T2純銅線性摩擦焊接研究
2017-06-05 14:14:16唐龍飛馬鐵軍李文亞
電焊機 2017年5期
唐龍飛,馬鐵軍,李文亞,張 勇,王 剛
(1.西北工業大學凝固技術國家重點實驗室,陜西西安710072;2.陜西省摩擦焊接工程技術重點實驗室,陜西西安710072)
T2純銅線性摩擦焊接研究
唐龍飛1,2,馬鐵軍1,2,李文亞1,2,張 勇1,2,王 剛1,2
(1.西北工業大學凝固技術國家重點實驗室,陜西西安710072;2.陜西省摩擦焊接工程技術重點實驗室,陜西西安710072)
采用不同摩擦壓力進行T2純銅線性摩擦焊接工藝試驗。接頭組織性能測試發現,焊縫為經歷了再結晶的細小晶粒,局部存在漩渦狀流線、未焊合孔洞及夾雜缺陷,熱力影響區僅發生回復,與母材組織接近,焊縫及熱力影響區整體較寬;當摩擦壓力提高到50 MPa及70 MPa時,抗拉強度接近母材平均值。分析表明,T2純銅塑性好、導熱快,焊接過程接頭易形成較寬的軟化區,使界面金屬塑性流動變差,導致缺陷產生,應考慮提高熱輸入速度予以改善。
T2純銅;線性摩擦焊;熱輸入速度
0 前言
銅及銅合金以其優良的導電性、導熱性、耐腐蝕性及耐磨性等廣泛應用于工業領域中。特別是在電力、電子、能源及交通等領域,銅及銅復合構件的焊接除要求接頭達到一定強度,還希望焊合面對導電性的影響越小越好[1]。采用固相焊接,如擴散焊、摩擦焊等[2-3]進行銅構件的連接,可有效避免熔化焊[4]在焊縫中極易出現的氣孔、夾雜及裂紋等缺陷,且焊接過程中不添加任何焊材,成為解決焊合面導電性難題的首選。
線性摩擦焊作為一種新型固相焊接方法,以其諸多技術優勢成為航空發動機整體葉盤焊接制造與修復的關鍵技術[5],由于可實現非軸對稱復雜截面構件的固相連接,關橋院士美譽其為“塊體組焊固相增材制造技術”[6],必將在工業領域及其他重要構件的制造中具有廣闊的應用前景。
本研究針對T2純銅進行線性摩擦焊及相關初步試驗,探索銅構件的新型焊接方法。
1 試驗材料及方法
試驗選用的T2純銅母材微觀組織如圖1所示,主要為較大尺寸的等軸晶粒,并可見數量較多的典型孿晶(箭頭所示)。焊接試樣及焊接過程示意見圖2,試樣尺寸12 mm(寬)×22 mm(高)×50 mm(長),焊接面12 mm×22 mm。
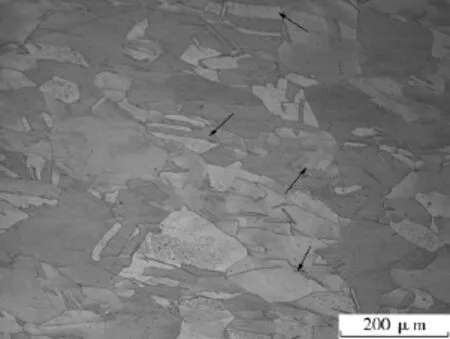
圖1 T2純銅母材組織
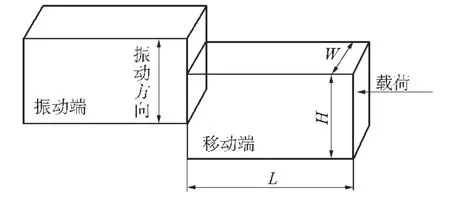
圖2 焊接試樣及焊接過程示意
焊接試驗采用西北工業大學自制的XMH-160型線性摩擦焊機,焊接參數如表1所示。
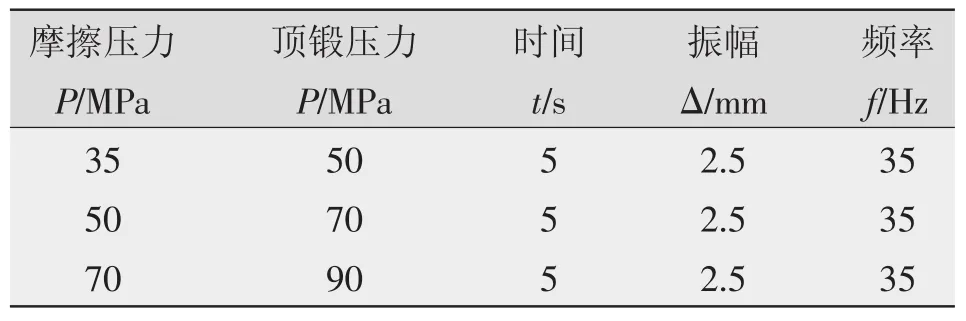
表1 線性摩擦焊試驗工藝參數
