鈦合金TC6與TC11高頻感應釬焊工藝
2017-06-05 14:14:16李萬強
電焊機 2017年5期
關鍵詞:界面
李萬強
(貴州楓陽液壓有限責任公司,貴州貴陽550009)
鈦合金TC6與TC11高頻感應釬焊工藝
李萬強
(貴州楓陽液壓有限責任公司,貴州貴陽550009)
以B-Ti57CuZrNi-S為釬料,在氬氣保護氣氛下對TC6/TC11鈦合金進行高頻感應釬焊工藝實驗研究。采用光學顯微鏡(OM)、掃描電鏡(SEM)及能譜分析(EDS)等測試方法,分析氣體保護流量、流態以及工藝參數對焊接界面形貌、接頭組織及元素分布的影響,并測試接頭的抗拉強度。結果表明,釬焊界面主要由富Ti的β-Ti固溶組織和Cu-Ti、Ni-Ti以及(Cu,Ni)Ti/Zr組成的金屬間化合物相組成。釬焊接頭的抗拉強度隨釬焊溫度的升高或保溫時間的延長,呈現先升高后降低的趨勢,接頭最高強度可達433MPa。TC6/TC11鈦合金高頻感應釬焊優化工藝參數帶為:焊接溫度910℃~930℃,保溫時間120~150s,Ar氣保護流量1MPa。
高頻感應釬焊;鈦合金;釬焊接頭;優化工藝帶
0 前言
鈦合金具有比強度高、中溫性能好、耐高溫、耐腐蝕、無磁等特點,是重要的輕質結構材料,在航空、航天、軍工、車輛工程、生物醫用工程以及日常生活等領域具有重要的應用價值和廣闊的應用前景[1]。目前,鈦合金的焊接方法主要有釬焊、氬弧焊、電子束焊、摩擦焊與擴散焊等。釬焊[2]是一種利用熔點低于母材的釬料,在低于母材熔化溫度、高于釬料熔點的溫度實現接頭連接的一種焊接方式。釬焊是連接鈦合金的常用方法之一,所得焊接接頭強度高、一致性好、不受產品結構限制,既成本低廉,又可滿足焊接的冶金及結構要求[3-5]。本研究以氬氣作為保護氣氛,采用Ti基釬料對TC6與TC11鈦合金進行釬焊工藝實驗研究。觀察釬焊接頭的宏觀形貌和釬縫的微觀組織,分析不同工藝參數下界面組織成分和元素分布狀態;測試釬焊接頭的拉伸性能和硬度,獲得TC6與TC11鈦合金釬焊的最佳工藝參數帶。
1 實驗材料及方法
1.1 實驗材料
選用TC6及TC11雙相鈦合金作為被焊母材,化學成分如表1、表2所示[6];釬料是B-Ti57CuZrNi-S,為粉末狀,粒度150目。TC6鈦合金、TC11鈦合金試樣尺寸如圖1所示。
1.2 試驗方法
試驗前用細砂輕吹焊接表面(風壓≤0.2 MPa,砂粒≤0.5,均勻吹毛),置于丙酮中超聲波清洗3~ 5 min,冷風吹干待用。焊接時將釬料與丙酮混合均勻,釬料漿放入內臺階上,裝配于釬焊爐中。

表1 TC6鈦合金化學成分%

表2 TC11鈦合金化學成分%

圖1 試樣幾何尺寸
以氬氣為保護氣體,采用SP-15高頻感應電源進行焊接,釬縫間隙20μm,釬焊溫度890℃,920℃,950℃,980℃,保溫時間5 s,30 s,120 s,300 s。釬焊結束后,利用萬能電子拉伸試驗機(Instron 3382)對釬焊接頭進行抗拉實驗,采用光鏡、掃描電鏡分析釬焊接頭和斷口的微觀組織;利用X射線能譜儀分析接頭組織的界面成分及分布。
2 實驗結果和分析
2.1 保護氣體流量
氣體分配裝置如圖2所示。將直徑5 mm的火銅管繞制成圓形,在內壁斜45°方向開直徑為1 mm的圓孔80個,圓孔均布于圓周方向。銅管出口堵住,進口處以軟管連接,調整氣體流量進行實驗。
將加壓閥分別調整至0.5 MPa、1 MPa,焊后試樣宏觀形貌如圖3所示,雖然氣體流量并未增大很多,但試樣氧化區域顯著減少。當保護氣體流量為1 MPa時,焊后試樣表面顏色光亮,沒有出現氧化色,產品焊后的釬劑角過渡平滑,釬縫均一,宏觀形貌無缺陷產生。可見,氬氣流量1 MPa或以上的工藝條件下可有效改善焊件被氧化的情況。

