流變性
由實驗數據可知,不同固含量及不同溫度下的熱升華轉印紙涂料在低剪切速率及高剪切速率下為牛頓流體,低剪切速率和高剪切速率之間為冪率流體,符合Carreau模型,且用Origin擬合出的結果滿足流體模擬計算的要求。
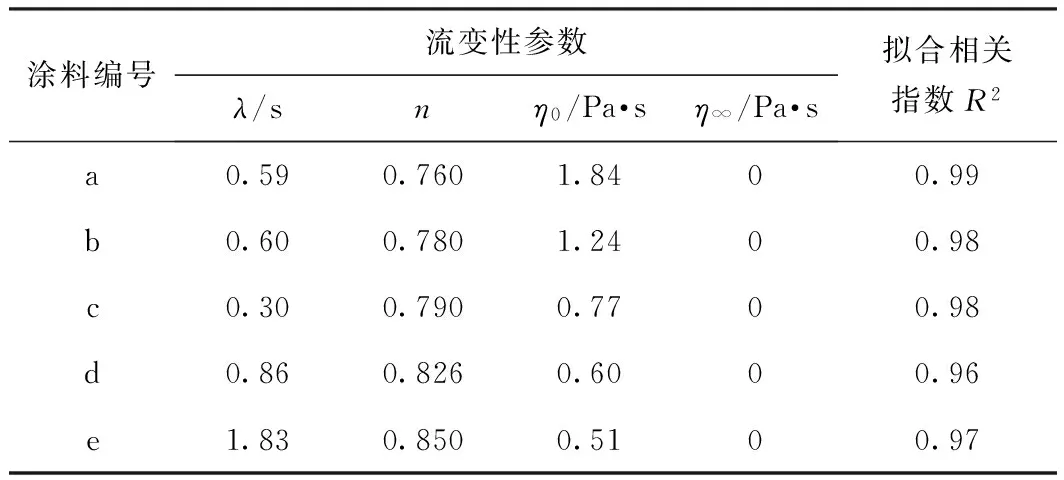
表4 不同溫度下涂料流變性擬合結果
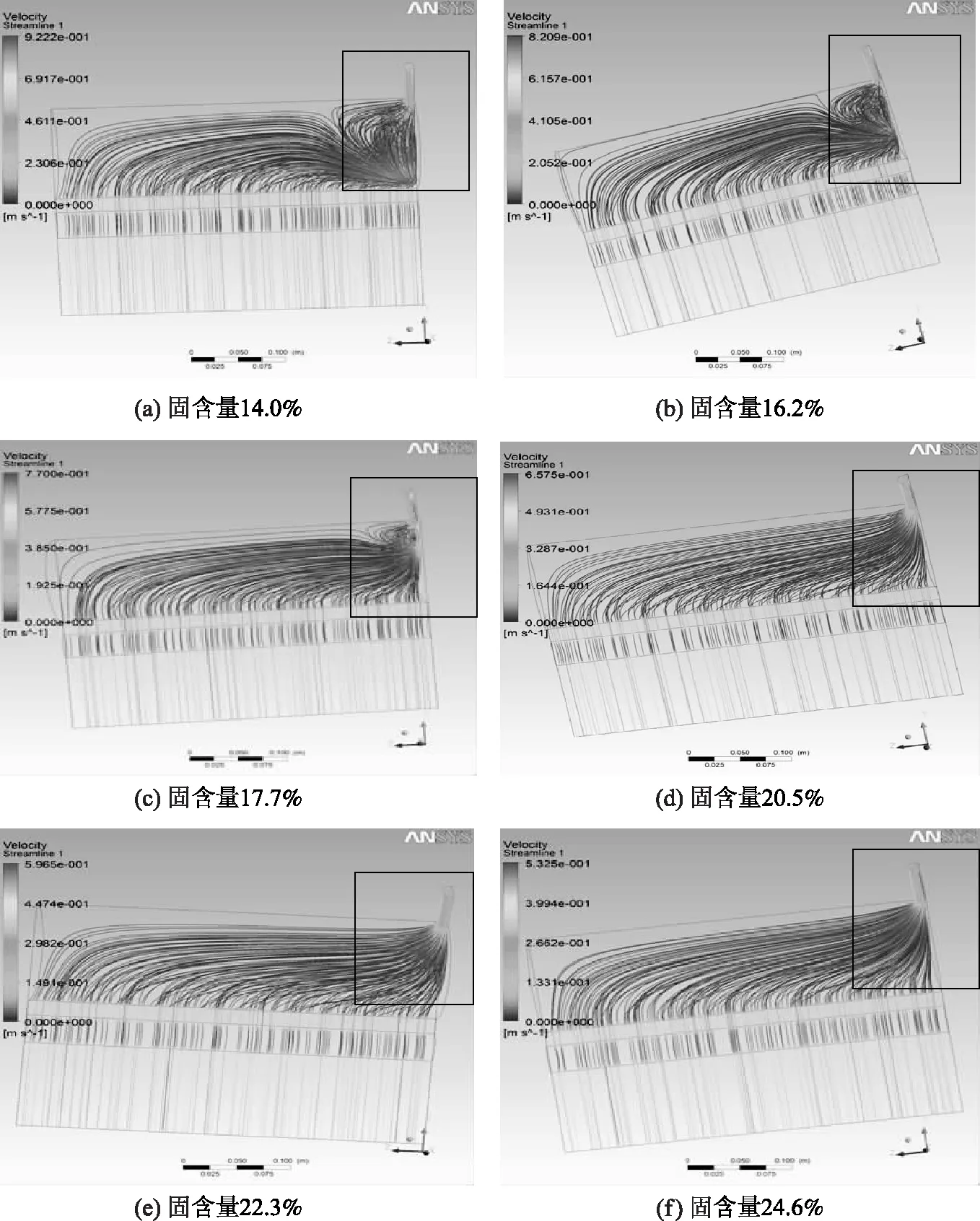
圖5 不同固含量涂料在模頭內的流場流線
2 仿真結果與分析
在簾式涂布過程中,模頭形成的幕簾經常會由于涂料在模頭出口流速橫向分布不均勻而產生豎形條痕,造成涂布缺陷。引起這一現象的原因除了外界條件的影響也可能起源于模頭內部流場。本實驗通過Fluent軟件對模頭內流場進行仿真模擬,分別探究了涂料固含量和涂料溫度對流場的影響。
涂料在不同固含量及不同溫度下的進口流速是基于涂布速度240 m/s、涂布量8 g/m2的工作條件設定的。分別對25℃不同固含量及固含量18%不同溫度的熱升華轉印紙涂料在模頭內的流場進行模擬實驗,固含量及溫度設定分別如表1、表3所示。實驗結果從以下3個方面進行分析:①在進口管與第一個腔連接處即歧管是否有渦流產生,渦流會導致涂料中的高分子化合物絮聚沉降,惡化幕簾的橫向均勻性,對涂布效果造成不利影響,這種不利影響會隨著雷諾數的增加而更加顯著[6];②模頭出口處涂料橫向分布的均勻性,以此可以預測能否產生橫向均勻分布的幕簾;③在模頭進料口與出口間的壓力降,以此可以判斷所匹配的泵能否將涂料順利壓出。
2.1 模頭內流場分析
2.1.1 模頭內流場隨熱升華轉印紙涂料固含量的變化
實驗探究了模頭內流場隨涂料固含量的變化,不同固含量涂料流場如圖5所示。由圖5可知,隨著涂料固含量增加,歧管處渦流(如圖5方框內所示)逐漸減小,當固含量在20.5%以上時,便不再有渦流產生。歧管處渦流的產生取決于涂料進口管雷諾數,當進口管雷諾數超過一定值時,歧管處便有渦流產生,且渦流大小會隨著雷諾數增加而增大。