將焊后試樣按圖3所示,采用電火花線切割金相試樣及拉伸試樣。沿垂直于焊接界面、平行于振動方向的平面將接頭切成不同厚度的兩部分。在其中一部分上,垂直于焊縫向兩側各15 mm切取1塊金相試樣,另一部分用作切割拉伸試樣。加工時保證金相試樣和拉伸試樣的中心線位于焊縫處。
金相試樣同時用于顯微組織觀察和顯微硬度測試。打磨、拋光后用酒精清洗金相樣表面,采用FeCl325 g+HCl 25 ml+H2O 100 ml腐蝕液進行腐蝕。采用OLYMPUS PMG3型光學顯微鏡進行接頭組織觀察。采用Struers Duramin-A300型顯微硬度試驗機測試接頭顯微硬度,沿垂直于焊縫方向每隔100 mm進行測量,載荷200 g,保壓時間15 s。
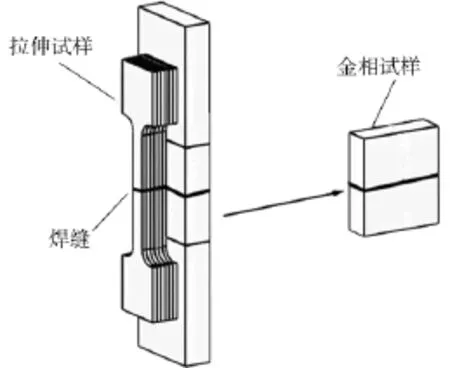
圖3 試樣加工示
依據GB/T228.1-2002加工接頭拉伸試樣,拉伸試驗在SHIMADZUAG-X島津電子萬能試驗機上完成,拉伸速率1 mm/min。之后采用TESCAN MIRA3 XMU掃描電子顯微鏡觀察拉伸斷口。
2 試驗結果和分析
2.1 接頭組織特征
由于不同焊接參數下接頭的組織特征基本相似,因此僅給出摩擦壓力為50 MPa下的接頭剖面典型位置金相照片,如圖4所示。
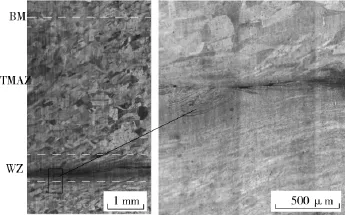
圖4 接頭剖面金相照片
由圖4可知,接頭組織大致可分為焊縫區(WZ)、熱力影響區(TMAZ)及母材(BM)三個區域。圖中約1 mm寬度的深色區域為WZ,從局部放大照片中可看到該區域為經歷了再結晶的等軸細小晶粒,接頭原始界面未完全消失;焊縫上下寬約5 mm的區域為TMAZ,其組織與母材接近,部分晶粒可見明顯變形特征,尤其是近縫區晶粒沿著摩擦方向被顯著拉長。放大照片中,TMAZ與WZ無明顯界線。
另外,從焊縫局部放大圖(見圖5)中還可看出,焊縫部分區域存在明顯的漩渦狀流線(A區域)、未焊合孔洞(B區域)及夾雜(C區域)缺陷。
比較可知,T2純銅接頭組織與鋼、高溫合金及鈦合金等[7-9]線性摩擦焊接頭組織具有很大的差異。以TC4鈦合金為例[9],其焊縫為一條腐蝕抗力很高的白色亮線,寬度約為100~200 μm,由于形成極其細小等軸晶粒,其與TMAZ具有明顯的界線;熱力影響區僅發生少量再結晶,主要為原始晶粒變形特征,寬度也較窄。另外,接頭焊合面很難見到孔洞及夾雜缺陷。
T2純銅形成與TC4鈦合金等線性摩擦焊接頭明顯差異的原因主要為:
鈦合金熱導率低,焊接過程中焊縫與周圍金屬形成很高的溫度梯度,當焊接界面很小的范圍被摩擦加熱軟化時,附近區域仍具有很高的強度,促使界面軟化金屬塑性流動,并被擠出界面形成飛邊,同時帶走大部分熱量。整個焊接過程界面塑性金屬的形成和擠出呈典型的周期性特征,使得WZ和TMAZ十分狹窄;WZ形成一定的熱平衡,熱力耦合作用使該區域發生充分動態再結晶形成超細晶組織,而TMAZ溫度較低,僅在摩擦和剪切力的作用下表現出原始母材的變形特征,并與焊縫形成明顯界線。上述界面塑性金屬的周期性變化過程同時是一個“氧化物自清理”過程[10],因此很難見到界面缺陷。