圖2 氣體分配裝置
2.2 釬焊溫度對接頭形貌及力學性能的影響
不同釬焊溫度(890℃、920℃、950℃、980℃)下釬縫的微觀組織形貌如圖4所示。釬焊溫度890℃時,釬縫與母材的界面邊界清晰,兩側界面完全平行,釬縫組織與母材組織無平滑過渡而呈垂直梯度變化。焊縫區域內存在兩種不同形態的組織——灰色片狀組織A及白亮色不連續圓斑組織B。隨著焊接溫度升高至950℃,擴散反應層逐漸增大,但組織分布類似,從左至右為:母材—擴散反應層—白亮色顆粒組織—灰色板條狀組織—白量色顆粒組織—擴散反應層—母材,釬焊界面以釬縫為中心呈對稱結構。當釬焊溫度為980℃時,釬焊界面發生巨大變化。焊后母材組織變為單相組織,釬縫與兩側母材界面出現細小的針狀組織,釬縫中心與兩側組織分離。釬焊界面從左至右為:母材—針狀反應層—灰色過渡層—釬縫—灰色過渡層—母材,釬焊界面以釬縫為中心呈對稱結構。

圖3 不同Ar氣流量下焊后試樣形貌
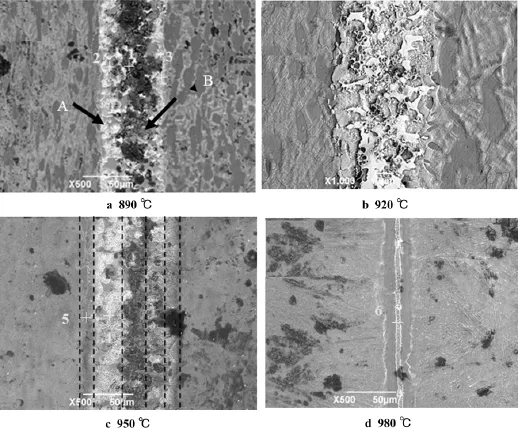
圖4 不同釬焊溫度下的焊接界面微觀形貌
結合釬縫界面不同區域的EDS分析,獲得各組織及反應層內元素的種類及具體比例,如表3所示。白亮組織A是以Ti(56.86%)元素為基體,富含Ni(9.2%),Cu(20.28%)元素及少量Zr(5.29%)元素的組織。白亮組織內部存在共晶狀顆粒組織,由Ti、Cu、Ni的質量百分比可以推測,此組織可能為Ti-Cu、Ti-Ni及Ti-(Cu,Ni)形成的脆性組織;灰色塊狀組織同樣以Ti為基,但其內部Cu、Ni含量較少,分析認為此時Cu、Ni可能固溶于Ti基組織內部,而不形成金屬間化合物,組織應該具有良好的韌性。
不同焊接溫度下釬焊接頭的抗拉強度如圖5所示。隨著釬焊溫度的升高,抗拉強度先升高后降低,最高為371 MPa。釬焊溫度較低時,釬料與母材之間的擴散受限,界面處結合較弱,抗拉強度較低;隨著釬焊溫度的升高,釬料與母材間元素得到充分擴散,且此時釬縫內的組織形貌與釬縫的原始組織基本相同,因此釬焊接頭強度較高;溫度繼續升高,使母材產生相變,組織粗化,抗拉強度降低。
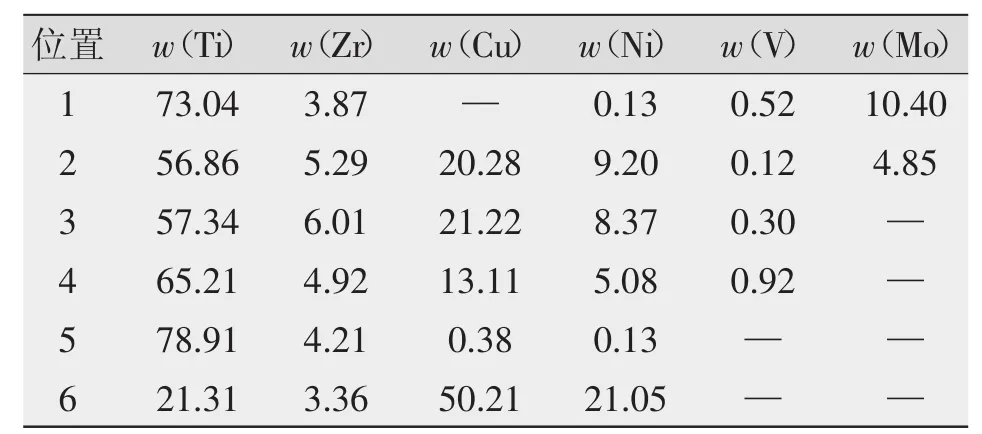
表3 不同釬焊溫度下元素成分%