由圓管的有效剪切速率計算方程(9),估算出不同固含量涂料在進口管的有效剪切速率為250 s-1。在這一剪切速率范圍內,對不同固含量涂料采用冪率流體模型進行擬合,得出冪率指數n隨固含量增加變化不大,稠度系數k隨固含量的增加而增大。同時,隨著涂料固含量的增加,所需的進口流速減小。根據冪率流體在圓管內的雷諾數計算方程(10)可知,稠度系數k增加和進口流速減小會導致進口管雷諾數Re減小,因此,隨著涂料固含量增加,歧管處渦流變小。
(9)
(10)
方程(9)(10)中,v為流體流速,Dh為進口管直徑,K為稠度系數,n為冪率指數。
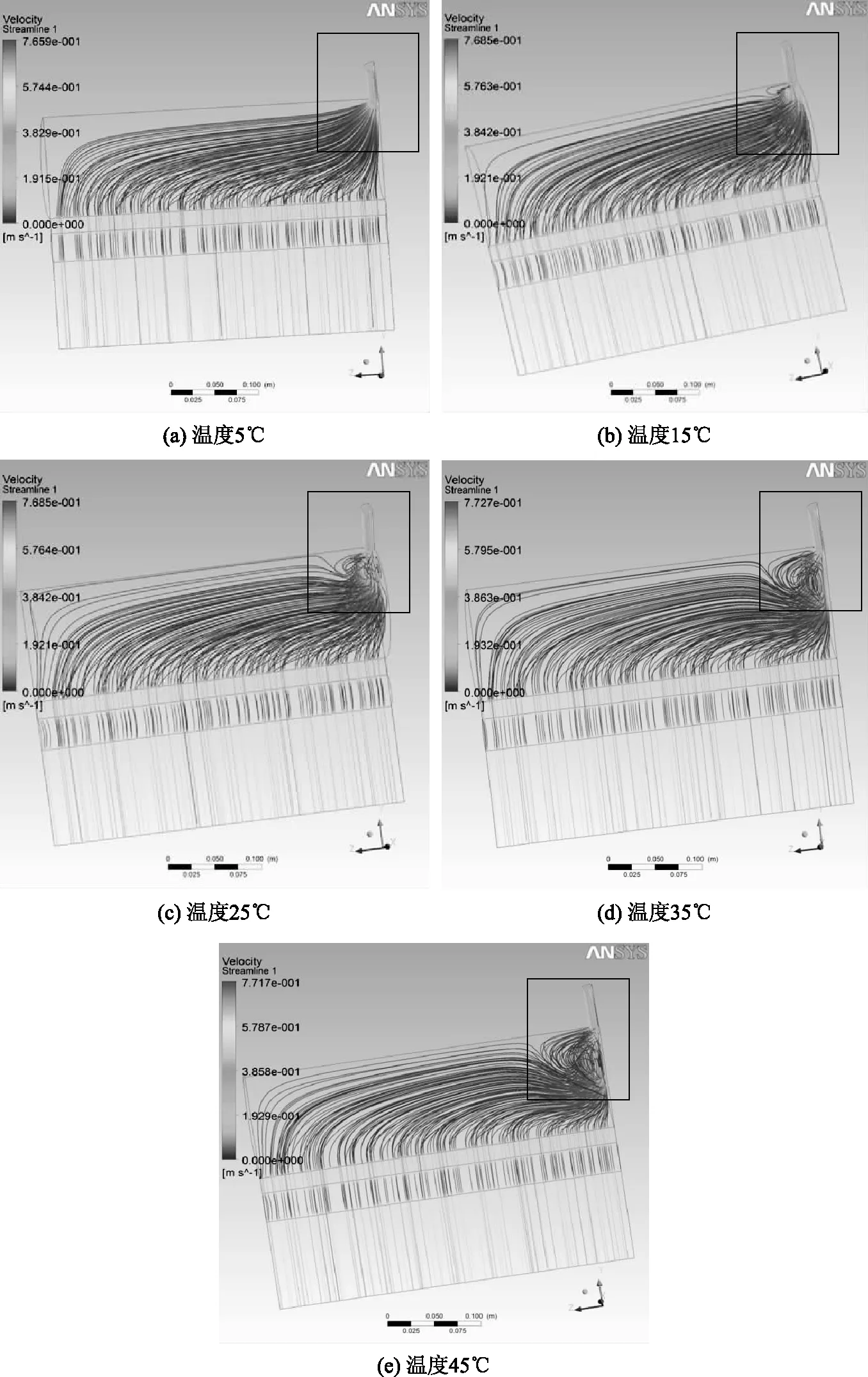
圖6 不同溫度涂料在模頭內的流場流線
2.1.2 模頭內流場隨熱升華轉印紙涂料溫度的變化
實驗探究了模頭內部流場隨涂料溫度的變化,不同溫度模頭內的流場如圖6所示。由圖6可以看出,當固含量18%的涂料在溫度15℃以下時,歧管處(如圖6方框內所示)無渦流產生,當溫度在25℃以上時,歧管處出現渦流,并且渦流隨著溫度的升高逐漸變大。由方程(9)估算出熱升華轉印紙涂料在進口管中的有效剪切速率約為250 s-1,在這一剪切速率范圍內,對不同溫度熱升華轉印紙涂料采用冪率流體模型進行擬合,得出其冪率指數n隨溫度升高變化不大,但稠度系數k隨溫度升高而降低。這幾組設定的進口流速都是相同的,由方程(10)可知,稠度系數K減小會導致雷諾數Re減小,因此歧管處渦流隨涂料溫度升高而變小。
由以上模擬結果可知,當熱升華轉印紙涂料溫度為25℃、固含量低于20.5%時,及熱升華轉印紙固含量為18%、溫度高于15℃時,模頭歧管處便開始產生渦流,適用的流體范圍較小,那么本模頭結構易使涂料產生不穩定流場,易使高分子化學物質絮聚沉降,影響涂布效果,需對其進行改善。
2.2 模頭出口流速橫向分布