T2純銅熱導率很高,且在低溫下就具有良好的塑性,短暫的線性摩擦過程即可使焊接界面附近較寬的區域被迅速加熱并發生明顯軟化,因此接頭TMAZ很寬。它對界面附近熱塑金屬的擠壓與剪切作用下降,不利于界面金屬塑性流動形成飛邊,焊接過程的大部分熱量保留在接頭較大寬度范圍內的軟化區,該區域組織形態與母材非常接近,因此TMAZ很可能僅發生了一定程度的動態回復,而T2純銅層錯能較低,WZ則在熱力耦合作用下發生較大程度的再結晶,由于溫度梯度較小且均為等軸晶,因此WZ與TMAZ并無明顯界線。
T2純銅在50 MPa和70 MPa摩擦壓力下焊接時,其值與鈦合金及鋼等材料的焊接參數相當,但存在明顯未焊合孔洞及夾雜缺陷,原因如下:
如式(1)所示[9],焊接熱輸入與摩擦壓力、振動頻率、振幅呈正比例線性關系

式中 PI為焊接熱輸入;μ為平均摩擦因數;f為振動頻率;α為振幅;P為摩擦壓力。
由式(1)可知,增加摩擦壓力、振動頻率、振幅均可以提高焊接熱輸入。從接頭特征可看出,50 MPa和70 MPa摩擦壓力兩組參數都滿足T2純銅焊接過程的熱量要求,但由于其導熱很快,接頭形成很大范圍的軟化區,不利于界面金屬的塑性流動而呈漩渦狀流線,難以獲得像鈦合金等材料在線性摩擦焊過程伴隨的氧化物自清理過程,從而在焊接界面易形成未焊合孔洞和夾雜缺陷。
因此,對于熱導率較高的銅等材料的線性摩擦焊接,不僅要考慮焊接熱輸入的大小,還應考慮熱輸入的速度。比如,通過選用較高的振動頻率,既保證一定的熱輸入要求又可提高熱輸入速度,使焊接過程在界面與周圍金屬形成一定的溫度梯度,促進界面金屬的塑性流動,從而降低甚至消除缺陷的產生。
2.2 接頭顯微硬度
對上述接頭進行顯微硬度測試,結果如圖6所示。可以看出,焊縫處的硬度值遠高于TMAZ和BM,主要原因是發生了動態再結晶,晶粒明顯細化,且在較高的剪切力和壓力作用下,晶粒內部具有很高的位錯密度。這種組織與靜態再結晶組織相比有較高的強度和硬度。TMAZ的硬度值則與BM相近,部分區域硬度值低于BM,這是由于T2純銅的線性摩擦焊過程未出現類似于鈦合金焊接中明顯的周期性過程,飛邊形成很少,熱量積累在焊縫周圍形成軟化的TMAZ。
2.3 接頭拉伸性能
對每組參數下焊接的接頭分別制作3個拉伸試樣(排除肉眼缺陷制樣)進行試驗。由于每組中3個試驗結果非常接近,因此,從各組中分別選取1個試驗結果繪制T2純銅不同摩擦壓力下接頭的拉伸應力-應變曲線,如圖7所示。摩擦壓力為35 MPa時,抗拉強度僅為85 MPa,且在較小的應變下就發生斷裂,原因是焊接熱輸入偏低,整個焊縫僅為弱連接;采用較大摩擦壓力(50 MPa、70 MPa)焊接時,接頭拉伸試樣抗拉強度接近母材平均值(215 MPa)。說明當選用較高的摩擦壓力焊接時,一定程度上滿足了T2純銅的線性摩擦焊熱輸入要求。