圖5 不同釬焊溫度下的接頭強度
2.3 保溫時間對接頭的影響
結合不同保溫時間下釬焊接頭的界面形貌(見圖6)和EDS分析(見圖7)可知,保溫時間較短時,釬縫與母材的元素擴散程度較小,焊接完成后釬縫組織保留釬料的原始凝固組織形態,即Ti-Cu-Ni-Zr的金屬間化合物組織和富Ti的韌性組織;隨著保溫時間的延長,母材中的Ti、V、Al等元素向釬縫中擴散程度提高,Ti元素在釬縫內呈現梯度分布,接頭凝固時靠近界面處出現兩條連續的富Ti相,而釬縫內由于組織偏析的作用亦出現了不連續的韌性富Ti組織,由于釬料中的Cu、Ni元素均為β相穩定元素,認為界面處形成的富Ti相為β-Ti固溶體。進一步延長保溫時間,釬焊接頭內元素擴散已較為充分,Ti元素在釬縫中比例較高,釬料凝固時釬縫中心區域的點狀富Ti組織也成為連續的帶狀,接頭內韌性富Ti組織比例較高,強度升高明顯。繼續延長釬焊保溫時間,釬縫內的金屬間化合物組織完全被富Ti相組織取代,接頭強度良好。

圖6 不同保溫時間下釬焊接頭的界面形貌
不同保溫時間下釬焊接頭的抗拉強度如圖8所示,當釬焊保溫時間由30 s延長至120 s時釬焊接頭強度有較大提高,繼續延長保溫時間,接頭強度趨于穩定。結合顯微硬度測試結果(見圖9)可以看出,當釬焊保溫時間超過120 s時,釬縫區域硬度較保溫時間較短時有所降低,此時接頭擁有良好的綜合力學性能。綜上,焊接溫度920℃、釬縫間隙20μm時,以B-Ti57CuZrNi-S為釬料釬焊TC6與TC11鈦合金,保溫時間以大于120 s為宜,結合工程成本和提高效率將工藝參數帶定位120~150 s區間。
4 結論
以B-Ti57CuZrNi-S為釬料,在Ar氣保護條件下實現了TC6與TC11鈦合金的高頻感應釬焊。