實驗探究了模頭出口處流速的橫向分布隨固含量及溫度的變化。在不同固含量及不同溫度下,模頭出口最大流速層流速的橫向分布分別如圖7和圖8所示。圖7和圖8中的橫坐標表示模頭橫向的距離,橫坐標0處為模頭出口中間位置。由圖7可知,模頭中間位置對應的流速較大,但與其他部位流速的差值會隨著涂料固含量的增大而有所減小,涂料的端部效應也隨之變小。這是由于進口流速減小,以及在相同剪切速率下的涂料黏度增大導致涂料由分配腔進入狹縫的阻力增大,使流速橫向分布更加均勻。由圖8可知,模頭出口中間位置流速較大,其差值隨溫度變化不大,但端部效應會隨著溫度升高更加明顯。這是由于在相同剪切速率下的涂料黏度隨溫度升高而降低,導致涂料由分配腔進入狹縫的阻力變小,從而流速橫向分布均勻性變差。
由模擬結果數據,分別找出不同固含量涂料在模頭出口橫向上的最大流速處與最小流速處,將這兩處的流速按照公式(11)進行積分,積分出的值即模頭出口橫向上的最大單位寬度流量和最小單位寬度流量。然后按照公式(12)計算出在模頭出口的流速橫向分布均勻指數r(如表5所示)。由表5可知,流速橫向分布均勻指數r均小于0.6%,說明這6組實驗的模頭出口流速橫向分布都很均勻。同樣算出不同溫度涂料在模頭出口處的流速橫向分布均勻指數r(如表6所示)。由表6可知,不同溫度下的流速橫向分布均勻指數r均小于0.6%,那么在這幾組溫度下,涂料出口流速橫向分布也非常均勻。
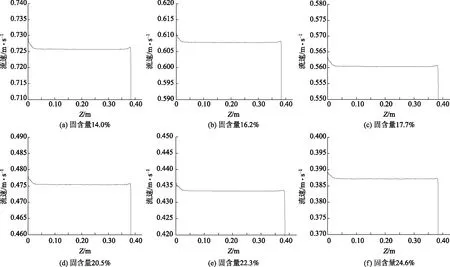
圖7 不同固含量涂料模頭出口流速橫向分布
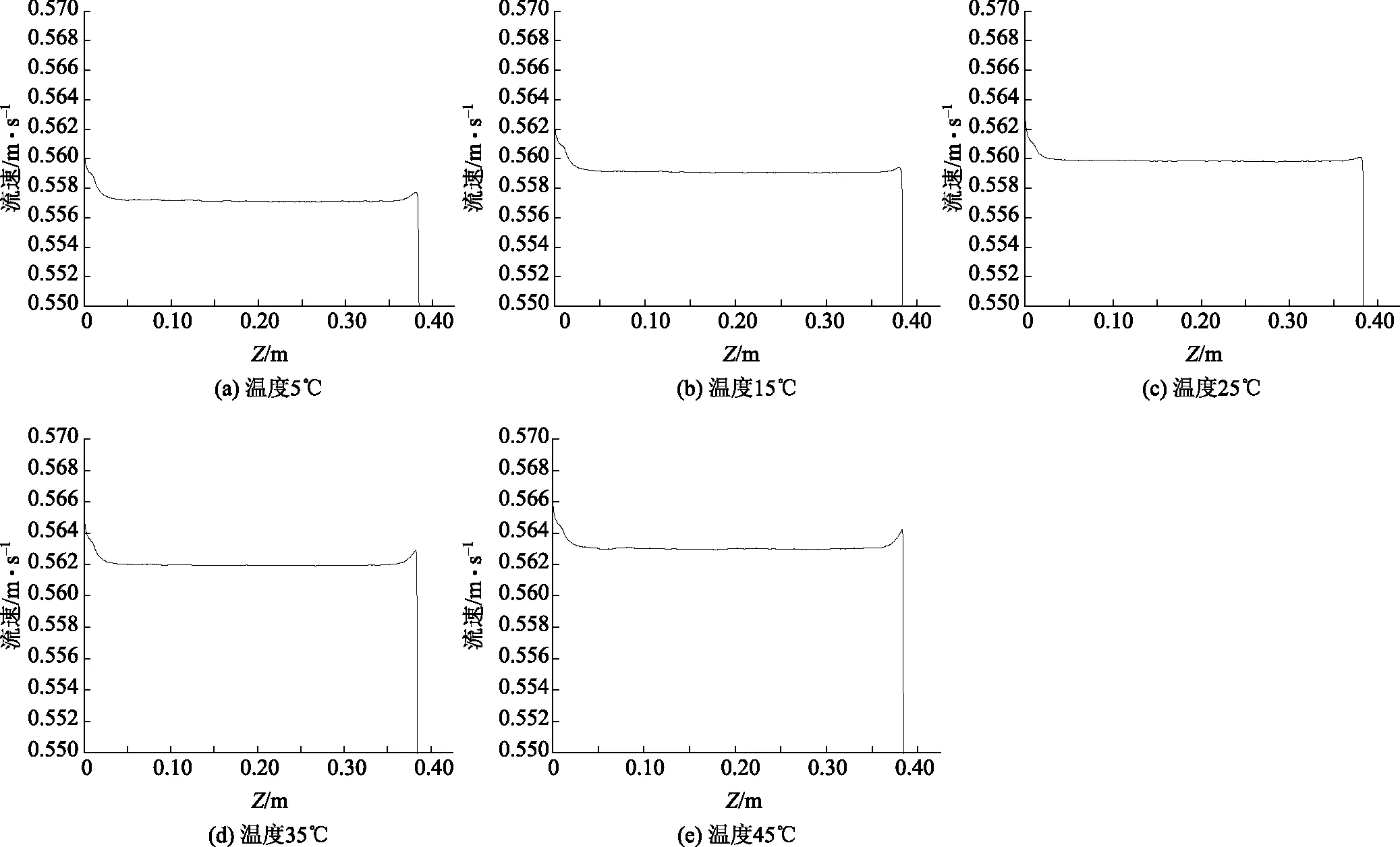
圖8 不同溫度涂料模頭出口流速橫向分布
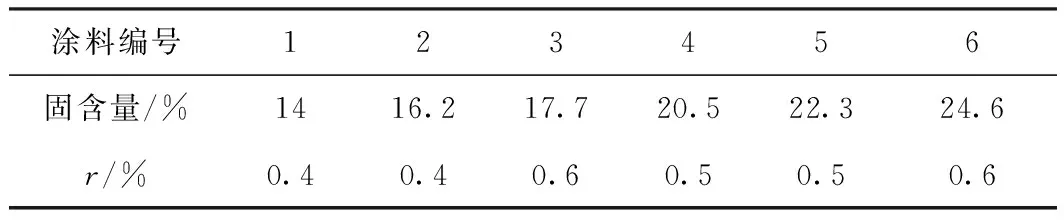
表5 不同固含量涂料流速橫向分布均勻指數
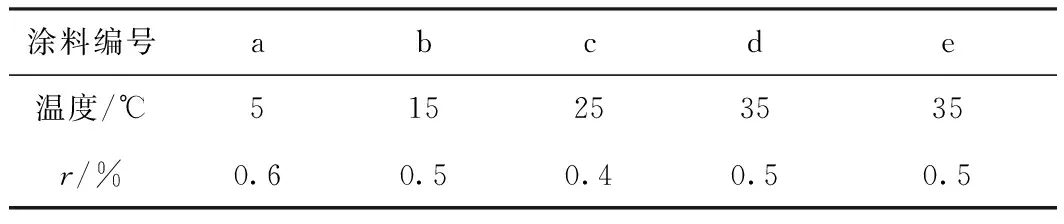
表6 不同溫度涂料流速橫向分布均勻指數
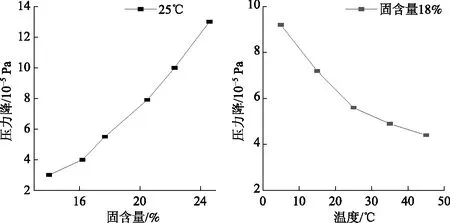
圖9 涂料固含量和溫度對模頭內壓力降的影響
q=∫vdw
(11)
式中,q為單位寬度流量,v為流速,dw為積分寬度元。
(12)