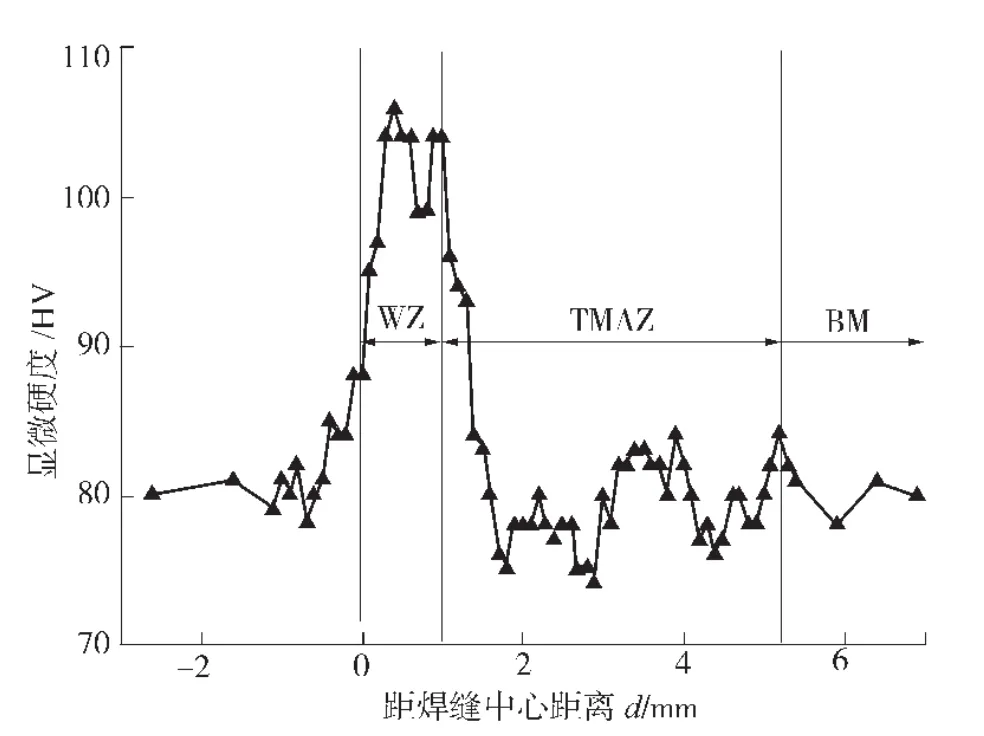
圖6 焊接接頭顯微硬度
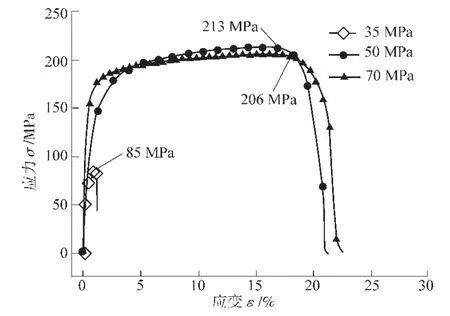
圖7 不同焊接壓力下焊接接頭拉伸性能
另外,由圖7可知,50 MPa時試樣的抗拉強度大于70 MPa時的抗拉強度,說明對于焊接塑性好、熱導快的銅等有色金屬時,當摩擦壓力增加到一定程度,單一提高摩擦壓力不能明顯改善接頭力學性能甚至可能導致其下降,這時可通過提高振動頻率等措施在保證熱輸入大小的同時加快熱輸入速度,使接頭軟化區寬度大幅下降,促進焊縫金屬塑性流動,消除缺陷,從而獲得高質量接頭。
拉伸后試樣外觀形貌如圖8所示。在摩擦壓力為35 MPa時,斷裂發生在焊縫處,斷口整齊、無明顯頸縮,表明該參數下的接頭質量較差;當摩擦壓力為50 MPa和70 MPa時,斷口遠離焊縫,基于上述分析可知,在焊縫兩側具有很寬的軟化區,由于銅導熱非常快,很可能在TMAZ之外還有力學性能較低的純軟化區——熱影響區(HAZ)。

圖8 拉伸后試樣外觀形貌
2.4 接頭拉伸斷口形貌
為研究接頭拉伸試樣的斷裂機理,對斷裂發生在焊縫位置的35 MPa焊接試樣進行斷口分析,斷口形貌如圖9所示。
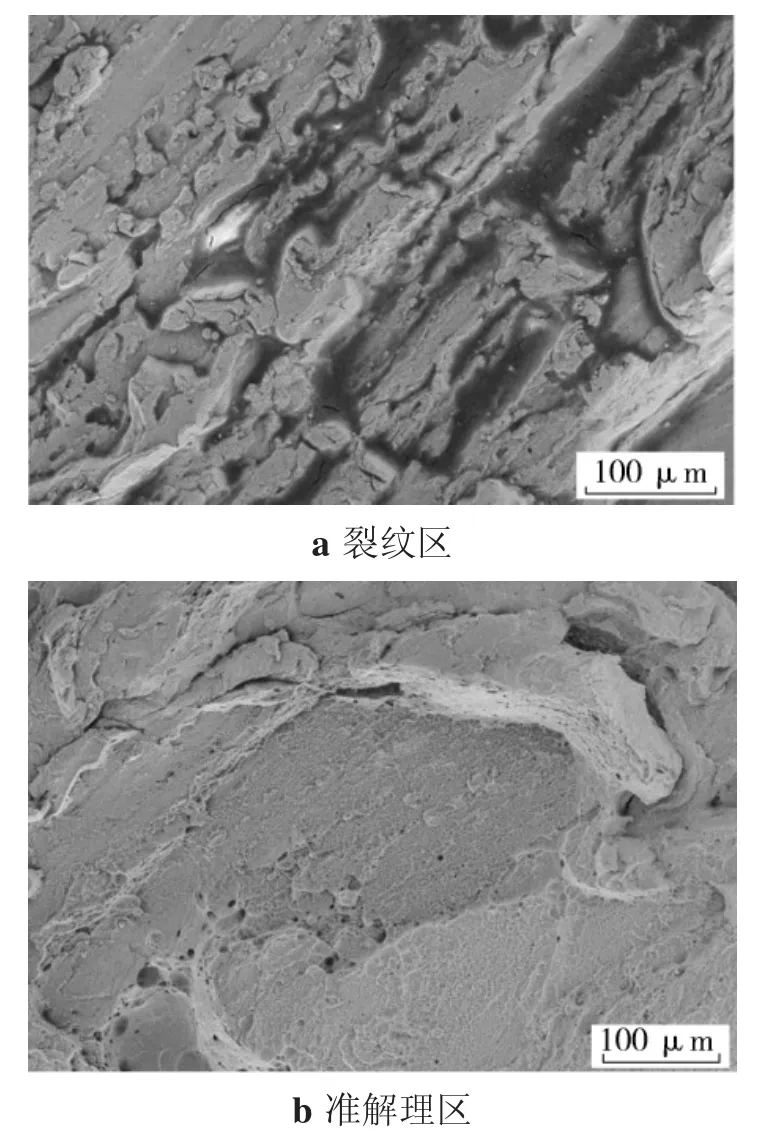
圖9 拉伸斷口典型區域
從斷口中兩個典型區域可以發現,裂紋區存在大小不一深淺各異的凹坑,且有明顯的裂紋,裂紋極易從此處擴展;準解理區存在少量
Page 15
Study on linear friction welding of pure copper T2
TANG Longfei1,2,MA Tiejun1,2,LI Wenya1,2,ZHANG Yong1,2,WANG Gang1,2
(1.State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi’an 710072,China;
2.Key Laboratory of Friction Welding Engineering Technology of Shaanxi Province,Xi’an 710072,China)
