首秦一號連鑄機中間包車改造技術
2017-06-14 02:44:56徐亮
環球人文地理·評論版 2017年3期
徐亮
(首秦金屬材料有限公司,河北 秦皇島 066000)
摘要:隨著近些年我國市場經濟的快速發展,使得我國的汽車、造船、建筑、石油化工、核電能源、油氣輸送等行業的快速發展。這些行業的快速發展就進一步的推動了金屬冶煉行業的快速發展。然而想要大力的發展金屬冶煉行業就必須的專門推動冶金機械制造行業的快速發展。然而對于冶金機械的常見問題應當做好適時的防護與改進,才能從根本上促進冶金機械行業的快速發展。
關鍵詞:冶金機械;中包車;橫移機構
1.1 概要
中包車是用于支撐、調整、運輸、更換中間包的設備。它的工藝要求是:運行迅速,停位準確,易于調整水口與結晶器的相對位置。用一般水口時它的作用是既要盡量減小二者間的距離,又要便于觀察結晶器內的鋼液面,小車結構有利于澆注、撈渣和燒氧操作;主要用在連鑄機澆注平臺上,將準備好的中間包從準備的位置運輸到澆注位置,利用縱、橫向微調及升降機構,使中間包水口對中并插入到結晶器中進行澆注。在澆注錢,小車載著烘烤好的中間包開進至結晶器上方,使中間包水口對準結晶器中心或者結晶器寬度方向上的對稱位置。澆注完畢或者發生事故而不能繼續澆注時,它載著中間包迅速離開澆注位置,進行換包或者事故處理。
1.2中間包小車設計要求
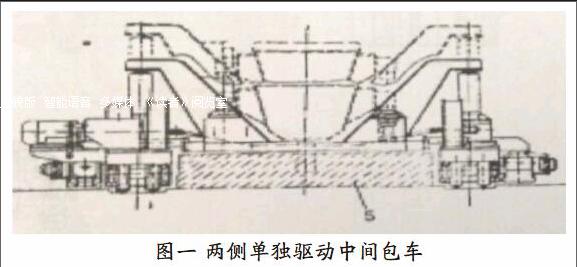
中包車不同于一般的小車,生產工藝中對中包車的主要要求是:運行迅速,停位準確。中間包小車的運行機構配置方案的選用,應該以和結晶器不發生干涉為基準條件。首秦1#鑄機中間包車為首鋼設計院制造,由于設計時間比較久,它的運行原理還是很落后現代生產操作節奏的。它的運行機構為兩側單獨驅動,它的橫移機構為手動渦輪蝸桿減速機傳動結構。它的升降方式為四個渦輪蝸桿驅動裝置完成。
1.3 技術問題概述
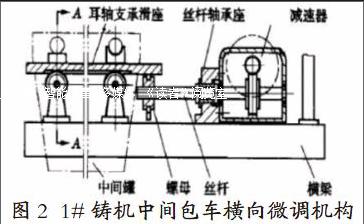
橫向微調機構是用于中間包水口與結晶器對中,首秦1#鑄機中包車采用的為手傳動方式(圖2)。微調機構是由中間包耳軸支撐滑座、單列輥子球軸承、支座、絲桿、調整螺母、絲桿軸承座、渦輪蝸桿減速機構成采用手動驅動,即用人工驅動渦輪蝸桿減速機,蝸輪軸孔裝有梯形螺母和絲杠,當搖動蝸桿上手柄的時候,蝸輪帶動絲杠做直線運動,以及調整螺母做螺旋運動,移動安裝在滑板上的耳軸座,故帶動中間包兩端橫向移動。但由于在落包過程中,中間包落包不穩,不免會有橫向負載作用于減速機及絲杠處,經常會造成減速機地腳螺栓切斷,或者減速機外殼破損,或者絲杠變形等一系列事故發生,一旦橫向微調機構不起橫移作用,就會直接導致中包水口無法對中,亦發生斷澆,造成無法開澆生產。
1.4 技改方案
由于中間包質量很大,機械機構已經無法卸載橫向負載力,便將橫移機構由機械驅動改為液壓驅動。具體改造如下:
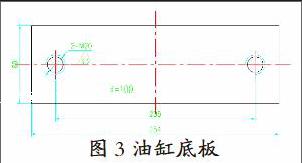
1.將原減速機處改為油缸,取消減速機及絲桿軸承座,油缸通過油缸底板(圖3)固定在中間包橫梁上,并由4條M30螺栓固定,施工時注意橫梁底座打磨,找水平。
2.加工油缸連接頭(圖4),與油缸進行連接。絲杠與縮母利舊,安裝于耳軸支撐滑座內。同時制作銷軸(圖5)將油缸連接頭與絲杠連接在一起,完成機械安裝
3.油缸連接液壓泵,管路上安裝單向閥、控制閥、溢流閥接回液壓泵(見圖6)。當負載過大時,橫向負載力會作用于油缸,即泵提供的是恒定流量。當系統壓力增大時,會使流量需求減小。此時溢流閥開啟,使多余流量溢回油箱,保證溢流閥進口壓力,即泵出口壓力恒定,已達到保護整個橫向微調機構的作用。
1.5改造效果
目前首秦1#鑄機共計2臺中間包車,兩臺共4套橫向微調機構都技改完成,水口對中時間由20分鐘變為2分鐘,人數由3~4個人變為僅需1人操作,并且橫向微調機構由每周一次檢修維護變為一年一次維修,人工及維修材料備件節約每年達數十萬元。
結語:想要從根本上解決冶金機械的常見問題就必須從冶金機械的維護工作開始做起,之后結合理論知識運用新技術,才能夠保障冶金機械的正常運轉,有效的減少勞動力,增加機械設備使用壽命,只有這樣才能夠保障冶金企業實現最大的利潤。