由以上結果可知,不同溫度及固含量下的熱升華轉印紙涂料在出口處的分布均非常均勻,說明本模頭規模頭對流體的分布性能較好。
2.3 模頭內壓力降
實驗分別探究了熱升華轉印紙涂料的固含量及溫度對模頭內壓力降的影響。模擬結果如圖9所示,壓力降隨著固含量的增加而逐漸增大,隨溫度升高而逐漸減小。這是因為熱升華轉印紙涂料固含量的增加及溫度的降低都會使其黏度增加,因而在模頭流道內的流動阻力增大,造成擠出涂料所需的壓力增加,尤其是模頭流道的狹縫部分,增加趨勢更為明顯。基于以上規律,若想降低壓出涂料所需壓力,可以通過升高涂料溫度或降低涂料固含量來實現。同時,如圖9所示,當熱升華轉印紙涂料溫度為25℃、固含量17.7%以上時,及熱升華轉印紙涂料固含量為18.0%、溫度在35℃以下時,模頭內壓力降壓力均大于5×10-5Pa,涂料被擠出模頭所需壓力較大,那么對所需匹配的泵功率要求也會很高,使耗能增大,需對模頭流道結構進行改善以降低壓出流體所需壓力降。
3 結 論
根據模擬實驗結果可以得出熱升華轉印紙涂料T型簾式涂布的以下結論,這將對實際生產有一定的指導意義。
3.1 熱升華轉印紙涂料在模頭歧管處易產生渦流,渦流大小會隨涂料固含量增大而減小,隨涂料溫度升高而增大。
3.2 熱升華轉印紙涂料在模頭出口處的流速橫向分布均勻性較好。
3.3 熱升華轉印紙涂料在簾式涂布過程中存在模頭內壓力降過大問題,所以在涂布過程要選擇合適的涂料固含量及溫度以順利將流體擠出模頭,或者優化模頭流道結構以降低其內部壓力降。
[1] LI Zhi-bin, LIU Jin-gang, WANG Cheng-hai, et al.2 Factors influencing quality of sublimationheat transfer paper[J].China Pulp & Paper Industry, 2010, 31(22): 56. 李智斌, 劉金剛, 王成海, 等.升華類熱轉印紙質量的影響因素[A].中華紙業, 2010, 31(22): 56.