Linear friction welding(LFW)of pure copper T2 was carried out under different friction pressures,and the microstructure and properties of the joints were investigated.The weld zone(WZ)consists of fine grains from recrystallization,and local defects such as swirling flow,non-welded hole and particle inclusions.The microstructure of thermo-mechanically affected zone(TMAZ)is similar to the base metal just experiencing recovery.In addition,the WZ and TMAZ cover a much wider range.The tensile strength of the joints under friction pressures of 50 MPa and 70 MPa are approximately comparable to that of the base metal.The analysis shows that the joint is inclined to form a wide softening zone due to the good plasticity and high thermal conductivity of pure copper during LFW,leading to a poor plastic metal flow and following by defects on the friction interface.A suggestion that heat input rate should be increased during LFW of T2 is given.
pure copper T2;linear friction welding;heat input rate
TG457.13
A
1001-2303(2017)05-0008-05
10.7512/j.issn.1001-2303.2017.05.02
2017-03-02
國家自然科學基金(51675435);凝固技術國家重點實驗室自主課題(122-QZ-2015)
唐龍飛(1993—),男,陜西寶雞人,在讀碩士,主要從線性摩擦焊相關研究工作。E-mail:1458605420@qq. com。
本文參考文獻引用格式:唐龍飛,馬鐵軍,李文亞,等.T2純銅線性摩擦焊接研究[J].電焊機,2017,47(05):8-11,15.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