圖7 保溫30 s與120 s時釬焊接頭線掃描分析
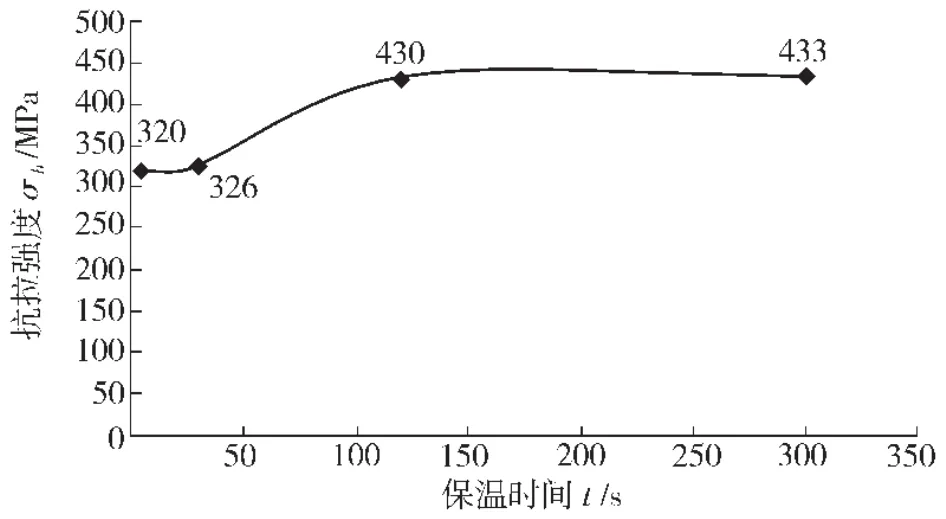
圖8 不同保溫時間下的抗拉強度
(1)通過自制的簡易氣體分配裝置,成功實現高純氬氣對釬焊工件的完全包縛,氬氣流量1MPa或以上的工藝條件下可有效改善焊件被氧化情況。
(2)釬焊界面主要由富Ti的β-Ti固溶組織和Cu-Ti、Ni-Ti以及(Cu,Ni)Ti/Zr組成的金屬間化合物相組成,兩相比例隨釬焊溫度及保溫時間的變化而變化。
(3)隨著釬焊溫度的升高或保溫時間的延長,釬焊接頭的抗拉強度均呈先升高后降低趨勢,最高強度達433 MPa。
(4)以B-Ti57CuZrNi-S為釬料,釬焊TC6/TC11鈦合金的優化工藝參數帶為:Ar氣保護流量1 MPa,焊接溫度910℃~930℃,保溫時間120~150s。所選工藝合理,可重復性良好,具有良好的工程應用價值。

圖9 不同保溫時間下釬焊界面的硬度分布
[1]C.萊茵斯,M.皮特爾斯.鈦與鈦合金[M].陳振華,等譯.北京:化學工業出版社,2005(前言):223-224.
[2]美國焊接學會.釬焊手冊[M].北京:國防工業出版社,1993:9-96.
[3] Chang C T,Du Y C,Shiue R K,et al.Infrared brazing of high-strength titanium alloys by Ti-15Cu-15Ni and Ti-15Cu-25Ni filler foils[J].Materials Science and Engineering:A,2006,420(1):155-164.
[4] Ganjeh E,Sarkhosh H,Bajgholi M E,et al.Increasing Ti-6Al-4V brazed joint strength equal to the base metal by Ti and Zr amorphous filler alloys[J].Materials Characterization,2012(71):31-40.
[5] Botstein O,Rabinkin A.Brazing of titanium-based alloys with amorphous 25wt.%Ti-25wt.%Zr-50wt.%Cu filler metal[J].Materials Science and Engineering:A,1994,188(1):305-315.
[6]黃伯云,李成功,石力開,等.中國材料工程大典:有色金屬材料工程(第4卷)[M].北京:化學工業出版社,2006.
Study on high frequency induction brazing of TC6 and TC11 titanium alloy
LI Wanqiang
(Guizhou FengYang Hydranlic Co.,Ltd.,Guiyang 550009,China)
High frequency induction brazing of TC6/TC11 titanium alloy under argon atmosphere with B-Ti57CuZrNi-S as the brazing alloy has been studied.The impact of flow rate and flow pattern of atmosphere,brazing temperature,holding time on microstructures,element distribution and mechanical properties of joints has been researched by optical microscopy(OM),scanning electron microscopy (SEM)and energy dispersive spectroscopy(EDS).The results show that brazed interface was constituted by two-phase structure,which were rich Ti solid solution and intermetallic compound of Cu-Ti,Ni-Ti,(Cu,Ni)Ti/Zr.With the increase of brazing temperature or holding time,brazed joint strength first increased and then decreased,the highest strength was 433 MPa.The optimized process parameters for high frequency induction brazing of TC6/TC11 titanium alloy were flow rate of Argon 1 MPa,brazing temperature 910℃~930℃,holding time 120~150 s.
high frequency induction brazing;titanium alloy;braze welding joint;optimized process parameters
TG457.19
A
1001-2303(2017)05-0077-05
10.7512/j.issn.1001-2303.2017.05.16
2016-12-06;
2017-02-07
李萬強(1983—),男,工程師,碩士,主要從事技術管理工作。E-mail:moke573@126.com。
本文參考文獻引用格式:李萬強.鈦合金TC6與TC11高頻感應釬焊工藝[J].電焊機,2017,47(05):77-81.
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