[2] MA Bo-long, YAN Jie.The Application, Improvement and Development of Air Knife Coating[J].China Pulp & Paper, 1993, 12(3): 49. 馬伯龍, 嚴 杰.氣刀涂布的應用、 改進和發展[J].中國造紙, 1993, 12(3): 49.
[3] SONG Wei, DONG Rong-ye, LIU Hong-bin.The development of researches and applications in curtain coating technology[J].China Pulp & Paper Industry, 2008, 29(3): 62. 宋 微, 董榮業, 劉洪斌.簾式涂布技術的研究進展[J].中華紙業, 2008, 29(3): 62.
[4] SUN Jun, LIU Jin-gang.The Stability of Curtain in Curtain Coating[J].China Pulp & Paper, 2009, 28(6): 63. 孫 軍, 劉金剛.簾式涂布幕簾穩定性影響因素[J].中國造紙, 2009, 28(6): 63.
(責任編輯:馬 忻)
The Numerical Simulation of Flow Field within the Curtain Coating Die Based on Fluent
PAN Yue1,2,*LIU Jin-gang1,2
(1.ChinaNationalPulpandPaperResearchInstitute,Beijing, 100102;2.NationalEngineeringLabforPulpandPaper,Beijing, 100102)
To improve the performance of curtain coating ,Fluent software was utilized for the flow field simulation analysis in the die head of curtain coating.The influences of the sublimation paper coatings solid content and temperature on the flow field were investigated respectively in this study.The results showed that the eddy and pressure drop at the head manifold decreased with increasing the solid content of coatings,and increased as the temperature rising.The die head manifold was easy to appear eddy when the temperature above 25℃ and the soild less then 17.7%.And the die head was easy to produce too much pressure drop when the temperature below 35℃ and the solid contant higher than 18.0%.The die head structure should be optimized.
Fluent software; curtain coating; eddy; pressure drop; transverse distribution
潘 岳女士,在讀碩士研究生;主要研究方向:紙張涂布工藝。
2017- 02- 23(修改稿)
國家自然科學基金項目(51403239)。
TS735+.1
A
10.11980/j.issn.0254- 508X.2017.05.003
